Изобретение относится к металлообработке и может быть использовано для точной резки длинномерных заготовок.
Цель изобретения - повышение надежности в работе станка путем исключения поломок и увеличения срока службы режущего инструмента при резке длинномерных заготовок.
На фиг. 1 изображен станок для резки заготовок, общий вид; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - устройство регулировки холостого хода и износа абразивного диска; на фиг. 6 - нижняя ось подвижного столика, разрезана фиг. Т-- Г-образный прижим; на фиг. 8 - подпружиненный выключающий рычаг подвижного столика.
Станок для резки заготовок включает станину 1, закрепленный на коромысле 2 узел резки, выполненный в виде абразивного диска 3, приводимого во вращение двигателем 4, установленным на коромысле 2. Коромысло шарнирно закреплено на стойке 5 станины 1. К коромыслу 2 шарнирно присоединен приводной пневмоцилиндр 6 со штоком 7. Приводной конец коромысла 2 снабжен противовесом 8. Противоположный от привода конец коромысла 2 выполнен с перпендикулярно прикрепленной к нему тягой 9, соединенной со станиной 1 устройством регулировки холостого хода и износа абразивного диска, выполненным в виде гидроцилиндра 10 с полым штоком 11. Устройство регулировки холостого хода и износа абразивкого диска закрыто кожухом 12. На полом штоке 11 гидроцилиндра 10 закреплен поршень 13. Гидроцилиндр 10 шарнирно соединен с цапфой 14, закрепленной на станине 1 станка . Поршневая 15 и штоковая 16 полости гидроцилиндра 10 соединены с дросселем с регулятором 17. В полом штоке 11 установлен выдвижной плунжер 18, свободный конец
5
. 5 ,.,, 55
которого выполнен с опорной частью 19, снабженной шарниром 20, установленным в продольном пазу 21 тяги 9. Шарнир 20 выдвижного плунжера 18 установлен с возможностью перемещения в пределах длины L продольного паза 21. В верхней части продольного паза 21 на резьбе 22 установлен винт 23 грубой регулировки . Полый шток 11 снабжен наружной резьбой 24 с установленной на ней гайкой 25 точной регулировки. Ход стрежня 26 винта 23 грубой регулировки в пределах длины L и ход гайки 25 точной регулировки в пределах длины h устанавливают длину S холостого хода абразивного диска до заготовок 27.
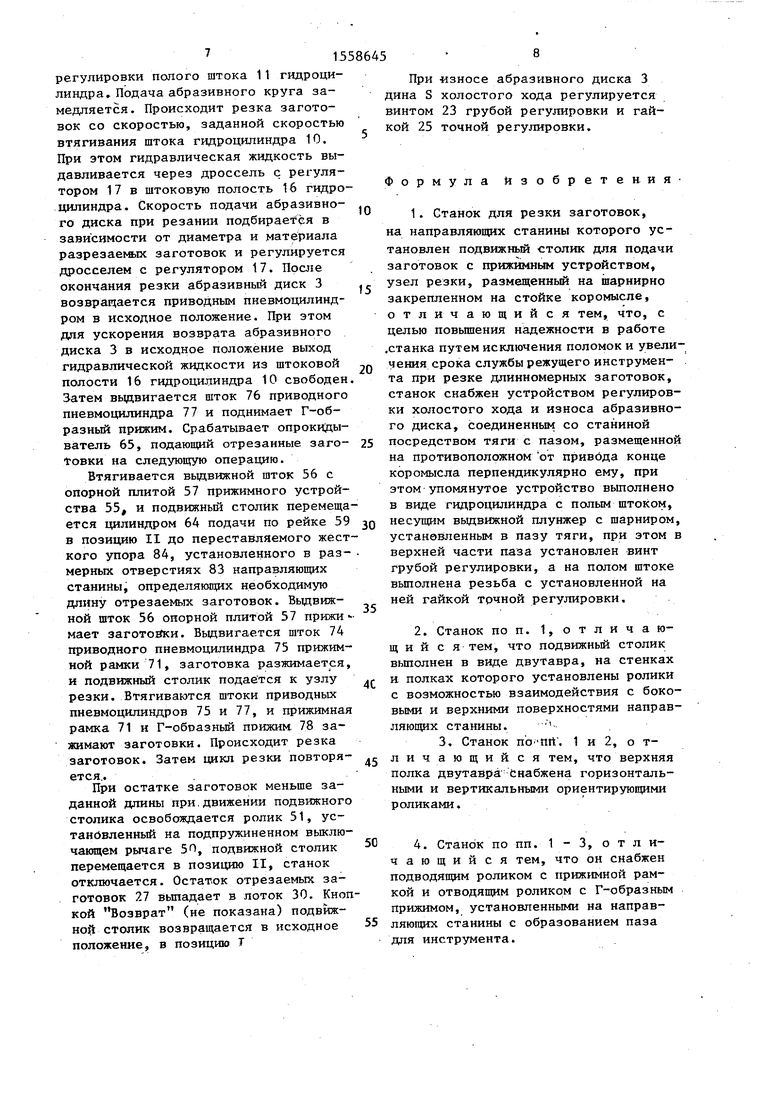
Для подачи заготовок 27 к абразивному диску 3 на направляющих 28 станины установлен подвижный столик, выполненный в виде двутавра 29.Подвижный столик расположен у абразивного диска 3 в позиции I. Направляющие 28 станины образуют между собой паз Р, под которым расположен лоток 30 для отвода остатков отрезаемых заготовок 27. На стенках 31 двутавра 29 закреплены ролики 32, контактирующие с боковыми поверхностями 33 направляющих 28 станины. На верхней 34 и нижней 35 полках двутавра 29 закреплены оси 36 и 37 со свободно установленными на них роликами 38, контактирующими с верхними 39 и нижними 40 поверхностями направляющих 28 станины. Оси 36 жестко закреплены на верхней полке двутавра. Оси 37 выполнены с кольцевыми канавками 41 под крепящие винты 42 и установлены во втулках 43.
Для регулировки и точной установки оси 37 имеются эксцентричные участки 44 с установленными на них роликами 38. На верхней полке 34 двутавра на планках 45 установлены горизонтальные ориентирующие ролики 46, а на кронштейна, 47 - вертикальные ориентирующие ролики 48. В передней час ти 49 подвижного столика, со стороны
5
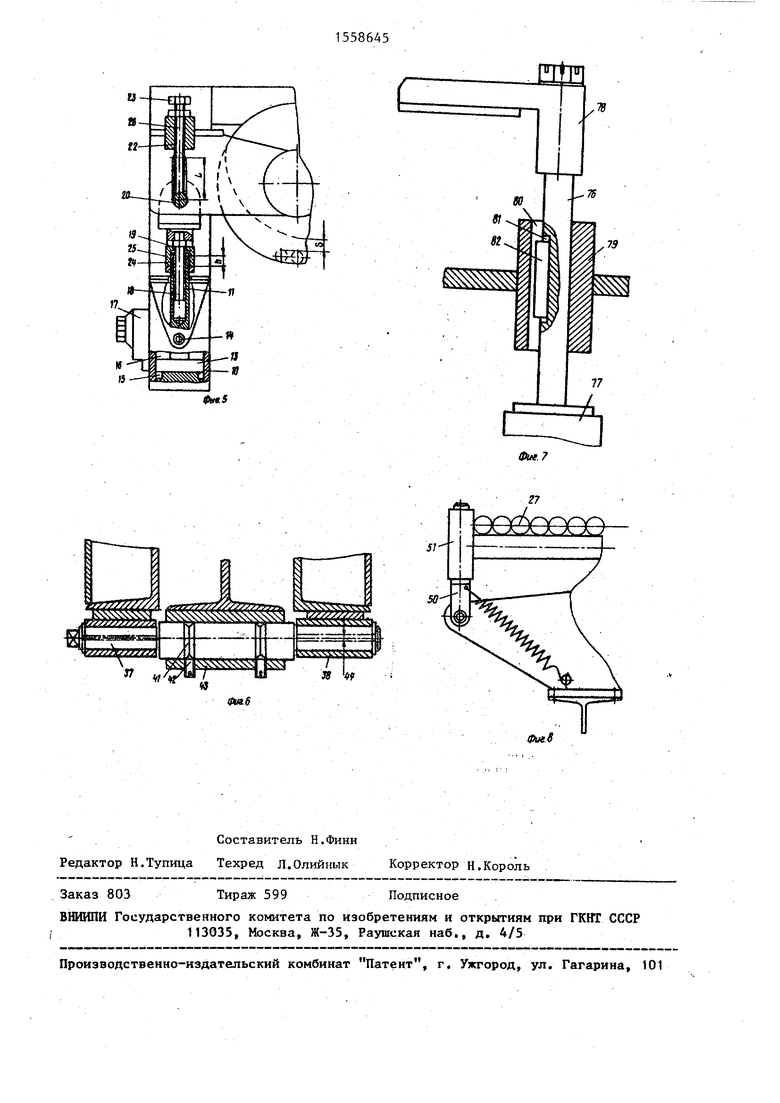
абразивного диска 3, на верхней полке 34 двутавра 29 установлен подпружиненный выключающий рычаг 50 с роликом 51, а на планках 52 - ролики 53 фиксации. К планкам 52 жестко прикреплены стойки 54, на которых установлено прижимное устройство 55, на выдвижном токе 56 которого укреплена опорная плита 57. На нижней полке 35 двутавра жестко закреплены опоры 58, на которых установлена рейка 59, связанная с зубчатым колесом 60, закрепленным на одной оси 61 с шестерней 62. Шестерня 62 находится в зубчатом зацеплении с рейкой 63 цилиндра 64 подачи.
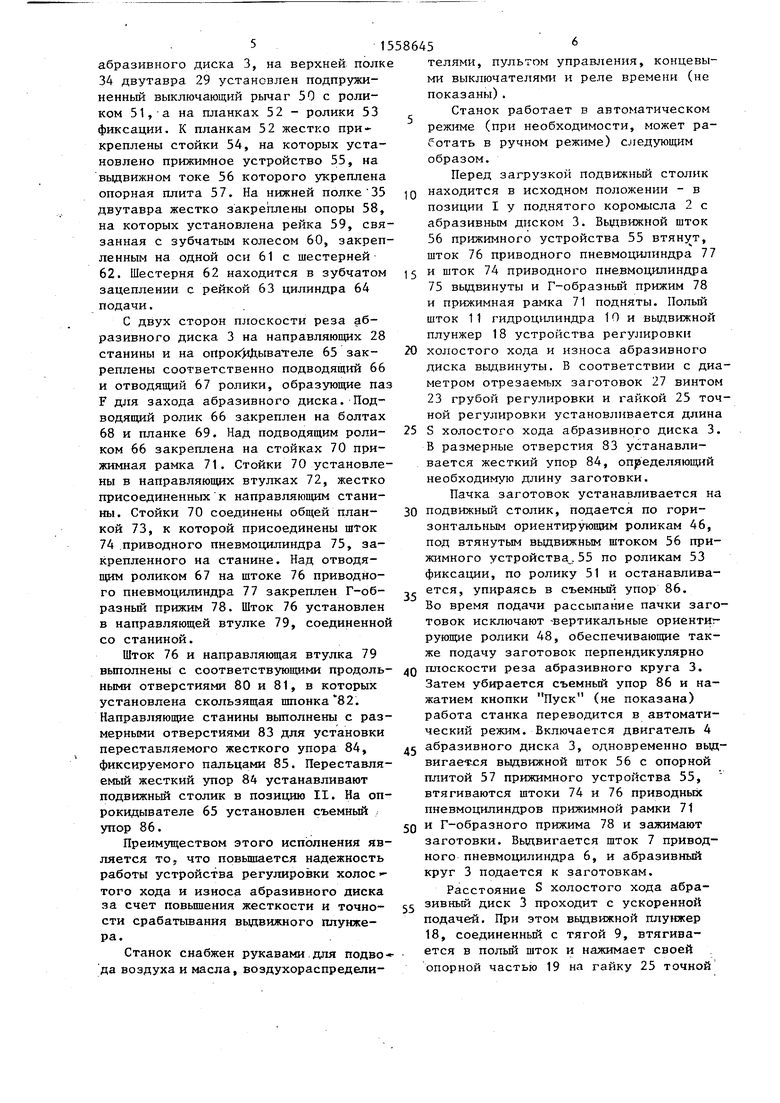
С двух сторон плоскости реза абразивного диска 3 на направляющих 28 станины и на опрокидывателе 65 закреплены соответственно подводящий 66 и отводящий 67 ролики, образующие паз F для захода абразивного диска. Подводящий ролик 66 закреплен на болтах 68 и планке 69. Над подводящим роликом 66 закреплена на стойках 70 прижимная рамка 71. Стойки 70 установлены в направляющих втулках 72, жестко присоединенных к направляющим станины. Стойки 70 соединены общей планкой 73, к которой присоединены шток 74 приводного пневмоцилиндра 75, закрепленного на станине. Над отводящим роликом 67 на штоке 76 приводного пневмоцилиндра 77 закреплен Г-об- разный прижим 78. Шток 76 установлен в направляющей втулке 79, соединенной со станиной.
Шток 76 и направляющая втулка 79 выполнены с соответствующими продольными отверстиями 80 и 81, в которых установлена скользящая шпонка 82. Направляющие станины выполнены с размерными отверстиями 83 для установки переставляемого жесткого упора 84, фиксируемого пальцами 85. Переставляемый жесткий упор 84 устанавливают подвижный столик в позицию II. На опрокидывателе 65 установлен съемный упор 86.
Преимуществом этого исполнения является тог что повышается надежность работы устройства регулировки холос - того хода и износа абразивного диска за счет повышения жесткости и точно15
сти срабатывания выдвижного плунжера.
Станок снабжен рукавами для подвода воздуха и масла, воздухораспредели
10
15
20
25
558645б
телями, пультом управления, концевыми выключателями и репе времени (не показаны).
Станок работает в автоматическом режиме (при необходимости, может работать в ручном режиме) следующим образом.
Перед загрузкой подвижный столик находится в исходном положении - в позиции I у поднятого коромысла 2 с абразивным диском 3. Выдвижной шток 56 прижимного устройства 55 втянет, шток 76 приводного пневмоцилиндра 77 и шток 74 приводного пневмоцилиндра 75 выдвинуты и Г-образный прижим 78 и прижимная рамка 71 подняты. Полый шток 11 гидроцилиндра 10 и выдвижной плунжер 18 устройства регулировки холостого хода и износа абразивного диска выдвинуты. В соответствии с диаметром отрезаемых заготовок 27 винтом 23 грубой регулировки и гайкой 25 точной регулировки установливается длина S холостого хода абразивного диска 3. В размерные отверстия 83 устанавливается жесткий упор 84, определяющий необходимую длину заготовки.
Пачка заготовок устанавливается на 30 подвижный столик, подается по горизонтальным ориентирующим роликам 46, под втянутым выдвижным штоком 56 прижимного устройства, 55 по роликам 53 фиксации, по ролику 51 и останавливается, упираясь в съемный упор 86. Во время подачи рассыпание пачки заготовок исключают -вертикальные ориенти - рующие ролики 48, обеспечивающие также подачу заготовок перпендикулярно плоскости реза абразивного круга 3. Затем убирается съемный упор 86 и нажатием кнопки Пуск (не показана) работа станка переводится в автоматический режим. Включается двигатель 4 д абразивного диска 3, одновременно выдвигается выдвижной шток 56 с опорной плитой 57 прижимного устройства 55, втягиваются штоки 74 и 76 приводных пневмоцилиндров прижимной рамки 71 и Г-образного прижима 78 и зажимают заготовки. Выдвигается шток 7 приводного пневмоцилиндра 6, и абразивный круг 3 подается к заготовкам.
Расстояние S холостого хода абразивный диск 3 проходит с ускоренной подачей. При этом выдвижной плунжер 18, соединенный с тягой 9, втягивается в полый шток и нажимает своей опорной частью 19 на гайку 25 точной
35
40
50
55
15
регулировки полого штока 11 гидроцилиндра , Подача абразивного круга замедляется. Происходит резка заготовок со скоростью, заданной скоростью втягивания штока гидроцилиндра 10. При этом гидравлическая жидкость выдавливается через дроссель с регулятором 17 в штоковую полость 16 гидроцилиндра. Скорость подачи абразивного диска при резании подбирается в зависимости от диаметра и материала разрезаемых заготовок и регулируется дросселем с регулятором 17. После окончания резки абразивный диск 3 возвращается приводным пневмоцилинд- ром в исходное положение. При этом для ускорения возврата абразивного диска 3 в исходное положение выход гидравлической жидкости из штоковой полости 16 гидроцилиндра 10 свободен Затем выдвигается шток 76 приводного пневмоцшшндра 77 и поднимает Г-об- разный прижим. Срабатывает опрокидыватель 65, подающий отрезанные заготовки на следующую операцию.
Втягивается выдвижной шток 56 с опорной плитой 57 прижимного устройства 55, и подвижный столик перемещается цилиндром 64 подачи по рейке 59 в позицию II до переставляемого жесткого упора 84, установленного в размерных отверстиях 83 направляющих станины, определяющих необходимую длину отрезаемых заготовок. Выдвижной шток 56 опорной плитой 57 прижи - мает заготовки. Выдвигается шток 74 приводного пневмоцилиндра 75 прижимной рамки 71, заготовка разжимается, и подвижный столик подается к узлу резки. Втягиваются штоки приводных пневмоцилиндров 75 и 77, и прижимная рамка 71 и Г-обоазный ПРИЖИМ. 78 зажимают заготовки. Происходит резка заготовок. Затем цикл резки повторяется.
При остатке заготовок меньше заданной длины при движении подвижного столика освобождается ролик 51, ус- танбвленный на подпружиненном выключающем рычаге 50, подвижной столик перемещается в позицию II, станок отключается. Остаток отрезаемых заготовок 27 выпадает в лоток 30. Кнопкой Возврат (не показана) подвижной столик возвращается в исходное
положение, в позицию Т
8
При «зносе абразивного диска 3 дина S холостого хода регулируется винтом 23 грубой регулировки и гайкой 25 точной регулировки.
0
5
0
25
зо
35
4С
45
Формула изобретения
1.Станок для резки заготовок,
на направляющих станины которого установлен подвижный столик для подачи заготовок с прижимным устройством, узел резки, размещенный на шарнирно закрепленном на стойке коромысле, отличающийся тем, что, с целью повышения надежности в работе „станка путем исключения поломок и увеличения срока службы режущего инструмента при резке длинномерных заготовок, станок снабжен устройством регулировки холостого хода и износа абразивного диска, соединенным со станиной посредством тяги с пазом, размещенной на противоположном от привода конце коромысла перпендикулярно ему, при этом упомянутое устройство выполнено в виде гидроцилиндра с полым штоком, несущим выдвижной плунжер с шарниром, установленным в пазу тяги, при этом в верхней части паза установлен винт грубой регулировки, а на полом штоке выполнена резьба с установленной на ней гайкой точной регулировки.
2.Станок по п. 1, отличающийся тем, что подвижный столик выполнен в виде двутавра, на стенках и полках которого установлены ролики с возможностью взаимодействия с боковыми и верхними поверхностями направляющих станины.
3. Станок no ttn. 1 и 2, о т- личающийся тем, что верхняя полка двутавра снабжена горизонтальными и вертикальными ориентирующими роликами.
4. Станок по пп. 1 - 3, отличающийся тем, что он снабжен подводящим роликом с прижимной рамкой и отводящим роликом с Г-образным прижимом, установленными на направляющих станины с образованием паза для инструмента.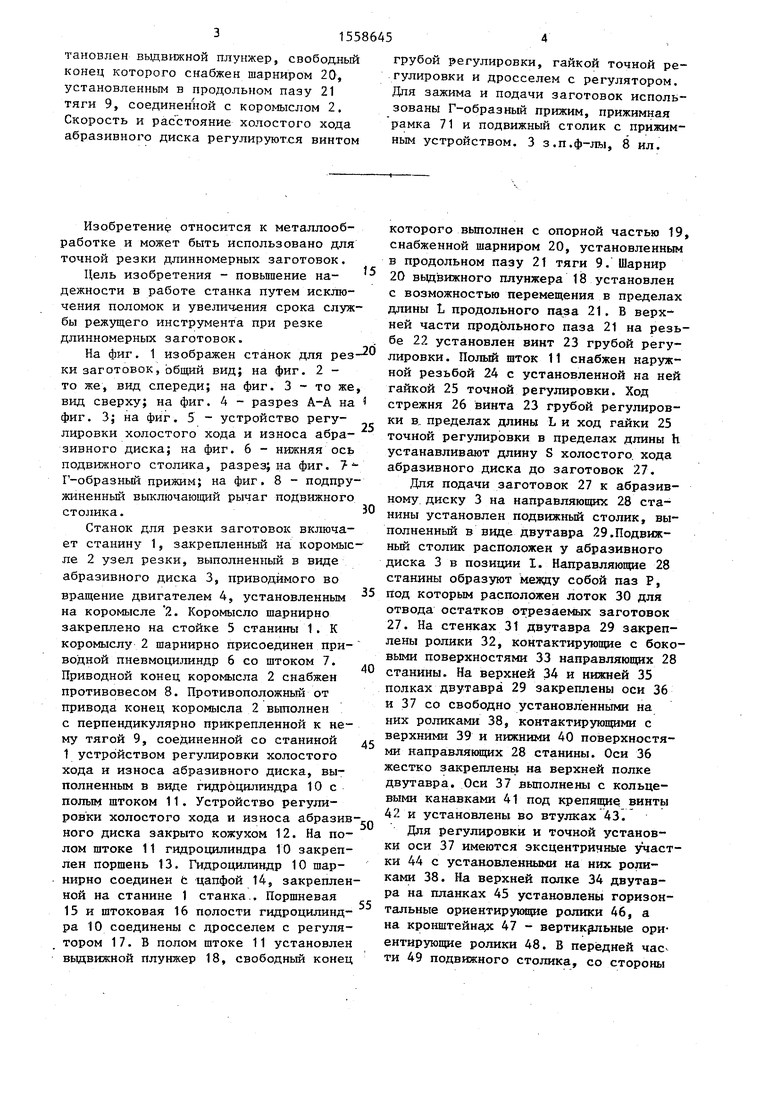
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный станок | 1986 |
|
SU1324713A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Станок для резки заготовок | 1982 |
|
SU1041239A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |

Изобретение относится к металлообработке. Станок позволяет повысить надежность работы отрезного круга при резке длинномерных заготовок различной длины и диаметра. Для этого коромысло 2 с абразивным кругом 3 соединено с устройством регулировки холостого хода и износа абразивного диска, выполненного в виде гидроцилиндра 10 с полым штоком. На полом штоке закреплен поршень. В полом штоке установлен выдвижной плунжер, свободный конец которого снабжен шарниром 20, установленным в продольном пазу 21 тяги 9, соединенной с коромыслом 2. Скорость и расстояние холостого хода абразивного диска регулируются винтом грубой регулировки, гайкой точной регулировки и дросселем с регулятором. Для зажима и подачи заготовок использованы Г-образный прижим, прижимная рамка 71 и подвижный столик с прижимным устройством. 3 з.п. ф-лы, 8 ил.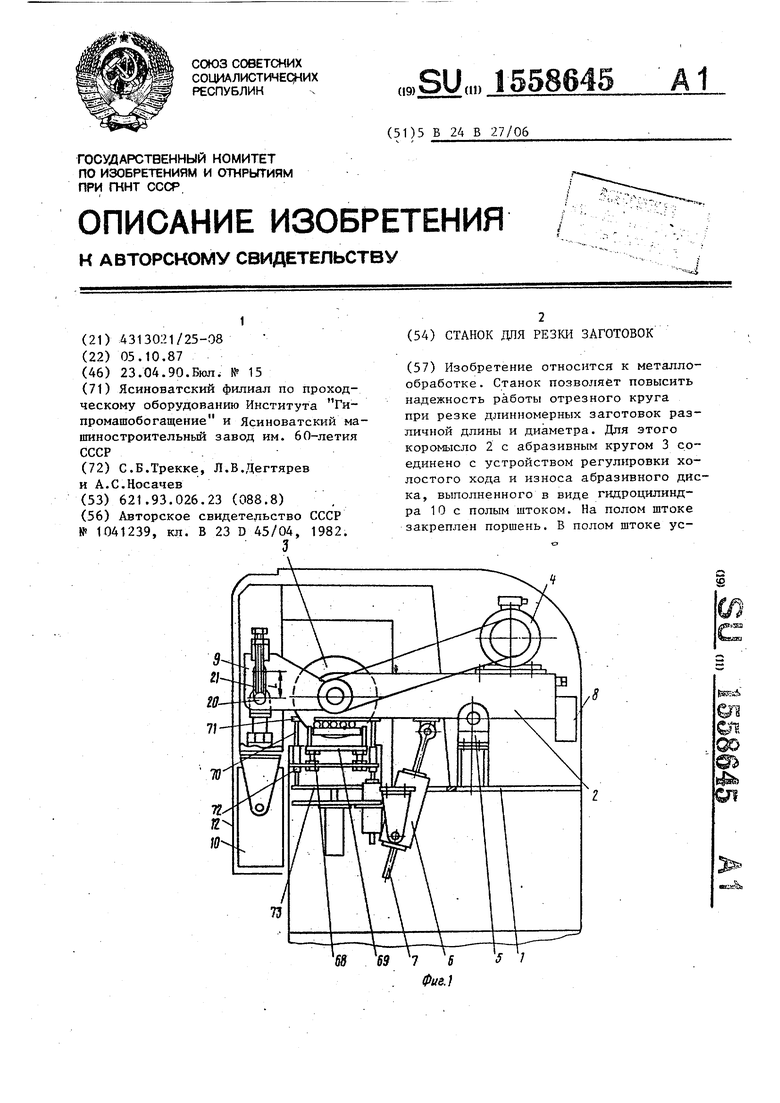
да if
ФЛб
Составитель Н.Финн Редактор Н,Тупица Техред Л.Олийнык Корректор Н.Король
Заказ 803
Тираж 599
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
ТЬосбооо
50
ФиеВ
Подписное
| Станок для резки заготовок | 1982 |
|
SU1041239A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
