га
/J
(Л
с
to
4:
СО
aff.f
держит установленные на станине 1 на направляющих 8 три жестко связанные между собой платформ 1. На ния(ней платформе установлены ролики 3 для протягивания рукава и приспособление 4 для образования продольного шва. На средней платформе закреплен рука- ;вообразователь 2, Верхняя платформа I посредством гибких связей 1,1 связана с : приводом возвратно-поступательного пе- :реме цения узла платформ 9.Основной при водной двигатель 13 посредством ре- |менной передачи 14 и редуктора 15 вращает вал 16 При подъеме узла I платформ 9 вверх формируется рукав, При этсм включается электромагнитная jмуфта 23, которая вводит в зацепление ;с вторым валом 17 шестерню 24 прямой передачи. Гибкие связи И наматываются на-катушки 26 и 27, При этом вал 17 и вал 16 вращаются в противоположные стороны. После того как узел платформы 9 достигнет верхнего положения, и рукав сформирован, начинается движение узла вниз протягивания рукава роликами 3, При этом электромагнитная муфта 23 выключается, шестерня 24 освобождается, вал 17 останавливается, гибкие связи 1 разматываются с катушки, раскручивая вал 17 в направлении, совпадающем с направлением вращения вала 16. Скорости валов сравниваются в момент, когда шестерня 22 разгонится до скорости вращения вала 16, после чего платформа опускается с постоянной скоростью. &.1полнение привода и его связь с платформами позволяет плавно изменять скорость при возвратно-поступательном перемещении платформ, что повышает надежность работы устройства. 3 ил.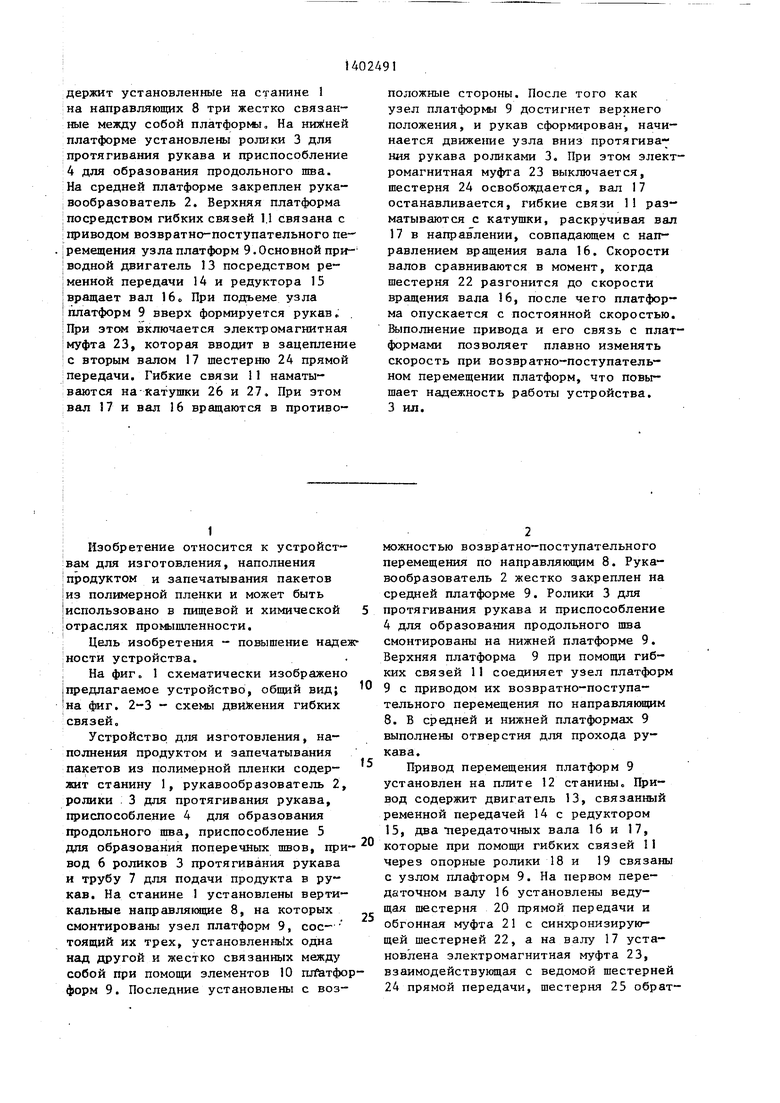

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки | 1986 |
|
SU1446026A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки | 1986 |
|
SU1446027A1 |
| Устройство для изготовления пакетов из пленочного материала,их заполнения и запечатывания | 1978 |
|
SU735490A1 |
| Устройство для изготовления,напол-НЕНия и зАпЕчАТыВАНия пАКЕТОВ изпОлиМЕРНОй плЕНКи | 1979 |
|
SU848395A1 |
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU971706A1 |
| Устройство для формирования,наполнения и герметизации пакетов из термопластичной пленки | 1980 |
|
SU1431669A3 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающейся пленки | 1986 |
|
SU1507651A1 |
| Устройство для изготовления, наполнения и запечатывания пакетов из ленточного термоспаривающегося материала | 1977 |
|
SU749733A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ | 1973 |
|
SU370113A1 |

Изобретение относится к устройствам для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки и может быть, использовано в пищевой и химической отраслях промыпшенности. Устройство со-
1
Изобретение относится к устройствам для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки и может быть использовано в пищевой и химической отраслях промышленности.
Цель изобретения - повышение надености устройства.
На фиг р 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2-3 - схемы движения гибких связей.
Устройство для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки содержит станину 1, рукавообразователь 2, ролики . 3 для протягивания рукава, приспособление 4 для образования продольного щва, приспособление 5 для образования поперечных швов, при вод 6 роликов 3 протягивания рукава и трубу 7 для подачи продукта в рукав. На станине 1 установлены вертикальные направляютцие 8, на которых смонтированы узел платформ 9, сое- тоящий их трех, установленнь{х одна над другой и жестко связаннь1х между собой при помощи элементов 10 форм 9. Последние установлены с воз
5
5
0
можностью возвратно-поступательного перемещения по направлякщим 8. Рукавообразователь 2 жестко закреплен на средней платформе 9. Ролики 3 для протягивания рукава и приспособление 4 для образования продольного шва смонтированы на нижней платформе 9. Верхняя платформа 9 при помощи гибких связей П соединяет узел платформ 9 с приводом их возвратно-поступательного перемещения по направлянщим 8. В средней и нижней платформах 9 выполнены отверстия для прохода рукава.
Привод перемещения платформ 9 установлен на плите 12 станины. Привод содержит двигатель 13, связанный ременной передачей 14 с редуктором 15, два передаточных вала 16 и 17, которые при помощи гибких связей I1 через опорные ролики 18 и 19 связаны с узлом плафторм 9. На первом передаточном валу 16 установлены ведущая шестерня 20 прямой передачи и обгонная муфта 21 с синхронизирующей шестерней 22, а на валу 17 установлена электромагнитная муфта 23, взаимодействующая с ведомой шестерней 24 прямой передачи, шестерня 25 обратной передачи и две катушки 26 и 27 с гибкими связями 11, Последние переброшены через опорные ролики 18 и 19, закреплены на катувгках при помощи шарниров 28, опущены через отверстия 29 и прикреплены к узлу платформ 9. Ведущая шестерня 20 прямой передачи при вращении вала 16 передает вращение ведомой шестерне 2Д, а синхронизирующая шестерня 22 взаимодействует с шестерней 25 обратной передачи через промежуточную шестерню 30. Труба 7 для подачи продукта в рукав закреплена в плите 12 и пропущена через отверстие 31 и внутренние трубу 32 рукавообра- зователя 2. Приспособление 5 для образования поперечных швов расположено под нижней плитой 33 станины 1.
Устройство работает следующим образом.
Для образов ания рукава осуществляется периодическое перемещение узла платформ 9вверх и вниз. При движении узла платформ 9 вверх пленка для образования рукава заходит между рукавообразователем 2 и его внутренней трубой 32, В этот промежуток времени образовывается продольный шов с помощью приспособления 4. Роли™ ки 3 привода 6 осуществляют протягивание рукава только по отношению ру- кавообразователя и приспособления образования продольного шва, а по отношению узла пленка не перемещается. При движении платформ 9 вниз пленка заходит в рукавообразователь 2 также под действием роликов 3 привода протягивания рукава и в этот промежуток времени также происходит образование продольного шва. Синхронно с движениями вверх и вниз приводятся в действие захваты приспособления 5 образования поперечных швов и выполняются операции засыпки продукта.
Привод, выполняющий периодические поднятие и опускание платформ 9, действуют следующим образом. Основной приводной двигатель 13 работает постоянно и при помощи ременной передачи 14, редуктора 15 и ее шестерни непрерывно вращает первый передаточный вал 16. Для поднятия узла 9 платформ с нижнего положения с помощью конечного переключателя (не показан) включается электромагнитная муфта 23, которая вводит в сцепление с вторым передаточным валом 17 перед этим
вращающуюся ведомую шестерню 24 прямой передачи о В этот момент угловое положение вала 17 таково, что шарниры 28 крепления гибких свя- зей 11 в катушках 27 обращены в сто рону натяжного действия этих связей вследствие наличия силы тяжести платформ 9. Высота расположения опорных
роликов 8 способствует тому, что
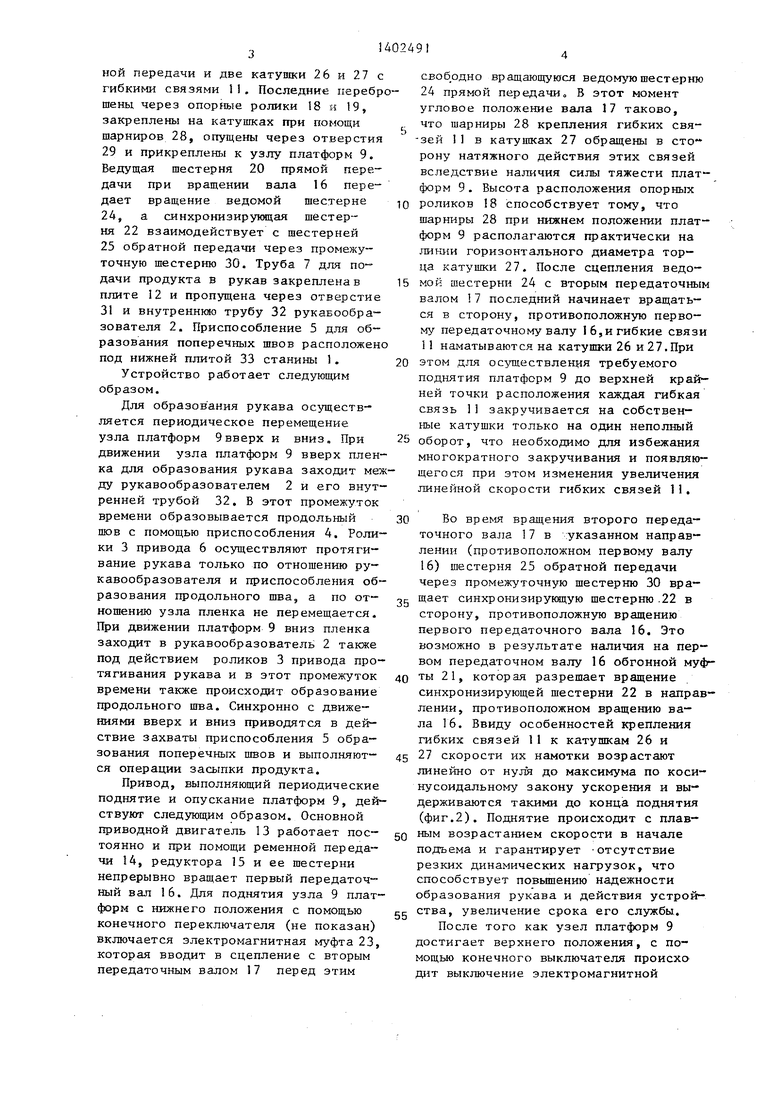
шарниры 28 при нижнем положении платформ 9 располагаются практически на линии горизонтального диаметра торца катушки 27. После сцепления ведомой шестерни 24 с вторым передаточным валом 17 последний начинает вращаться в сторону, противоположную первому передаточному валу 16,и гибкие связи 11 наматываются на катушки 26 и 27.При
этом для ос5тцествлен 1Я требуемого
под11ятия платформ 9 до верхней крайней точки расположения каждая гибкая связь 11 закручивается на собственные катушки только на один неполный
оборот, что необходимо для избежания многократного закручивания и появляющегося при этом изменения увеличения линейной скорости гибких связей 1.
Во время вращения второго передаточного вала 17 в указанном направлении (противоположном первому валу 16) шестерня 25 обратной передачи через промежуточную шестерню 30 вра-
щает синхронизирукндую шестерню .22 в сторону, противоположную вращению первого передаточного вала 16. Это возможно в результате наличия на первом передаточном валу 16 обгонной муфг- ты 21, которая разрешает вращение
синхронизирующей шестерни 22 в направла 16. Ввиду особенностей крепления гибких связей 11 к катушкам 26 и
27 скорости их намотки возрастают
линейно от нуля до максимума по коси- нусоидальному закону ускорения и вы- держиваются такими до конца поднятия (фиг.2). Поднятие происходит с плавным возрастанием скорости в начале подъема и гарантирует отсутствие резких динамических нагрузок, что способствует повьш1ению надежности образования рукава и действия устрой-
ства, увеличение срока его службы. После того как узел платформ 9 достигает верхнего положения, с помощью конечного выключателя происхо дит выключение электромагнитной
муфты 23, которая, освобождая ведомую шестерню 24, выводит ее из сцеп- лфнйя с вторым передаточным валом 17 Пфэтому приводное вращение передаточ- нфго вала 17 прекращается, он останав jnjiBaeTCH, а под действием силы тя- узла платформ 9 разматываю - с катушек 26 и 27 гибкие связи 11 приводят его в обратное вра- , которое по направлению совпа- с вращением первого передаточ- нфго вала 16. С началом вертикаль- нфго перемещения узла платформ 9 скорость этого перемещения возрастает и угловая скорость вращения второго передаточного вала 17 достигает заданной скорости, которая зависит от передаточного числа шесте- р«1Н 22 и 25, находящихся в постоян- HCIM зацеплении через промежуточную ш«1Стерню 30, Как только скорость вращения шестерни 22 сравнивается со скоростью вращения вала 16, платфор- м4 продолжает опускание с постоян- НС1Й скоростью. По мере разматывания гибких связей 11 с катушек 26 и 27
платформы опускаются с плавным за- м4длением. Как только гибкие связи 111, шарниры 28 крепления гибких связей и ось вращения катушек 26 и 27 располагаются на одной прямой, вклюется электромагнитная муфта 23 и начинается движение узла платформ
вверх. Затем циклы работы устройст- 35 платформе, верхняя платформа посред-
повторяются. ; Предлагаемое выполнение устройства упрощает его кинематическую структуру. Конструкционное построение привода и его связь с перемещае1Ф1м уз|лом платформ 9 кинематически очень nplocTo осуществляет плавное изменение скорости в старт-стопных режимах дв|ижения этого узла. При поднятии CKJopocTb плавно возрастает вследствие того, что гибкие связи 11 начи- закручиваться на катушки 26 к 27 практически с положения на уровне горизонтального диаметра их торцов, а при опускании скорость возрастает плавно. Мягкая остановка узла
5
0
5
0
платформ 9 в верхнем положении обусловливается противодействующей силой тяжести, а в нижнем положении - захватом шестерни 24, входящей в сцеп- ление с электромагнитной муфтой 23. Такое конструктивное выполнение устройства обеспечивает повышение его надежности.
Формула изобретения
t
Устройство для изготовления, наполнения продуктом и запечатывания пакетов из полимерной пленки, содержащее станину, рукавообразователь, ролики для протягивания рукава, приспособление для образования продольного шва, приспособление для образования поперечных швов, привод роликов протягивания рукава и трубу д-пя подачи продукта в рукав, отличающееся тем, что, с целью повышения надежности, устройство снабжено вертикальными направляющими, установленными на станине, тремя установленными одна над другой и жестко связанными между собой платформами, имеющими привод их возвратно-поступательного перемещения по направлякнцим, рукаво- образователь закреплен на средней платформе, ролики для протягивания рукава и приспособление для образования продольного шва установлены на нижней
ством гибких связей связана с приводом для перемещения платформ, а в средней и нижней платформах выполнены отверстия для прохода рукава, при
40 этом привод для перемещения платформ выполнен в виде двигателя с редуктором и двух передаточных валов, на одном из которых установлена ведущая шестерня и обгонная муфта с синхрони-
45 зирующей шестерней, а на другом - электромагнитная муфта с ведомой шестерней, шестерня обратной передачи и две катушки с шарнирно закрепленными на них концами гибких связей,
50 причем синхронизирующая шестерня связана с шестерней обратной передачи.
фиг. 2
Z7
фие.з
| Устройство для изготовления,напол-НЕНия и зАпЕчАТыВАНия пАКЕТОВ изпОлиМЕРНОй плЕНКи | 1979 |
|
SU848395A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
