о ю
|
о со
Изобретение относится к обработке металлов давлением, а именно к разделению металла, и может быть использовано в заготовительном производстве машиностроительных) предприятий для разделения сортового проката и полос кручением.
Целью изобретения является повышение качества получаемых заготовок,
На фиг, 1 изображено устройство для разделения сортового проката и полос кручением, общий видена фиг.2 вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1j на фиг. 4 разрез В-В на фиг 1; на фиг о 5 - сечение Г-Г на фиг.4.
Устройство для разделения содерш-т основание 1, поворотную обойму 2, установленную в стойке 3 основания, прижимную обойму 4, установленную в стойке 5 основания с возможностью осевого возвратно-поступательного перемещения в направляющих 6 основания посредством гидроцилиндра 7.
В поворотной обойме 2 н прижмной обойме 4 установлены полувтулочные разрезные ножи 8 и 9 с упругими прокладками 10 и штифтами 11. Привод поворотной обоймы 2 осуществляется посредством рейки 12 от гидроцилиндра 13.
Полувтулочные ножи 8 и 9 посредством скоб 14 кинематически связаны
между собой,
Основание 1 посредством цапфы 15 установлено в подшипниках 16 станины 17 с возможностью поворота вокруг вертикальной оси, расположенной в плоскости разделения материала с целью совмещения оси основания с осью подающего устройства. Полувтулочные разрезные ножи 8 и 9 выполнены с каналами, соответствующими профилю разрезаемого материала, причем ttnocKOCTb разъема ножей выполнена по диагонали профиля поперечного сече- Ния ручья, что обеспечивает надежный зажим материала, а эксцентричное расположение оси полувтулочных ножей в поворотной обойме относительно оси иpижи raoй обоймы на величину е обеспечивает в процессе разделения смещение отрезаемой части материала и плоскости реза и исключает пригар ijipH резке.
; Устройство работает следуюп1И1 Образом.
,
д
5
0 5
5
0
0
0
По размерам поперечного сеченик разрезаемого материала н обоймы 2 и 4 устанавливаются соответствующие сечению полувтулочные разрезные ножи 8 и 9 с прокладками 10 и штифтами 11, Основание 1 поворачивают относительно станины 17 на угол реза и в каналы полувтулочных ножей 8 и 9 подают по приемному рольгангу разрезаемый материал в положение для резки и закрепляют жестким упором. Посредством гидроцилиндра 7 перемещают прижимную обойму 4 к поворотной обойме 2, при этом полувтулочные ножи 8 и 9 своими коническим поверхностями входят в конические гнезда обойм 2 и 4, обеспечивая их взаимное сжатие, при этом происходит зажим разрезаемого материала и одновременное сближение полувтулочных ножей обеих обойм в осевом направлении. После зажима материала с помощью цилиндра 13 перемещают рейку 12, которая обеспечивает вращение поворотной обоймы 2 с полувтулочными ножами 8 относительно неподвижных ножей 9 в обойме 4. При этом повороте происходит разделение материала в плоскости реза под заданным углом к оси разрезаемого материала и смещения одной ее части относительно другой за счет эксцентричности осей полувтулочных ножей. Поскольку прижимная обойма 4 находится под постоянным воздействием усилия от цилиндра 7, зазор между плоскостями неподвижных и подвижных полувтулочных ножей в плоскости реза поддерживается минимально возможным в течение всего времени разделения материала, что исключает возможность пластической деформации материала в плоскости реза.
По окончании разделения заготовки с помощью гидроцилиндра 13 и рейки 12 поворотная обойма 2 приводится в исходное положение, а с помощью гидроцилиндра 7 обойка 4 отводится от обоймы 2, При этом конические поверхности втулочных ножей 8 и 9 выходят из сопряжения с коническими поверхностями обойм 2 и 4 за счет того, что часть материала, размеп1енная на приемном рольганге, свободным концом уггнрается в жесткий упор рольганга к при движении обоймы 4 ее полувтулочные ножи выталкиваются из обоймы 4, а полувтулочные ножи из обоймы 2 извлекаются г. помощью скоб 14 при дальнейшем движении 4 и с помощью упругих прокладок 10 разводятся в стороны, освобождая концы разрезанного материала.
Формула изобретения
1. Устройство для разделения сортового проката и полос кручением, содержащее сонование с двумя стойка- ми и два инструментальных блока, расположенных по обе стороны относительно плоскости реза, один из которых выполнен в виде поворотной обоймы, состоящей из двух частей, для зажима отрезаемой заготовки с размещенными в ней вкладышами в виде полувтулочных ножей, установленных с зазором между собой, и упругими прокладками, размещенными в зазоре между полувтулочными ножами, отличающееся тек, что, с целью повышения качества получаемых заготовок, второй инструментальный блок выпол- -нен в виде обоймы, состоящей из двух частей, с размещенными в ней вклады- щами в виде полувтулочных ножей с упругими прокладками между ними, и смонтирован с возможностью осевого возвратно-поступательного перемеще- ния относительно первого инструментальног о блока, ось поворота первого инструментального блока расположена эксцеитрично относительно продольной оси второго инструментального блока, при этом полувтулочные ножи каждого инструментального блока выполнены с конусными наружными поверхностями, обращенными один к другому большими основаниями, внутренние поверхности обойм выполнены коническими под соответствующие m-i пары полувтулочных ножей, а обоймы снабжены средствами фиксации полувтулочных ножей от проворота.
2.Устройство по п. 1, отличающееся тем, что, с целью расширения технологических возможностей, оси каналов полувтулочных ножей под разрезаемый материал наклонены к плоскости реза.
3.Устройство по пп. 1 и 2, о т- л и ч. а ю щ е е с я тем, что полу- втулочные ножи выполнены сменными,
4.Устройство по пп. 1-3, о т л и- чамщееся тем, что плоскость разъема полувтулочных ножей в каждой паре расположена по диагонали поперечного сечения выполненного в них канала под разрезаемый материал.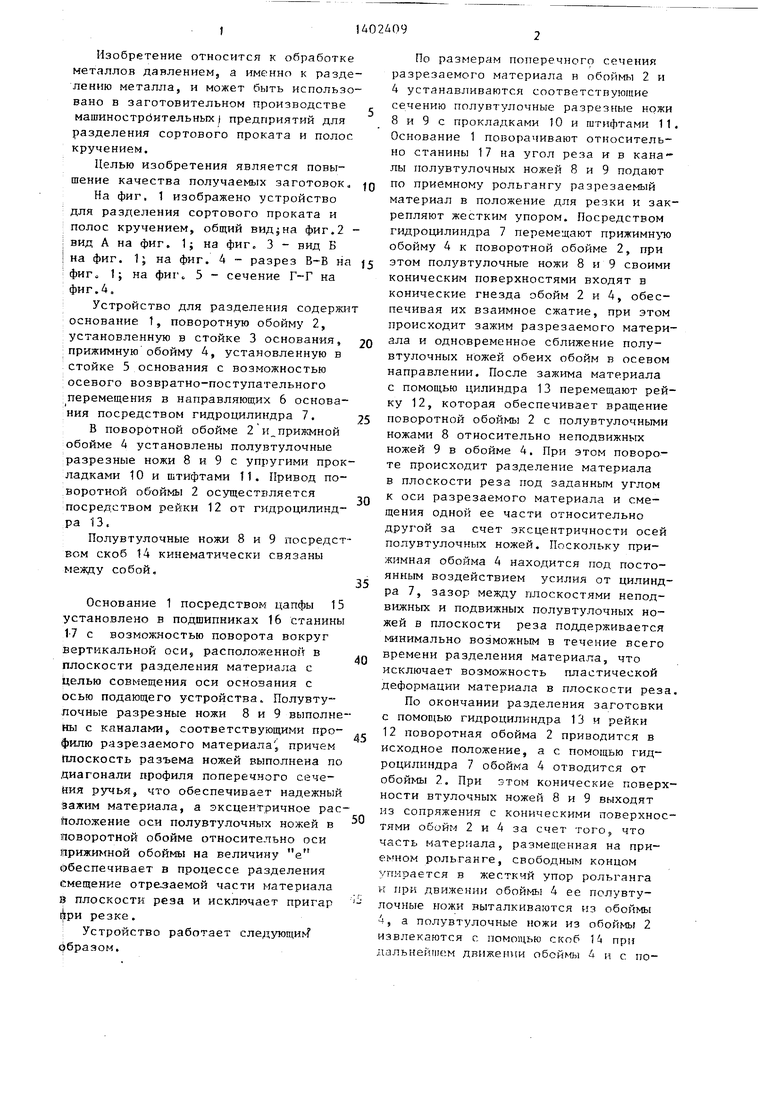
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Ножницы для резки проката | 1982 |
|
SU1082570A1 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1990 |
|
RU2006345C1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| ЛИСТОВЫЕ НОЖНИЦЫ С УСТРОЙСТВОМ ОТОБРАЖЕНИЯ ЛИНИИ РЕЗА | 2007 |
|
RU2371286C2 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Ножницы для резки проката | 1987 |
|
SU1505689A1 |


Изобретение относится к обработке металлов давлением, а именно к разделению металла, и может быть использовано 3 заготовительном производстве для разделения сортового проката и полос кручением. Цель - повышение качества получаемых заготовок. Устройство для разделения сортового проката и полос кручением содержит основание 1, поворотную 2 и прижимную 4 обоймы, в которых установлены полувтулочные разрезные ножи 8 и 9 с упругими прокладками. Привод поворотной обоймы 2 осуществляется через рейку от гидроцилиндра. Полувтулочные ножи 8 и 9 кинематически связаны между собой. Устройство возволяет производить резку под углом к оси заготовки. Для этого внутри ножевых втулок выполнены профильные каналы по форме сечения проката и под углом к оси наружной поверхности втулок, а сами втулки разрезаны по диагонали поперечного сечения канала. 3 з.п. ф-лы, 5 ил. (Л
f K S KVXVV%X MX VV V XVVVVVWKI iXVieWVV n tt
0 SuSB
;;
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
