Sif
/J
4
О ГО
Изобретение относится к производству сварных труб, а именно к производству спиральношовных труб с малыми углами формовки,,
Целью изобретения является шение производительности устройства.
На фиг, 1 изображено устройство во время реза трубы; на фиг, 2 - вид А на фиг. 1.10
Устройство для резки спиральношов- ных труб содержит станину 1 и рамку 2 с н аправлякицей, расположенную парал лельно разрезаемой трубе и шарнирно зпкрепленнз ю на станине 1 с возмож- , 15 ностью поворота вокруг оси 3 при помощи пнёвмоцилиндр8 4. На направляю щей рамки 2 установлена на катках тележка 5, на которой крепятся режущий ин- струмент 6, например плазмотрон, и . 20 прижимной ролик 7, К тележке 5 одним концом на шарнире 8 прикреплена штанга 9, выполненная в виде отрезка тру бы и имеющая на другом конце участок 10 с меньшим диаметром. Штанга
расположена между двумя роликами 11 и 12. Холостой ролик 11 установлен на рамке 2, а ролик 12 -на станине 1 и имеет привод 13 вращения. Транспорт- ные ролики 14 поддерживают и транспортируют выходящую из стана спиральной сварки трубу 15.
Устройство работает следукмцим образом.
В исходном состоянии тележка 5 находится в крайнем правом положении, шток пнёвмоцилиндра 4 втянут и прижимной ролик 7 не касается трубы 15.
При команде реза подается давле- 40 ние в поршневую полость пневмоци- линдра 4 привода поворота рамки 2, которая, поворачиваясь вокруг оси 3, поворачивает тележку 5 до тех пор, пока прижимной ролик 7 не войдет в 45 контакт с разрезаемой трубой 15, которая имеет вращательно-поступатель-t
35
30
0
5 0 5
0 5
ное движение. После того как под действием трубы 15 тележка 5 начнет перемещаться вдоль направляющей рамки 2, приводится в действие режущий инструмент 6 (например, зажигается дуга плазмотрона) и начинается процесс резания. При этом штанга 9 свободно скользит по вращающемуся приводному ролику 12, а холостой ролик 11 со штангой 9 не контактирует.
После того как труба 15 разрезана, подается давление в штоковую полость пневмоцилиндра 4, который, поворачивая рамку 2 с тележкой 5 вокруг оси 3, выводит прижимной ролик 7 из контакта с трубой 15,При этом холостой ролик 11 прижимает штангу 9 к приводному ролику 12, который, вращаясь, толкает штангу 9 с тележкой 5 в крайнее правое (исходное) положение до тех пор, пока i штанга 9 не выйдет из зацепления с роликами 11 и 12 благодаря наличию участка с меньшим диаметром 10 на конце штанги 9. После этого устройство готово к повторению цикла резания.
Формула изобретения 1
Устройство для резки спирально- шовных труб, содержащее станину, patf ку с направляющей, тележку, установленную на направлякядей рамки с возможностью осевого перемещения, режу 5 щий инструмент и прижимной ролик, установленные на тележке, отличающееся тем, что, с целью повышения производительности, оно снабжено приводным роликом, установленным на станине, и холостым роли ком, установленным на рамке над приводным роликом, а тележка снабжена расположенной между приводным и холостым роликами штангой, шарнирно за крепленной одним концом на тележке и имеющей на свободном конце участок с меньшим поперечным сечением.
0
1Г)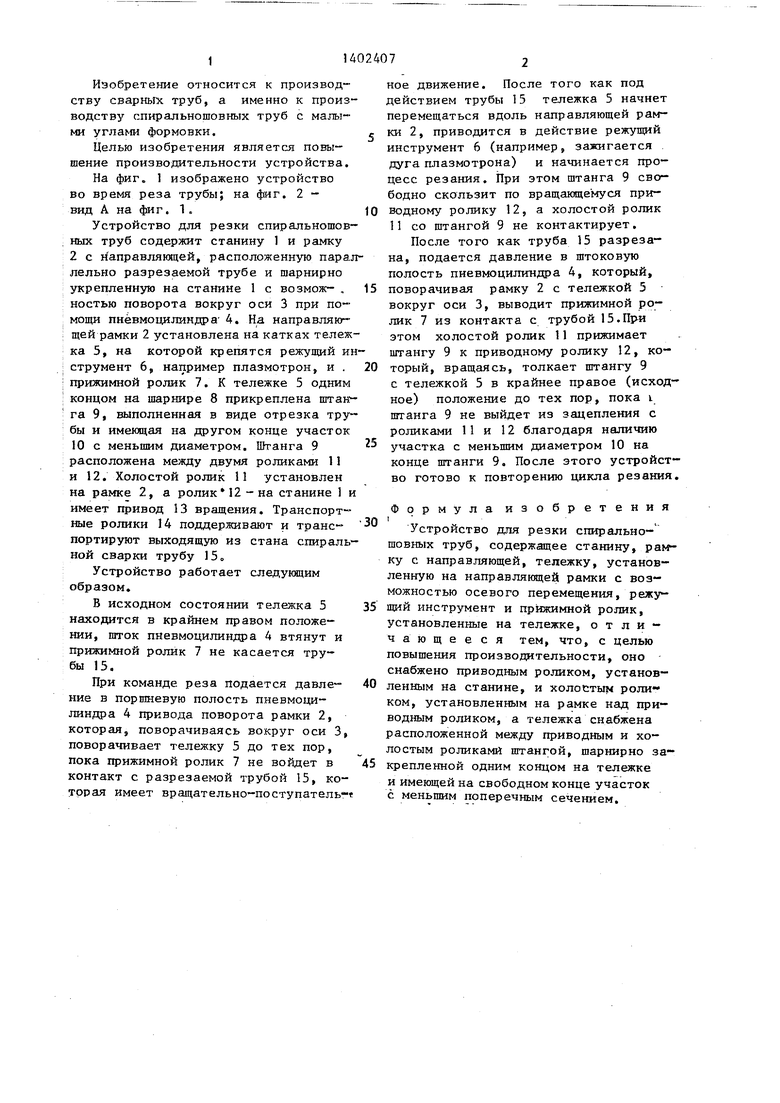
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки непрерывно движущихся труб на мерные длины | 1989 |
|
SU1692771A2 |
| Устройство для резки непрерывно движущихся труб на мерные длины | 1975 |
|
SU531668A1 |
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Устройство для резки движущихся труб на мерные длины | 1985 |
|
SU1326394A1 |
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| Станок для обработки торца труб | 1984 |
|
SU1260163A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| УСТРОЙСТВО для РЕЗКИ ТРУБ | 1970 |
|
SU268861A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
Изобретение относится к производству сварных труб, а именно к производству спиральношовных труб с малыми углами формовки. Цель - повы .шение производительности. Под давлением цилиндр а 4 рамка 2 поворачивается на оси 3. Ролик 7 входит в контакт с отрезаемой трубой 15, Тележ- .ка 5 начинает перемещаться по направляющей рамки 2. Приводится в действие режущий инструмент 6.После от- резки трубы 15 пневмоцилиндром 4 отводится рамка 2 с роликом 7, а холостой ролик 11 прижимает штангу 9, ширнирно установленную на тележке 5 , к приводному ролику 12, Ролик 12, вращаясь, толкает,штангу 9 с телелской 5 ,в исходное положение. Тележка 5 останавливается благодаря наличию ка штанге участка с меньамм поперечным сечением. 2 ил. с S
| Устройство для резки непрерывно движущихся труб на мерные длины | 1975 |
|
SU531668A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
