Изобретение относится к обработке металлов давлением и может быть использовано при производстве сварных спирально-шовных труб.
Цель изобретения - повышение точности и качества получаемых заготовок при резке спирально-шовных труб с винтовыми гофрами.
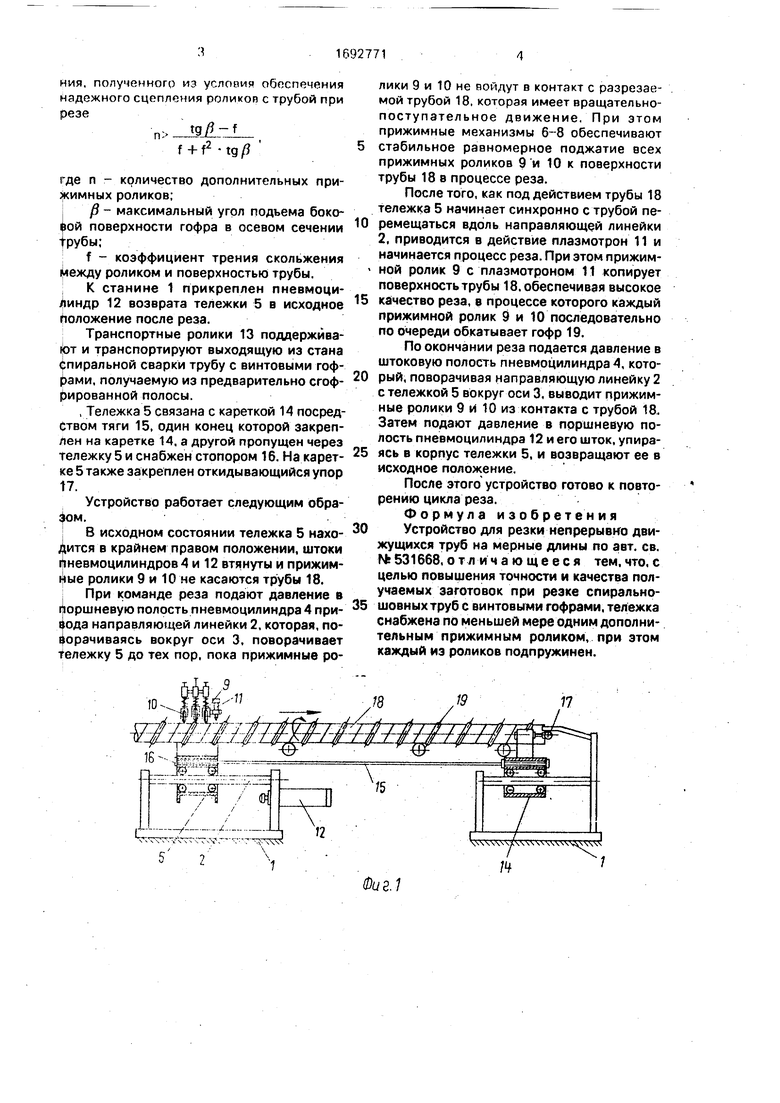
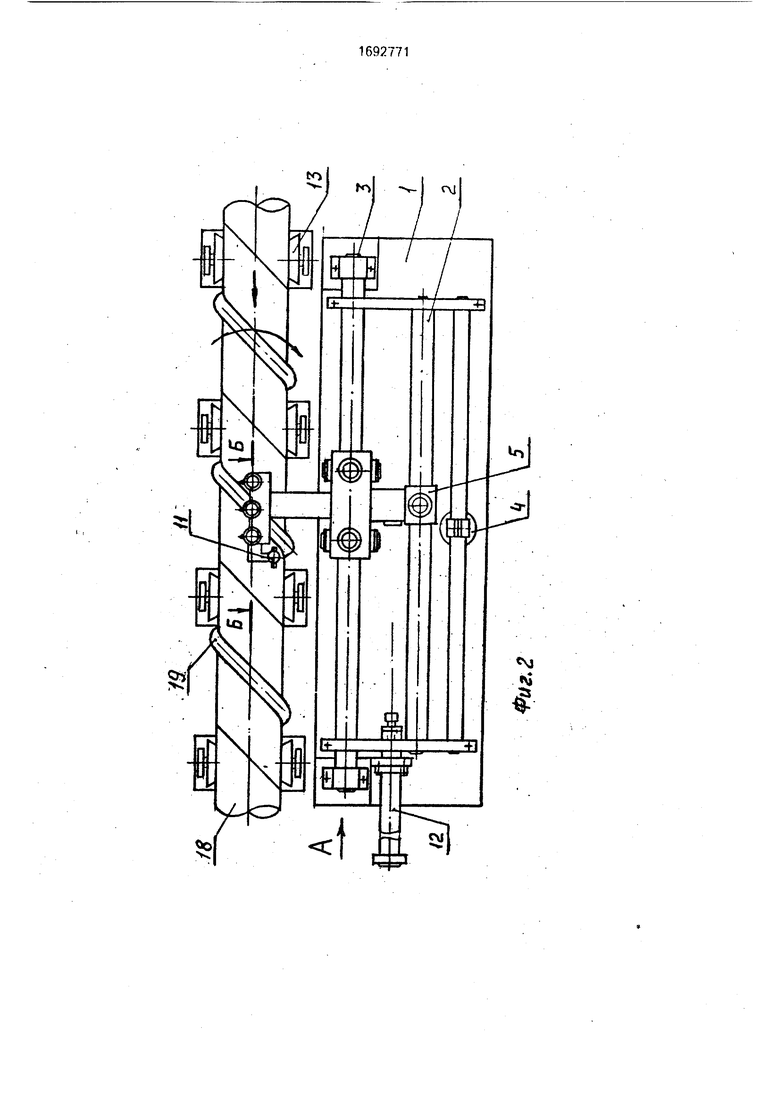
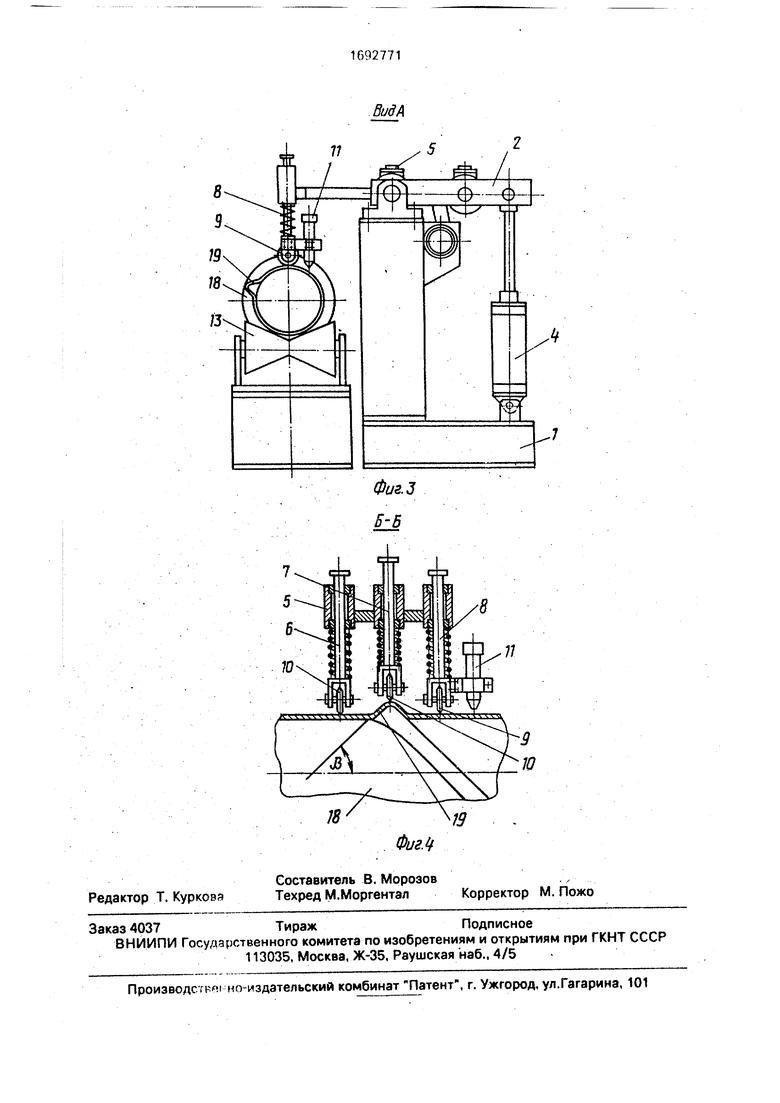
На фиг. 1 изображено устройство для резки непрерывно движущихся труб на мерные длины, общий вид; на фиг. 2 - то же, план; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство для резки непрерывно движущихся труб на мерные длины содержит станину 1 и направляющую линейку 2, расположенную параллельно разрезаемой трубе и шарнирко укрепленную на станине 1 с возможностью поворота вокруг оси 3 при помощи пневмоцилиндра 4. На направляющей линейке 2 установлена на катках тележка 5, на которой крепятся пружинные механизмы 6-8 с основным 9 и дополнительными 10 прижимными роликами. К основному прижимному ролику 9, установленному первым (по ходу движения тележки 5), прикреплен режущий инструмент (плазмотрон) 11. Расположение прижимных роликов 9 и 10 выбирают таким образом, чтобы в процессе реза ролики пересекали гофр по очереди. Количество дополнительных прижимных роликов зависит от формы винтового гофра и его расположения на трубе и определяется из соотношеО
ю го VI
xl
го
ния, полученного из условия обеспечения надежного сцепления роликов с трубой при резе
п
f + Г2 -tg/
где п - количество дополнительных прижимных роликов;
Р - максимальный угол подъема боко- ной поверхности гофра в осевом сечении грубы;
f - коэффициент трения скольжения между роликом и поверхностью трубы.
К станине 1 прикреплен пневмоци- линдр 12 возврата тележки 5 в исходное положение после реза.
Транспортные ролики 13 поддерживают и транспортируют выходящую из стана спиральной сварки трубу с винтовыми гофрами, получаемую из предварительно сгоф- рированной полосы.
, Тележка 5 связана с кареткой 14 посредством тяги 15, один конец которой закреплен на каретке 14, а другой пропущен через тележку 5 и снабжен стопором 16. На каретке 5 также закреплен откидывающийся упор 17.
Устройство работает следующим образом.
В исходном состоянии тележка 5 находится в крайнем правом положении, штоки Аневмоцилиндров 4 и 12 втянуты и прижимные ролики 9 и 10 не касаются трубы 18.
При команде реза подают давление в поршневую полость пневмоцилиндра 4 привода направляющей линейки 2, которая, по- Еюрачиваясь вокруг оси 3, поворачивает тележку 5 до тех пор, пока прижимные ролики 9 и 10 не войдут в контакт с разрезаемой трубой 18, которая имеет вращательно- поступательное движение. При этом прижимные механизмы 6-8 обеспечивают
стабильное равномерное поджатие всех прижимных роликов 9 и 10 к поверхности трубы 18 в процессе реза.
После того, как под действием трубы 18 тележка 5 начинает синхронно с трубой перемещзться вдоль направляющей линейки
2, приводится в действие плазмотрон 11 и
начинается процесс реза. При этом прижимной ролик 9 с плазмотроном 11 копирует
поверхность трубы 18. обеспечивая высокое
качество реза, в процессе которого каждый прижимной ролик 9 и 10 последовательно по очереди обкатывает гофр 19.
По окончании реза подается давление в штоковую полость пневмоцилиндра 4, который, поворачивая направляющую линейку 2 с тележкой 5 вокруг оси 3, выводит прижимные ролики 9 и 10 из контакта с трубой 18, Затем подают давление в поршневую полость пневмоцилиндра 12 и его шток, упираясь в корпус тележки 5, и возвращают ее в исходное положение.
После этого устройство готово к повторению цикла реза.
Формула изобретения
Устройство для резки непрерывно движущихся труб на мерные длины по авт. св. №531668,отличающееся тем,что,с целью повышения точности и качества получаемых заготовок при резке спиральношовных труб с винтовыми гофрами, тележка снабжена по меньшей мере одним дополнительным прижимным роликом, при этом каждый из роликов подпружинен.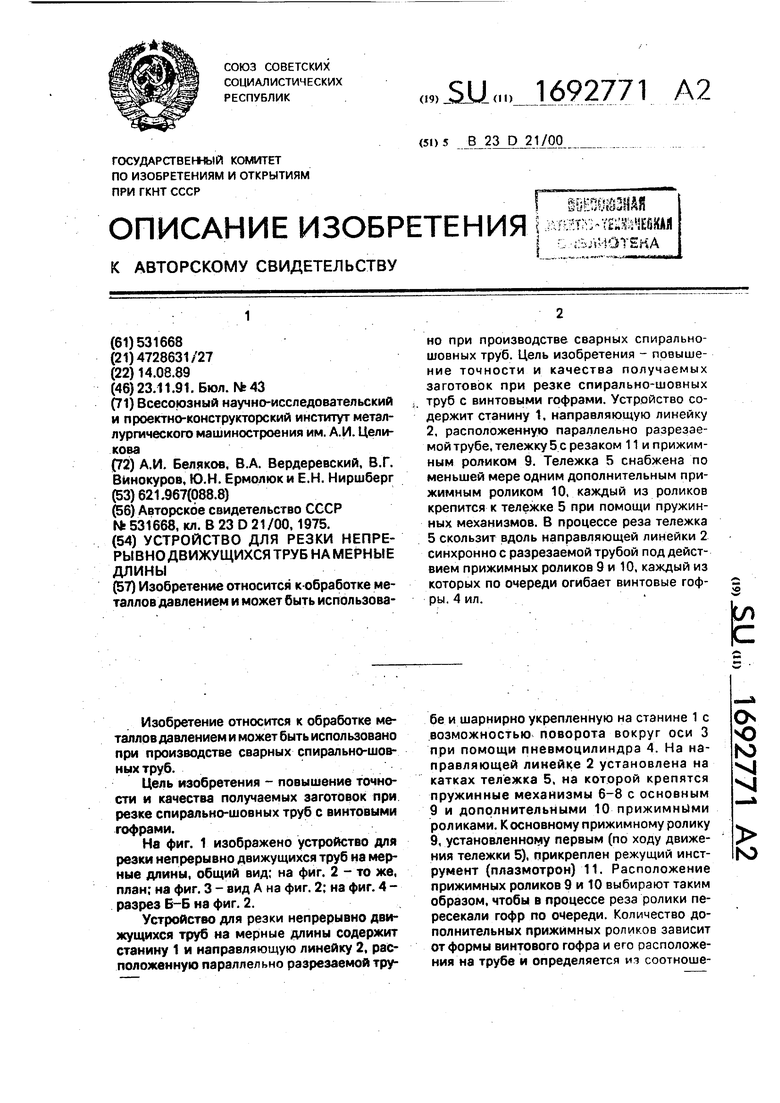
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки непрерывно движущихся труб на мерные длины | 1975 |
|
SU531668A1 |
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| Устройство для резки спиральношовных труб | 1986 |
|
SU1402407A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Устройство для плазменной резки непрерывно движущихся труб на мерные длины | 1985 |
|
SU1471417A1 |
| Устройство для термической резки деталей из листов | 1981 |
|
SU998032A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Устройство для резки движущихся труб на мерные длины | 1985 |
|
SU1326394A1 |
| Линия резки трубных заготовок | 1983 |
|
SU1077721A1 |
| Линия резки труб | 1990 |
|
SU1738506A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве сварных спирально- шовных труб. Цель изобретения - повышение точности и качества получаемых заготовок при резке спирально-шовных труб с винтовыми гофрами. Устройство содержит станину 1, направляющую линейку 2, расположенную параллельно разрезаемой трубе, тележку 5 с реза ком 11 и прижимным роликом 9. Тележка 5 снабжена по меньшей мере одним дополнительным прижимным роликом 10, каждый из роликов крепится к тележке 5 при помощи пружинных механизмов. В процессе реза тележка 5 скользит вдоль направляющей линейки 2 синхронное разрезаемой трубой под действием прижимных роликов 9 и 10, каждый из которых по очереди огибает винтовые гофры. 4 ил.
10М,
Т
г
,г
16- , -.- г-
П
/8
.19
Т
/5
IS
Фиг. 2
18
| Устройство для резки непрерывно движущихся труб на мерные длины | 1975 |
|
SU531668A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
