1
Изобретение относится к средствам измерения линейных размеров нневматическим методом и может быть применено при контроле размеров деталей в процессе их обработки на шлифовальных станках.
Известны пневматические приборы для измерения линейных размеров в процессе обработки деталей, содержащие измерительную головку, соединенную с дифференциальным пневмопреобразователем с ветвью противодавления.
Эти приборы обладают известной инерционностью, вследствие чего при постоянной скорости изменения .контролируемого размера возникает систематическая погрешность измерения, которая может быть скомпенсирована при настройке прибора.
Однако в процессе обработки партии деталей скорость съема припуска не остается постоянной из-за непостоянства скорости размерной подачи, изменения режущей способности щлифовального круга, колебания припуска заготовок и т. д.
В то же время в пределах шлифования одной детали скорость съема припуска при чистовой размерной подаче остается постоянной.
Колебание скорости съема припуска от детали к детали в обрабатываемой партии приводит к случайной погрешности из:.1ерения, определяемой по формуле:
г А1/-Л
где ДУ - перепад скорости съема припуска для обрабатываемой партии деталей; t -
время запаздывания прибора, которое характеризует запаздывание изменения измерительного давления от изменения контролируемого размера. Целью изобретения является повышение
точности намерения.
Это достигается тем, что прибор снабжен пневматическим сумматором на два входа, один из входов которого соединен с измерительной ветвью прибора непосредственно, а
другой - через дополнительно введенные повторитель и инерционное звено. Причем выход сумматора соединен с ветвью противодавления пневмонреобразователя.
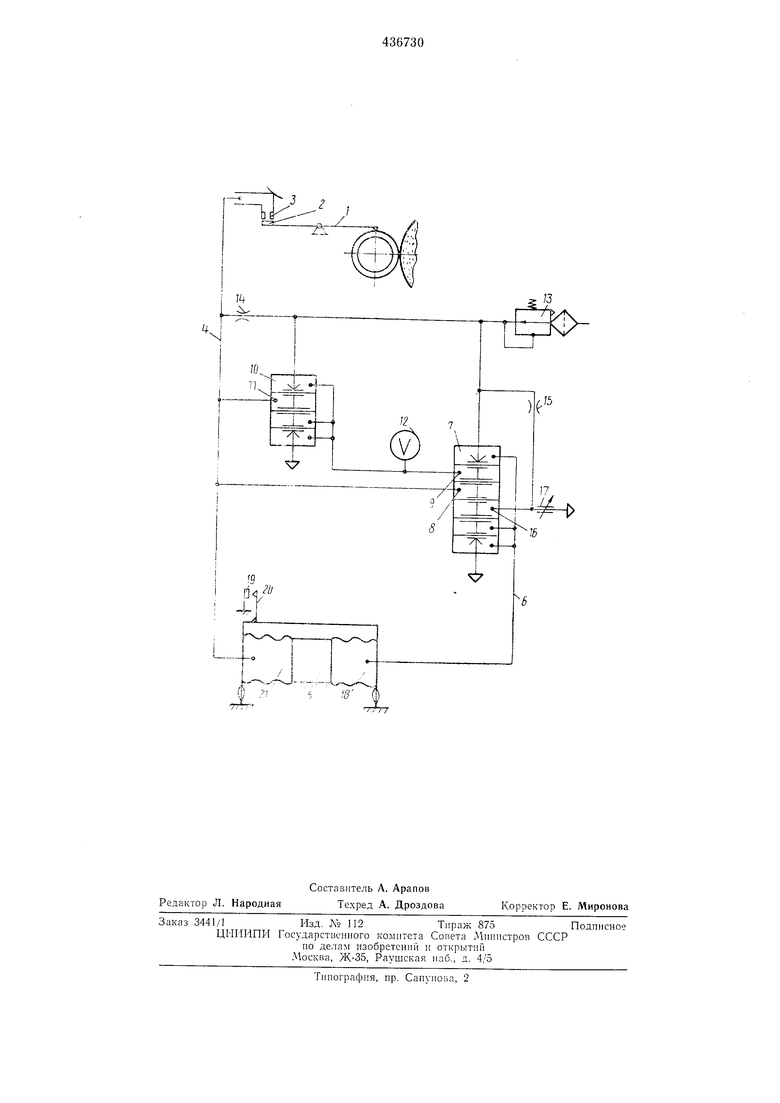
На чертеже представлена принципиальная
схема предлагаемого прибора при использовании его для контроля в процессе шлифования диаметра кольца.
Прибор содержит измерительную головку в виде рычага 1. несущего заслонку 2 измерительного сопла 3, измерительную ветвь (измерительную камеру) 4: дифференциальный пневмопреобразователь 5 с ветвью противодавления 6. соединенной с выходом сумматора 7. выполненного в виде четырехвходового
мембранного усилителя, имеющего два рабочих входа 8 и 9. Вход 8 соединен с ветвью 4 непосредственно, а вход 9 - через повторитель 10, выполненный в виде двухвходного усилнтеля, имеющего один рабочи вход 11 и инерционное звено 12.
Сжатый воздух из сетп, пройдя стабилизатор 13, через входное сопло 14 nocTViiaeT к соплу 3 и истекает через измерительный зазор в атмосферу. Воздух подается так же па вводы питания повторителя и сумматора, а через входное сопло 15 -- ко входу 16 камеры противодавления сумматора, давлсппе н которой регулируется вептплем 17.
На выходе повторителя 10 формируется давление, равное давлению в измерительной ветви 4.
Инерционное звено 11 подбирается так. что запаздывание изменения давления, поступающего на вход 9, по отнощеппю к пзмеиепию давления, поступающего на вход 8, равняется времени запаздывания t пзмерительно ветви прибора. Разпость давлеппй, поступающих на входы 8 и 9 сумматора, иропорписнальна фактической скорости прнпугка. Давление на выходе сумматора равпо алгебраической сумме давления задашп (вход 16) и давлений на входах 8 п 9.
Таким образом, при изменении скорости съема припуска соответственно пзмепястся давление на выходе сумматора и з пствп противодавления 6 пневмопреобразоватсля.
Разность давлений на входах 8 и 9 обозначим через Р, эта величипа иропорпиоиял;. на скорости изменения контролируемого jia.-;мера, поэтому если при щлифовании следующей детали скорость съема припуска изменится, то пропорционально изменится и Р. Прираилспие давления обозначим через ДЛ.
При пзмспенпи скорости съема njiiinycKa с: Vi до Vo давлеппе и камере 18 ииевмопреоб разователя изменится на величину ЛЯ.
Если скорость сьема припуска, например, увеличится с V; до Vz. то для получения того же размера обрабатываемо детали необходимо, чтобы замыкание контактов 19 и 20
пнев.мо реобразователя, ,ее а 1рекра ценпе обработки, происходило ри измер 1тел)Иол давлен П1 в ветви 4 на всличи у АР.
11о при увеличен и скорости съема с li до
УЗ давлен - е в камере 18 1иев.0 реобразователя у еиьщится а ЛЯ. Следовательно, замыкание ко тактов произойдет при меньп1ем данлеи - в 4 и в камере 21 пнев ло реобразователя ia 5елич у ЛЯ, т. е. ри том
же размере oбpaбaтывae oй детал.
П р е д м е т и з о б р е i е н и я Ппeв aтичecкиii рибор для актпи 1ого
КО 1ТрОЛЯ ,)IX )3MepOB, ВКЛ10ча ОИ(Й
11змер тельиую головку, соедп ен ую с диффере 1иал)1)м 1ев О реобразователем,
имею,м ветвь тротиво.т,, о т л и ч 1 И С Я тем, ЧТО. С контроля, ОН С абжен невмат 1ческ П1
сум атором а два входа, оди1 из которых
сое. е ветвью прибора
не 1осредс Ч ен(, а другой - через , П тсльпо введе П1Ь е овтс)рител пперппо ное
, причем ыход сумматора соединен с
ветвь о ротпводавле П1Я иневл онреобразоБателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ДВУХПРЕДЕЛЬНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1972 |
|
SU356455A1 |
| Способ управления поперечной подачей внутришлифовального станка | 1976 |
|
SU647102A1 |
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании | 1977 |
|
SU679793A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗМЕРЕНИЯ ДВУХ РАЗМЕРОВ | 1972 |
|
SU356454A1 |
| Пневматическое устройство для измерения линейных размеров | 1989 |
|
SU1663419A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОДНОПРЕДЕЛЬНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1972 |
|
SU357468A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |