4; о 4;ii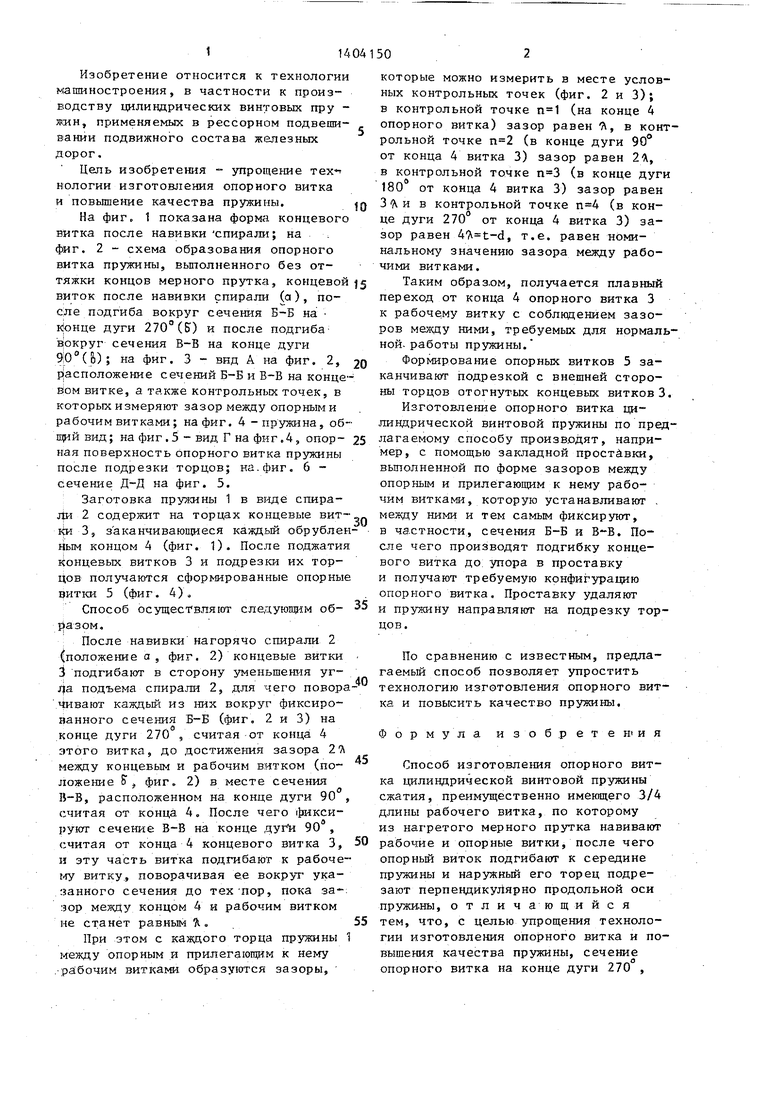
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Способ изготовления режущего инструмента | 1986 |
|
SU1407741A1 |
| Устройство для изготовления винтообразных колец из проволоки прямоугольного сечения | 1978 |
|
SU751484A1 |
| Способ непрерывного изготовления шнеков и устройство для его осуществления | 1985 |
|
SU1291239A1 |
| Измельчитель | 1990 |
|
SU1740061A1 |
| Устройство для непрерывного изготовления колец | 1978 |
|
SU766715A1 |
| Устройство для непрерывной навивки спирали | 1976 |
|
SU656712A1 |
| Устройство для навивки пружин | 1975 |
|
SU611707A1 |
| Спиральная фасонная пружина | 1990 |
|
SU1770633A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
Изобретение относится к технологии машиностроения, в частности к производству цилиндрических винтовых Затем сечение опорного конце дуги 270 , считая отпружин, применяемых в рессорном подвешивании подвижного состава железных дорог, и позволяет упростить технологию изготовлен1-ш опорного витка и повысить качество пружин. Способ состоит в том, что из нагретого мерного прутка навивают рабочие и опорные витки, витка на его конца, фиксируют, после чего концевой виток подгибают, поворачивая вокруг этого сечення в сторону умень- ше№1я угла спирали до требуемого зазора между опорным и прилегающим . опорным витком в месте под сечением на конце дуги 90 , затем фиксируют это сечение и дополнительно поворачивают вокруг него часть опорного витка, так чтобы зазор между опорным и прилегающим рабочим витками увели- чивался равномерно. 6 ил. S (Л
ел
о
Изобретение относится к технологии машиностроения, в частности к производству цилиндрических винтовых пру - ин, применяемых в рессорном подвешивании подвижного состава железных дорог.
Цель изобретения - упрощение тех нологии изготовления опорного витка и повышение качества пружины.
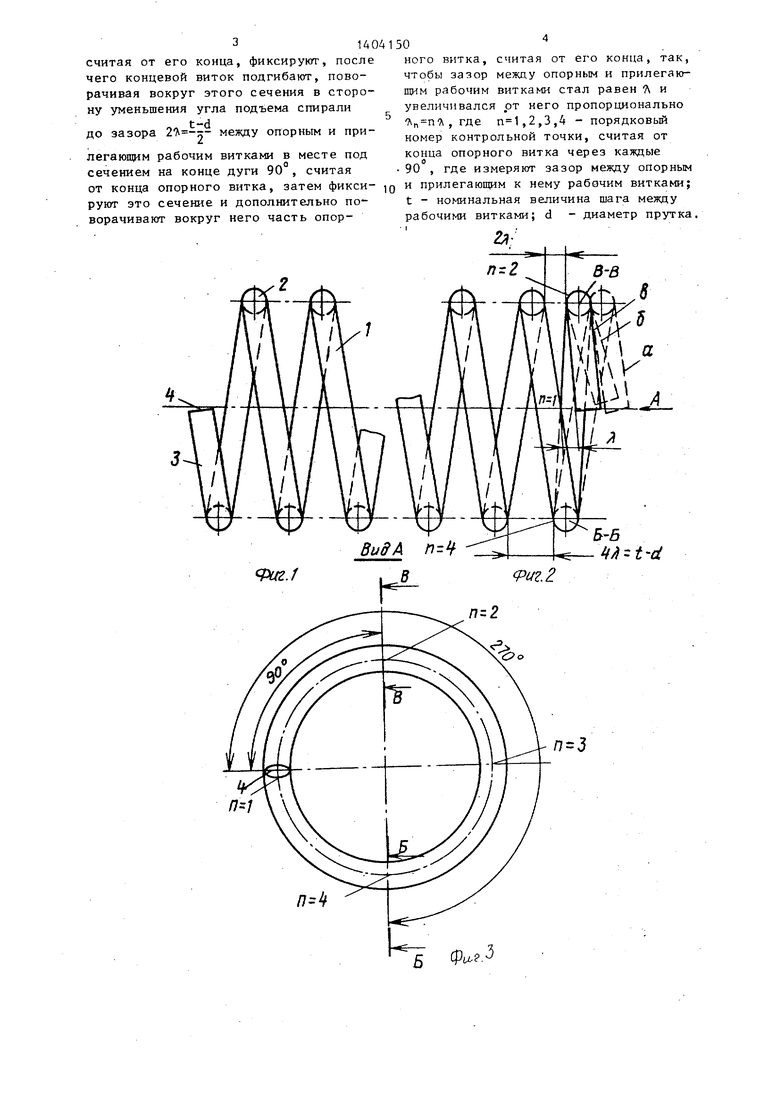
На фиг. 1 показана форма концевого витка после навивки спирали; на . . фиг. 2 - схема образования опорного витка пружины, выполненного без оттяжки концов мерного прутка, концевой виток после навивки спирали (а), после подгиба вокруг сечения Б-Б на дуги 270° (&) и после подгиба- фкруг сечения В-В на конце дуги ); на фиг. 3 - вид А на фиг. 2, расположение сечений Б-Б и на концеВом витке, а также контрольных точек, в которых измеряют зазор между опорными рабочим витками; на фиг. 4 -пружина, общий вид5 на фиг .5 - вид Г на фиг,4, опор- ная поверхность опорного витка прздаины после подрезки торцов; на.фиг. 6 - сечение Д-Д на фиг. 5.
Заготовка пружины 1 в В1здё спира- 4и 2 содержит на торцах концевые вит- № 3j заканчивающиеся каждый обрублен ным концом 4 (фиг. 1). После поджатия концевых витков 3 и подрезки их торцов получаются сформированные опорные витки 5 (фиг. 4),
Способ осуществляют сле,цующим об- .
После навивки нагорячо спирали 2 (положение а, фиг, 2) концевые витки 3 подгибают в сторону уменьшения уг- 4а подъема спирали 2, для чего повора .чивают каждый из ник вокруг фиксированного сечения Б-Б (фиг. 2 и 3) на конце дуги 270 , считая от конца 4 этого витка, до достижения зазора 2% между концевым и рабочим витком (положение S J фиг. 2) в месте сечения В-В, расположенном на конце дуги 90 , считая от конца 4. После чего ||«икси- руют сечение В-В на конце дуг 90, считая от конца 4 концевого витка 3, и эту часть витка подгибают к рабоче- 1.ГУ витку, поворачивая ее вокруг ука- ;занного сечения до тех пор, пока за-; зор между концом 4 и рабочим витком не станет равным , ,
При этом с каждого торца пружины между опорным и прилегающн,м к пему . ра:бочим витками образуются зазоры,
g
j 0 5
0 5
0
5
0
5
которые можно измерить в месте условных контрольных точек (фиг. 2 и 3); в контрольной точке (на конце 4 опорного витка) зазор равен Л, в контрольной точке (в конце дуги 90° от конца 4 витка 3) зазор равен 2Л, в контрольной точке (в конце дуги 180 от конца 4 витка 3) зазор равен 3 Л и в контрольной точке (в конце дуги 270 от конца 4 витка 3) зазор равен , т.е. равен номинальному значению зазора между рабочими витками.
Таким образ.ом, получается плавный переход от конца 4 опорного витка 3 к рабочему витку с соблюдением зазоров методу ними, требуемых для нормальной, работы пружины.
Формирование опорных витков 5 заканчивают подрезкой с внешней стороны торцов отогнутьк концевых витков 3.
Изготовление опорного витка цилиндрической винтовой пружины по предлагаемому способу производят, например, с помощью закладной прост вки, выполненной по форме зазоров между опорным и прилегающим к нему рабочим витками, которую устанавливают . между ними и тем самым фиксируют, в частности,, сечения Б-Б и В-В. После чего производят подгибку концевого витка до: упора в проставку и получают требуемую конфигурацию опорного витка. Проставку удаляют и пружину направляют на подрезку торцов.
По сравнению с известным, предла- гаемьй способ позволяет упростить технологию изготовления опорного витка и повысить качество пружины.
Формула изобретен ия
Способ изготовления опорного витка цилиндрической винтовой пруткины сжатия, преимущественно имеющего 3/4 длины рабочего витка, по которому из нагретого мерного прутка навивают рабочие и опорные витки, после чего опорньй виток подгибают к середине пружины и наружный его торец подрезают перпендикулярно продольной оси пружины, отличающийся тем, что, с целью упрощения технологии изготовления опорного витка и повышения качества пружины, сечение опорного витка на конце дуги 270 ,
п
фи-е.З
Фиъ.
Вид г
Фиг. 5
Фие.$
| Орлов П.И | |||
| Основы конструирования | |||
| Кн | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
| VI. | |||
