Nj
с
4
N3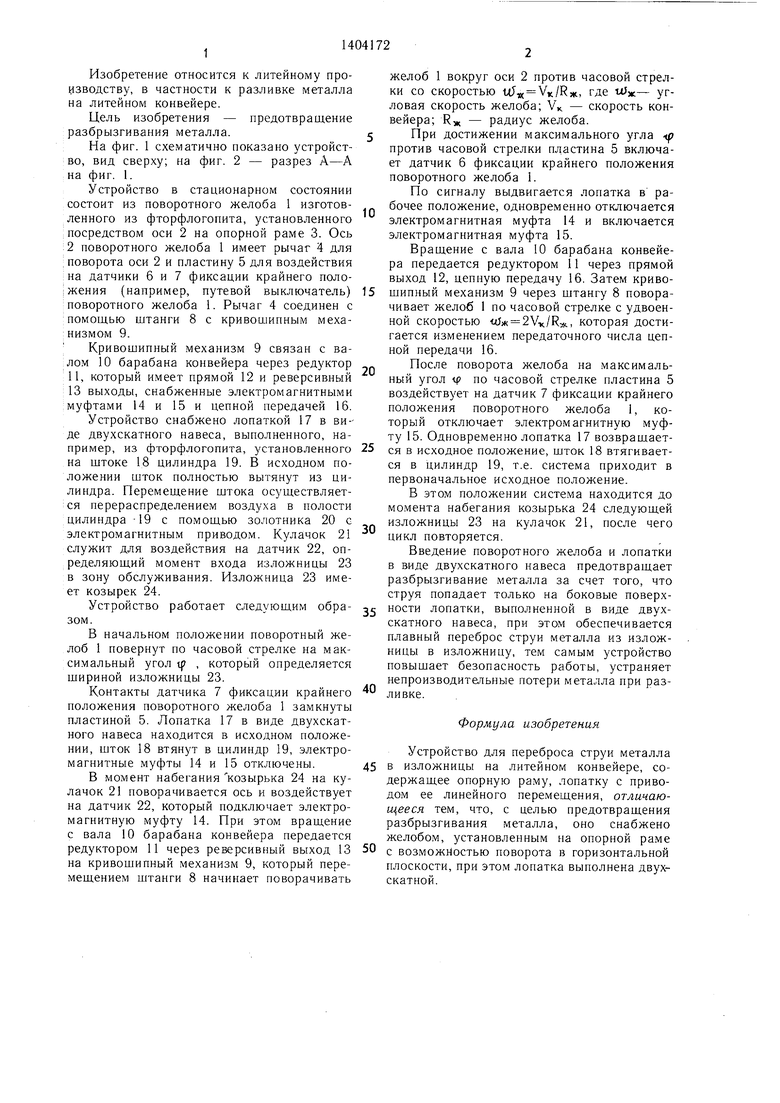
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перевода струи металла на разливочном конвейере | 1989 |
|
SU1664458A1 |
| УСТРОЙСТВО для ПЕРЕВОДА СТРУИ МЕТАЛЛА В ИЗЛОЖНИЦЫ | 1972 |
|
SU348290A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТОЙ ДРОБИ | 1997 |
|
RU2117555C1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| Устройство для разливки металлов и сплавов в изложницы | 1979 |
|
SU770647A1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2003 |
|
RU2263557C2 |

Изобретение относится к литейному производству, в частности, к разливке металла в изложницы на литейном конвейере. УстПодВод сжатого S03духа | А ройство содержит двухскатную лопатку 17, снабженную приводом 19 линейного перемещения, и поворотный желоб 1. Поворот желоба осуществляется от привода конвейера - вала 10 барабана через редуктор 11. муфт 14 и 15 реверсивного включения, штанги 8 и рычага 4. В момент набегания козырька 24 изложницы на кулачок 21 датчик 22 подает сигнал на включение муфты 14 и желоб 1 поворачивается против часовой стрелки на угол i . При контакте пластины 5 с датчиком 6 выдвигается лопатка 17 и одновременно включается муфта 15 на реверс поворота желоба 1 по часовой стрелке с удвоенной скоростью. Струя металла попадает только на боковые поверхности лопатки, что обеспечивает плавный переброс струи металла из изложницы в изложницу. 2 ил. В а с
-1
Фиг.1
Изобретение относится к литейному про- узводству, в частности к разливке металла на литейном конвейере.
Цель изобретения - предотвращение разбрызгивания металла.
На фиг. 1 схематично показано устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Устройство в стационарном состоянии состоит из поворотного желоба 1 изготовленного из фторфлогопита, установленного посредством оси 2 на опорной раме 3. Ось 2 поворотного желоба 1 имеет рычаг 4 для поворота оси 2 и пластину 5 для воздействия иа датчики 6 и 7 фиксации крайнего поло- Жжения (например, путевой выключатель) поворотного желоба 1. Рычаг 4 соединен с помощью штанги 8 с кривошипным механизмом 9.
Кривошипный механизм 9 связан с валом 10 барабана конвейера через редуктор 11, который имеет прямой 12 и реверсивный 13 выходы, снабженные электромагнитными : муфтами 14 и 15 и цепной передачей 16.
Устройство снабжено лопаткой 17 в виде двухскатного навеса, выполненного, например, из фторфлогопита, установленного на штоке 18 цилиндра 19. В исходном положении шток полностью вытянут из цилиндра. Перемещение штока осуществляется перераспределением воздуха в полости цилиндра -19 с помощью золотника 20 с электромагнитным приводом. Кулачок 21 служит для воздействия на датчик 22, определяющий момент входа изложницы 23 в зону обслуживания. Изложница 23 имеет козырек 24.
Устройство работает следующим образом.
В начальном положении поворотный желоб 1 повернут по часовой стрелке на максимальный угол tp , который определяется шириной изложницы 23.
Контакты датчика 7 фиксации крайнего положения поворотного желоба 1 замкнуты пластиной 5. Лопатка 17 в виде двухскатного навеса находится в исходном положении, шток 18 втянут в цилиндр 19, электромагнитные муфты 14 и 15 отключены.
В момент набегания козырька 24 на кулачок 21 поворачивается ось и воздействует на датчик 22, который подключает электромагнитную муфту 14. При этом вращение с вала 10 барабана конвейера передается редуктором 11 через реверсивный выход 13 на кривошипный механизм 9, который перемещением штанги 8 начинает поворачивать
0
5
0
5
0
5
0
5
0
желоб 1 вокруг оси 2 против часовой стрелки со скоростью uJ Vn/R)K, где угловая скорость желоба; VK - скорость конвейера; R - радиус желоба.
При достижении максимального угла р против часовой стрелки пластина 5 включает датчик 6 фиксации крайнего положения поворотного желоба 1.
По сигналу выдвигается лопатка в рабочее положение, одновременно отключается электромагнитная муфта 14 и включается электромагнитная муфта 15.
Вращение с вала 10 барабана конвейера передается редуктором 11 через прямой выход 12, цепную передачу 16. Затем кривошипный механизм 9 через щтангу 8 поворачивает желоб 1 по часовой стрелке с удвоенной скоростью ttJ 2VK/R, которая достигается изменением передаточного числа цепной передачи 16.
После поворота желоба на максимальный угол f по часовой стрелке пластина 5 воздействует на датчик 7 фиксации крайнего положения поворотного желоба 1, который отключает электромагнитную муфту 15. Одновременно лопатка 17 возвращается в исходное положение, шток 18 втягивается в цилиндр 19, т.е. система приходит в первоначальное исходное положение.
В этом положении система находится до момента набегания козырька 24 следующей изложницы 23 на кулачок 21, после чего цикл повторяется.
Введение поворотного желоба и лопатки в виде двухскатного навеса предотвращает разбрызгивание металла за счет того, что струя попадает только на боковые поверхности лопатки, выполненной в виде двухскатного навеса, при этом обеспечивается плавный переброс струи металла из изложницы в изложницу, тем самым устройство повышает безопасность работы, устраняет непроизводительные потери металла при разливке.
Формула изобретения
Устройство для переброса струи металла в изложницы на литейном конвейере, содержащее опорную раму, лопатку с приводом ее линейного перемещения, отличающееся тем, что, с целью предотвращения разбрызгивания металла, оно снабжено желобом, установленным на опорной раме с возможностью поворота в горизонтальной плоскости, при этом лопатка выполнена двухскатной.
18 77
- А
Фиг. 2
| 0 |
|
SU193695A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТРОЙСТВО для ПЕРЕВОДА СТРУИ МЕТАЛЛА В ИЗЛОЖНИЦЫ | 0 |
|
SU348290A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
