Карусельная машина для отливки чушек относится к области литейного производства, в частности к литью в металлические формы.
Известен аналог - карусельная машина (источник информации А.С. №1622079), содержащая вращающуюся карусель, как и в заявленном устройстве, на которой установлены кокили (изложницы). Так же как и в поданной заявке на предполагаемое изобретение карусельная кокильная машина имеет привод, обеспечивающий вращение и устройство нагрева кокилей.
Недостатки заключаются в том, что:
- устройство нагрева кокилей электрическое (стоимость электрической энергии дороже стоимости природного газа);
- карусельная кокильная машина сложная в устройстве;
- наличие гидравлики делает устройство дорогим и достаточно сложным в эксплуатации и ремонте;
- отсутствует устройство для извлечения отливок из кокилей;
- в приводе вращения карусели отсутствует устройство переключения скоростей вращения карусели;
-карусельная машина для отливки чушек не имеет устройства для контроля нагрева изложниц перед заливкой их расплавленным металлом;
- нет устройства для подсчета количества отлитых чушек.
Ввиду указанных выше недостатков карусельная машина для отливки чушек не может обеспечить решение технической задачи.
Известен аналог - устройство для разливки цветных металлов в изложницы (источник информации патент на полезную модель RU №54543U1), содержащее как и в поданной заявке на предполагаемое изобретение карусель с установленными на ней изложницами, опорно-поворотное устройство с приводом вращения карусели, расположенным около карусельной машины, устройство для нанесения противопригарной краски на изложницы, устройство для охлаждения изложниц в процессе работы и механизированное устройство для извлечения чушек из изложниц.
Недостатки заключаются в том, что:
- узел съема не показан четко и неясно как он работает (ни на фиг. 1, ни на фиг. 2);
- устройство имеет небольшое количество изложниц и, следовательно, небольшую производительность;
- узел охлаждения металла в том виде, как он изображен, не дает эффективного охлаждения заготовок;
- в приводе вращения устройства для разливки цветных металлов в изложницы отсутствует устройство переключения скоростей привода;
- устройство для разливки цветных металлов в изложницы не имеет устройства для контроля нагрева изложниц перед заливкой их расплавленным металлом, а также нет устройства для подсчета количества отлитых чушек.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - карусельная машина для отливки чушек (источник информации А.С. №426745), содержащая опоры на карусели, как и в заявленном устройстве, расположены изложницы, которые имеют с одной стороны шарниры, с другой ролик, предназначенные для манипуляций по удалению чушки из изложницы. Так же вращение карусельной машины для отливки чушек имеет привод вращения.
Недостатки заключаются в том, что:
- количество и размер труб зависят от требуемой проточности воды (они могут быть неодинаковы, например, при более быстром или менее быстром вращении карусели, могут быть неодинаковы при работе зимой и летом и т.п.), и определяются экспериментально;
- обслуживающий персонал карусельной машины должен постоянно работать очень осторожно, ибо в случае попадания (по разным причинам) жидкого металла в желоб с водой произойдет взрыв и пострадает обслуживающий персонал;
- перед началом работы карусель необходимо загружать балластом.
- в приводе вращения карусели отсутствует устройство переключения скоростей вращения карусели;
- карусельная машина для отливки чушек не имеет устройства для контроля нагрева изложниц перед заливкой их расплавленным металлом;
- нет устройства для подсчета количества отлитых чушек.
Ввиду указанных выше недостатков карусельная машина не может обеспечить решение технической задачи.
Известен аналог (прототип) - карусельная машина для отливки чушек (источник информации патент RU №2417132), содержащая вращающуюся карусель, как и в заявленном устройстве, на которой установлены кокили (изложницы), так же как и в поданной заявке на предполагаемое изобретение карусельная кокильная машина имеет привод, обеспечивающий вращение, устройство нагрева кокилей, устройство для нанесения противопригарной краски на кокили.
Недостатки заключаются в том, что:
- охлаждающие расплавленный металл вентиляторы находятся над изложницами, которые залиты расплавленным металлом, поэтому вентиляторы сильно нагреваются и часто выходят из строя, вызывая простои карусельной машины, связанные с заменой вентиляторов на новые;
- одновременная выбивка чушек из изложниц производится только трех штук, что снижает производительность карусельной машины для отливки чушек;
- из-за того, что наружная часть сварной опоры выполнена в виде 6-ти угольной рамы из швеллеров и жестко приварена шестью швеллерами к находящимся в центре рамы швеллерам, а также то, что шести угольная рама не закреплена к полу цеха, при выбивке чушек производится небольшое покачивание карусельной машины, при этом верхняя поверхность чушек получается «рябой» и даже в ряде случаев образуются небольшие трещины в чушках
- в приводе вращения карусели отсутствует устройство переключения скоростей вращения карусели, то есть вращение карусели может происходить только с одной скоростью;
- карусельная машина для отливки чушек не имеет устройства для контроля нагрева изложниц перед заливкой их расплавленным металлом;
- нет устройства для подсчета количества отлитых чушек.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Задачей изобретения является создание простой по конструкции, экономичной карусельной машины для отливки чушек имеющей: устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы и устройство охлаждения изложниц в процессе работы карусельной машины, механизированное устройство для извлечения чушек из изложниц, устройство переключения скоростей вращения карусели, ударный механизм, устройство для контроля нагрева изложниц перед заливкой их расплавленным металлом, устройства для подсчета количества отлитых чушек..
Технический результат - разработанная карусельная машина для отливки чушек является простой по конструкции, экономичной по расходу электроэнергии, высокопроизводительной, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы карусельной машины, ударный механизм, механизированное устройство для извлечения чушек из изложниц, устройство для контроля нагрева изложниц перед заливкой их расплавленным металлом, устройства для подсчета количества отлитых чушек, а также ручное устройство переключения скоростей вращения карусели, позволяющее вращаться карусели с тремя различными скоростями.
Указанный технический результат достигается за счет того, что в карусельную машину для отливки чушек, содержащую карусель с установленными на ней изложницами и привод ее вращения, согласно предлагаемому изобретению введено устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящее из одной газовой десяти смесительной инжекционной горелки среднего давления, расположенной на кронштейне под изложницами и одной газовой инжекционной горелки среднего давления с десятью единичными смесителями, расположенной около карусели на стальной стойке. Две газовые инжекционные десяти смесительные горелки среднего давления позволяют в течении 8-12 минут нагреть изложницы до температуры заливки 220-250°С, таким образом, в целом, сокращается цикл производства чушек, увеличивается производительность труда.
Кроме того, в состав карусельной машины вводится устройство нанесения противопригарной краски на изложницы, которое состоит из трех секционного пульверизатора с бачком, установленного на штативе, крана управления и подводящего сжатый воздух гибкого шланга. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы трех секционного пульверизатора, работающего от сжатого воздуха, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек, кроме этого использование трех секционного пульверизатора облегчает трудоемкую операцию ручной покраски изложниц, а также ускоряется процесс покраски так как сразу красятся все изложницы секции.
Вместе с тем, в состав карусельной машины вводится устройство для охлаждения изложниц в процессе работы карусельной машины, состоящее из десяти осевых вентиляторов, расположенных на стойках-кронштейнах сбоку залитых изложниц, при этом пять из них наклонены под углом 40°, а пять наклонены под углом 50° к верхней плоскости изложниц. Ввод устройства для охлаждения изложниц в процессе работы карусельной машины предотвращает сильный нагрев изложниц, что ухудшает выбивку чушек, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке.
При этом привод вращения карусели расположен около карусели, размещен на двух стальных основаниях и состоит: из электродвигателя, муфты, червячного редуктора, выходной вал которого имеет три насаженные на него неподвижно звездочки, приводной цепи, двух направляющих опор-ползунов со звездочками наверху, перемещающихся в направляющих, а также стального обода с зубцами приваренного к карусели. Размещение привода вращения карусели около карусели дает большое плечо вращения карусели, следовательно, малое усилие вращения и как следствие можно использовать электродвигатель сравнительно малой мощности, при этом малая мощность привода вращения карусели делает конструкцию карусельной машины экономичной.
Более того, конструкция привода вращения карусели дает возможность переключения скоростей, которое позволяет получить три разные скорости вращения карусели благодаря трем насаженным неподвижно на выходной вал червячного редуктора звездочкам. Для этого следует вручную переместить цепь на соответствующую звездочку, расфиксировав опоры-ползуны (открутив четыре болта), а затем, после перемещения цепи на соответствующую звездочку, закрутить четыре болта.
Следует отметить, что в конструкцию карусельной машины введено опорно-поворотное устройство, состоящее из сварной опоры в виде 12 угольной рамы, с приваренными в центре тремя трубами, сверху приварен стальной круг, при этом в шести швеллерах 12-ти угольной рамы выполнено шесть отверстий под фундаментные болты для закрепления ими карусельной машины в бетонном полу цеха. Введение в конструкцию карусельной машины для отливки чушек опорно-поворотного устройства дает легкость и плавность вращения карусельной машины.
Кроме того, в конструкцию введено устройство для извлечения чушек из изложниц, которое состоит: из опрокидывающего пневмоцилиндра со штоком, на конце которого выполнен захват, причем пневмоцилиндр размещен на стальной опоре, с возможностью качания, а сама стальная опора неподвижно закреплена на плите, установленной на четырех опорах при этом выбитые чушки падают на пластинчатый конвейер. Предлагаемое устройство для извлечения чушек из изложниц отличается от прототипа простотой конструкции и большей производительностью, потому что производится извлечение одновременно пяти чушек, находящихся в одной обойме.
При этом для предварительного освобождения чушек в изложницах (для устранения «пригара», «прилипания» к стенкам изложниц) введен в конструкцию ударный механизм, размещенный под карусельной машиной и состоящий: из кронштейна, приваренного к стальной опоре, пневмоцилиндра со штоком (с износостойким бойком), который смонтирован в 1800 мм от начала направляющей под обоймами с закрепленными в них изложницами, гибких шлангов и педали подачи сжатого воздуха. Управляет работой пневмоцилиндра с помощью педали оператор (выбивщик отливок) со своего рабочего места, при нажатии на педаль в пневмоцилиндр подается сжатый воздух, шток движется вверх происходит резкий удар о днище обоймы, при этом устраняется «привар», а затем чушка свободно удаляется устройством для извлечения чушек из изложниц.
Существенно отметить, что в конструкцию карусельной машины введено устройство для контроля нагрева изложниц перед заливкой их расплавленным металлом состоящим; из датчика температуры, закрепленного на кронштейне штатива и электронного табло, показывающего температуру изложниц перед заливкой их расплавленным металлом. Оптимальной температурой изложниц перед заливкой их расплавленным металлом не приводящей к браку чушек, по практическим данным, считается температура 220-250°С.
При этом в состав карусельной машины для отливки чушек вводится устройство для подсчета количества отлитых чушек, состоящее из датчика температуры, закрепленного на штативе и счетчика готовой продукции, установленного на подставке. Устройство для подсчета количества отлитых чушек позволяет каждой бригаде плавильщиков узнать количество отлитых чушек за смену.
На представленных пяти фигурах изображена карусельная машина для отливки чушек, а также отдельные ее узлы.
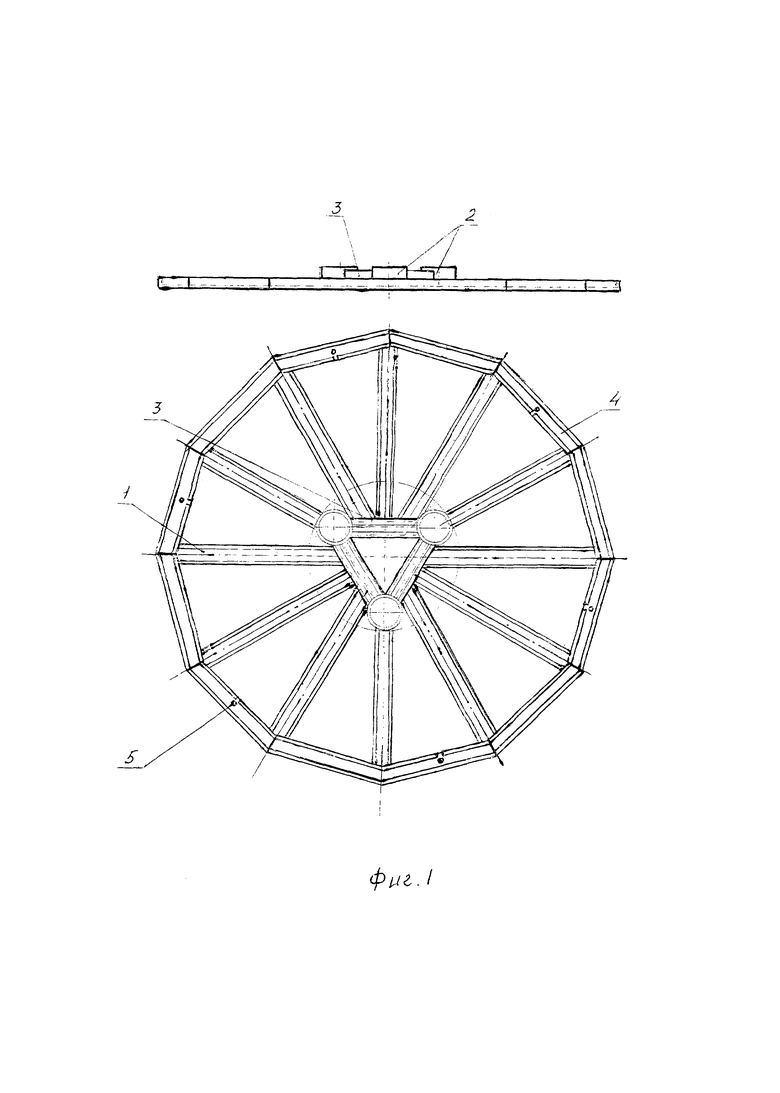
На фиг. 1. Сварная опора.
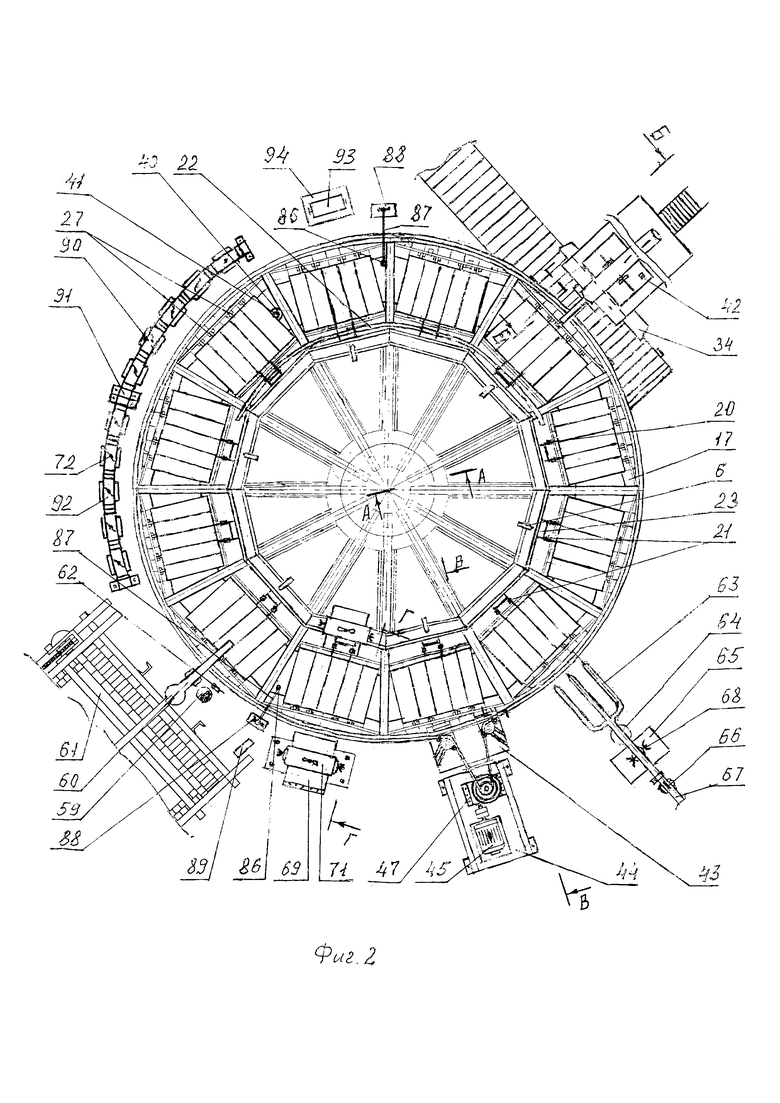
На фиг. 2. Карусельная машина для отливки чушек в плане.
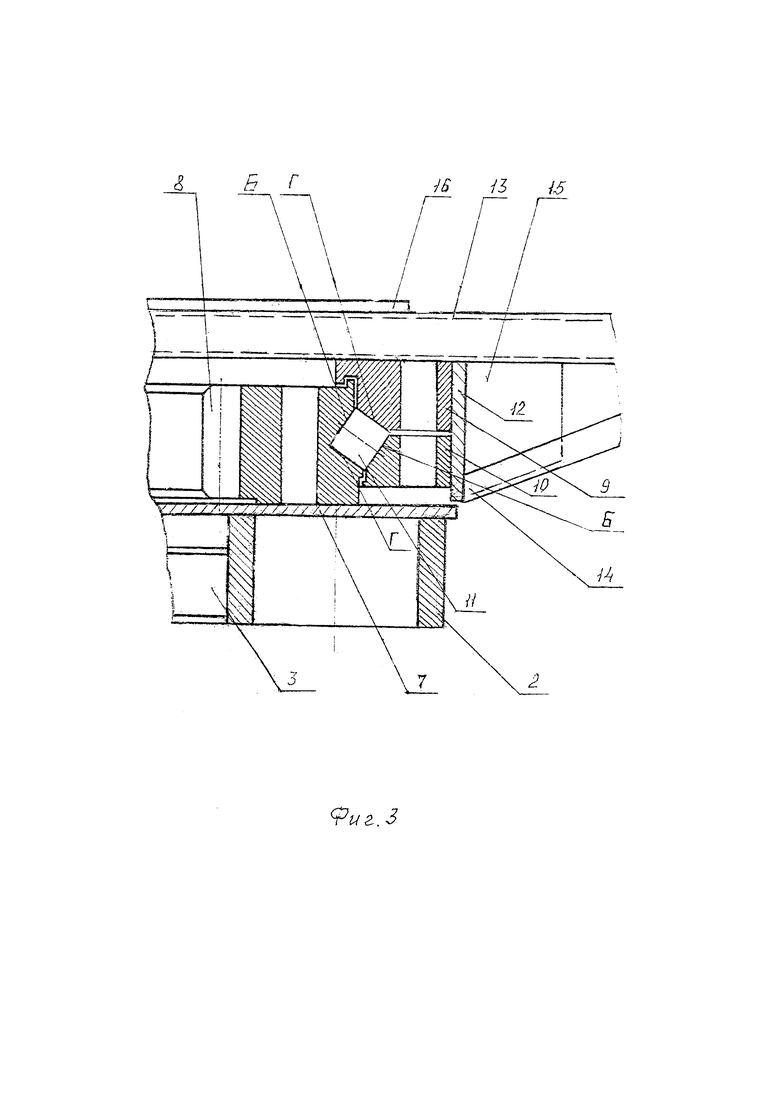
На фиг. 3 Разрез А-А. Расположение опорно-поворотного устройства на сварной опоре.
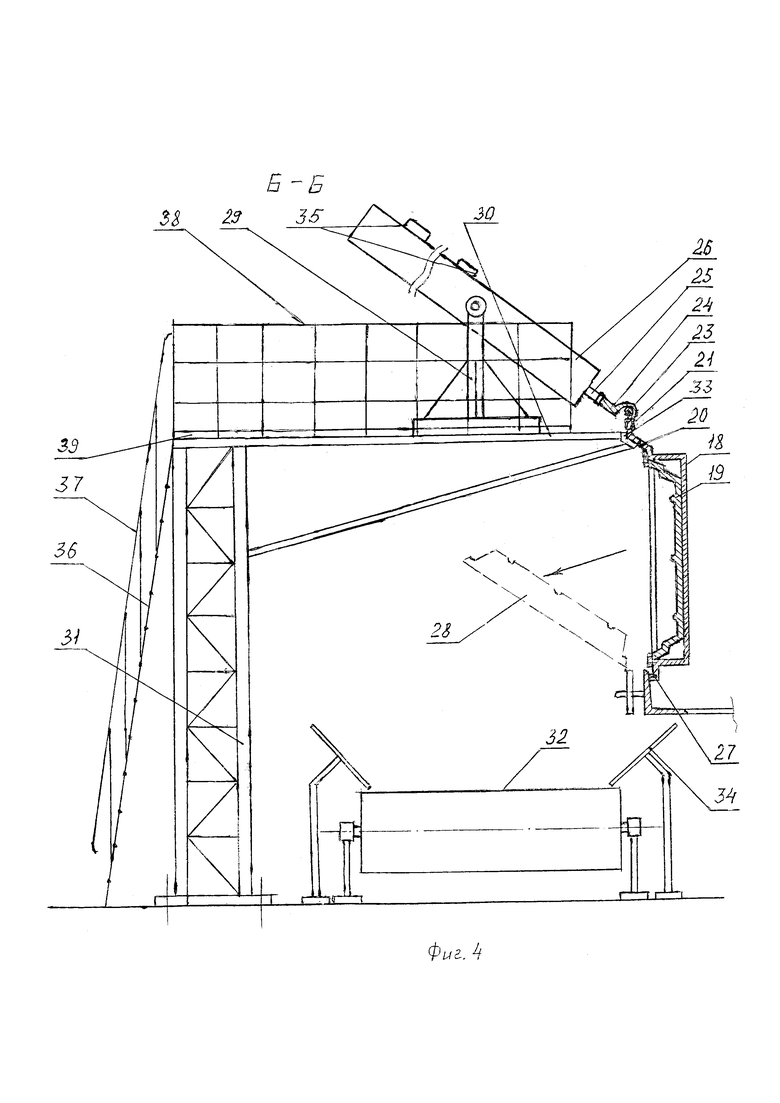
На фиг. 4. Разрез Б-Б. Рабочее место оператора с устройством для извлечения чушек из изложниц.
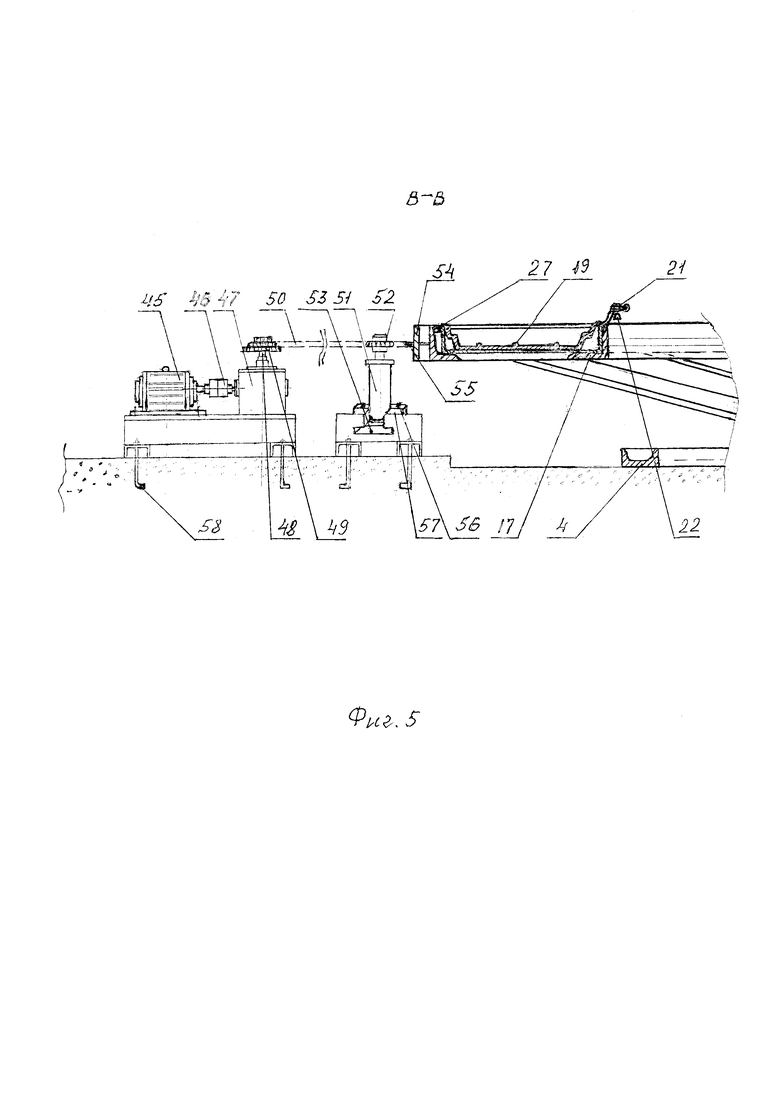
На фиг. 5. Разрез В-В. Привод вращения карусельной машины.
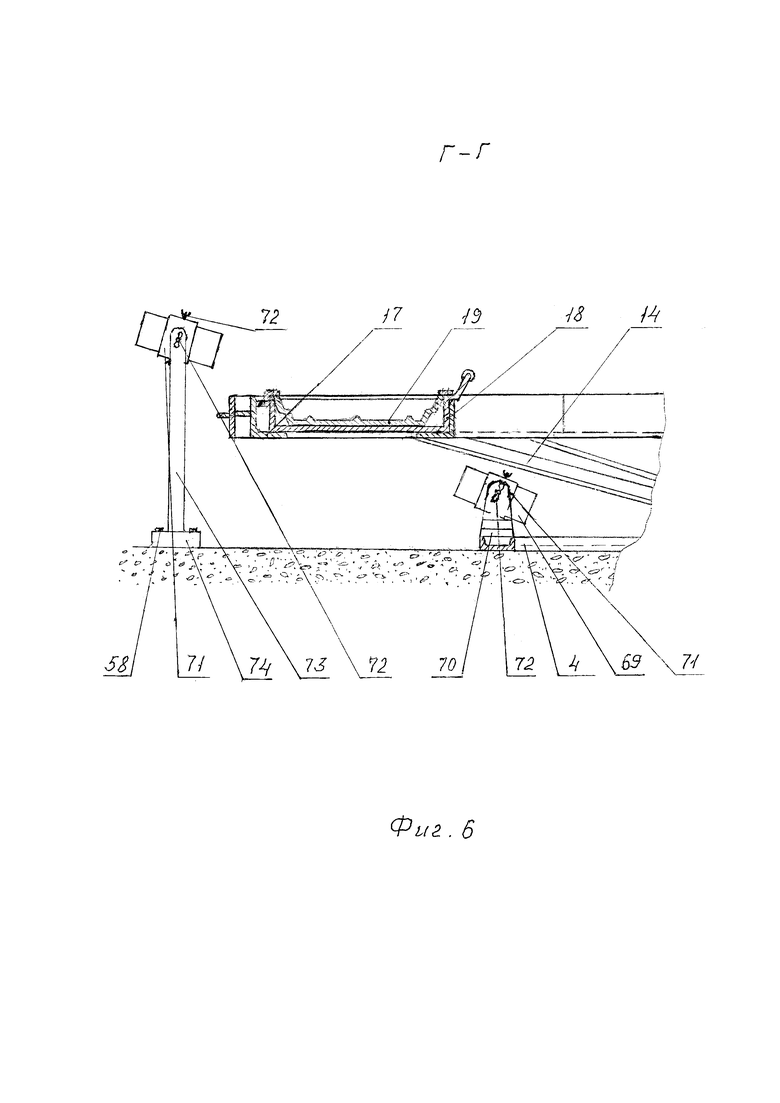
На фиг. 6. Разрез Г-Г. Устройство для нагрева изложниц перед заливкой их расплавленным металлом.
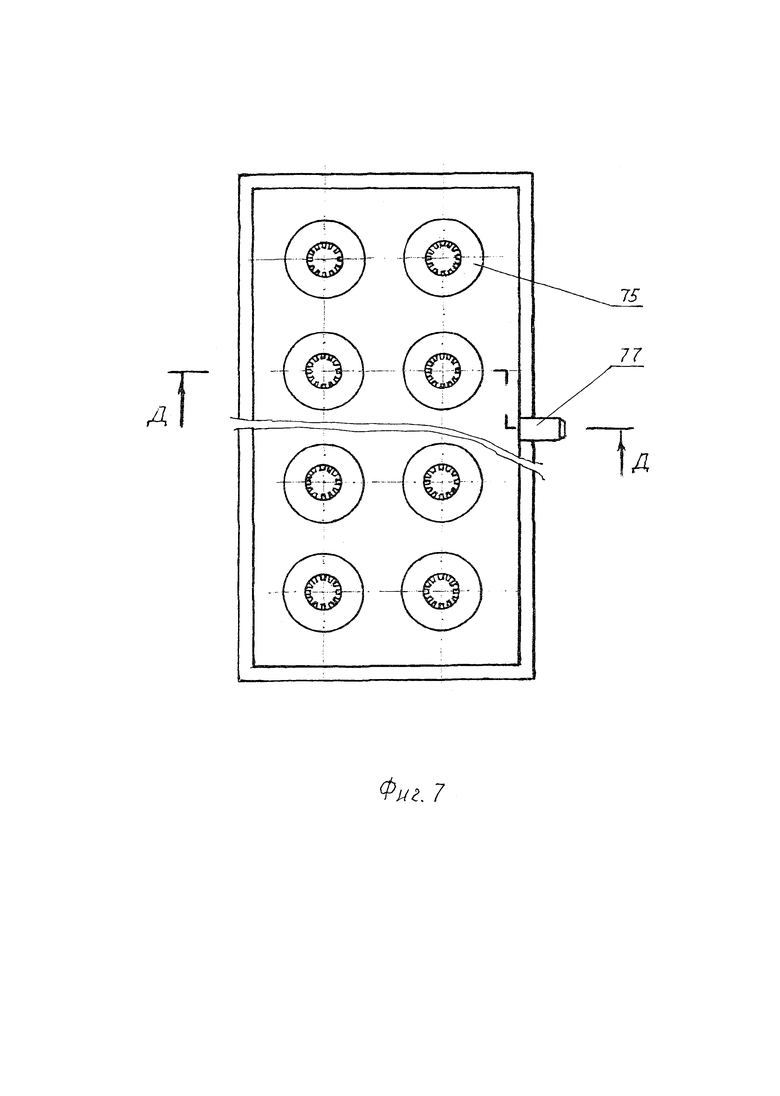
На фиг. 7. Газовая двухрядная инжекционная горелка среднего давления с десятью единичными смесителями.
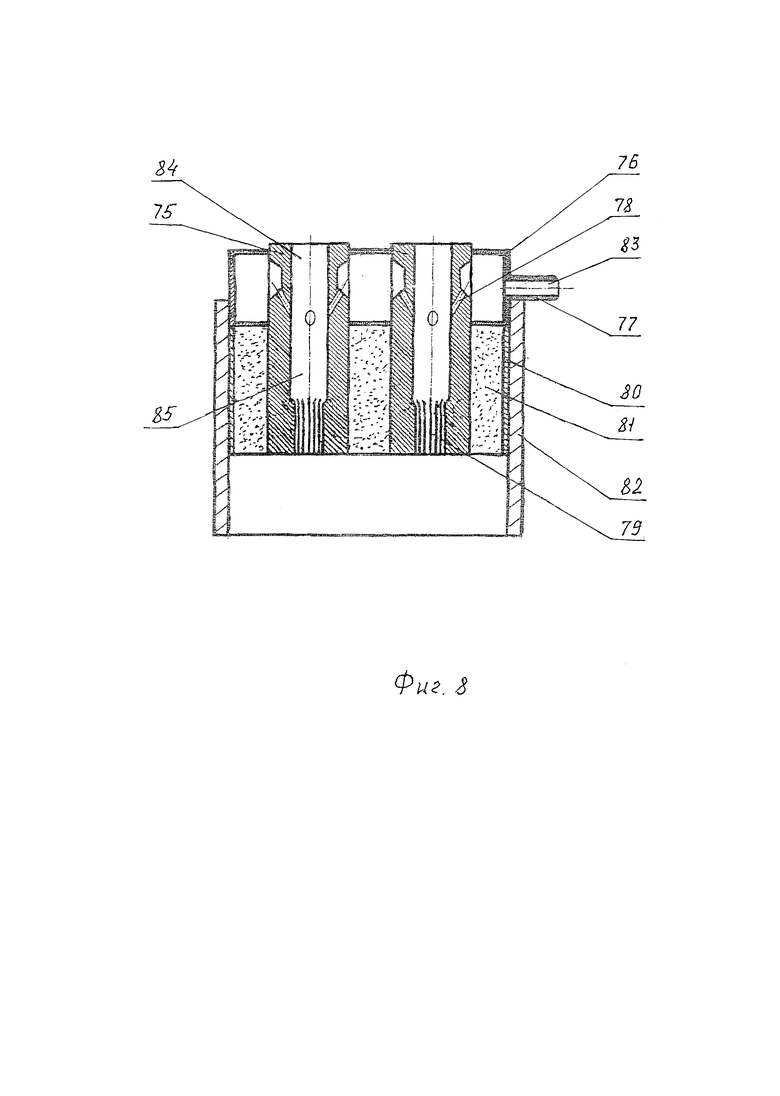
На фиг. 8. Разрез Д-Д газовой двухрядной инжекционной горелки среднего давления с десятью единичными смесителями.
Предлагаемая карусельная машина для отливки чушек (далее карусельная машина) состоит из сварной опоры 1, к которой приварена нижняя половина поворотного механизма фиг. 1. В центре опора 1 имеет три трубы 2 диаметром ∅350 мм и высотой 170 мм. Для жесткости трубы сварены между собой швеллерами поз. 3 №16, поставленных на ребро. В прототипе из-за того, что наружная часть сварной опоры выполнена в виде 6-ти угольной рамы из швеллеров и жестко приварена шестью швеллерами к находящимся в центре рамы швеллерам, а также то, что шести угольная рама не закреплена к полу цеха, при выбивке чушек производится небольшое покачивание карусельной машины, при этом верхняя поверхность чушек получается «рябой» и даже в ряде случаев образуются небольшие трещины в чушках. В предлагаемой заявке наружная часть сварной опоры выполнена с большей площадью опорной поверхности в виде 12-ти угольной рамы 4 из швеллеров №16 и жестко приварена двенадцатью швеллерами к находящимся в центре рамы швеллерам 3. В шести швеллерах 12-ти угольной рамы 4 выполнено шесть отверстий 5 под анкерные болты. 12-ти угольная рама 4 закреплена в бетонном полу цеха шестью анкерными болтами 6, исключающими возможность покачивания и смещения карусельной машины во время работы и образования при этом на верхней поверхности чушек «ряби» и даже в некоторых случаях образования небольших трещин в чушках фиг. 2. Детали сварной опоры 1 свариваются опытным сварщиком на большой разметочной плите.
Сверху сварной опоры 1 приваривается стальной круг 7 толщиной 20 мм, на который устанавливается однорядный роликовый подшипник с цилиндрическими роликами и зубчатым венцом внутреннего зацепления фиг. 3. Предлагаемое роликовое опорно-поворотное устройство оказывает меньшее удельное давление на дорожки качения роликов, по сравнению с шариковыми имеет большую несущую способность, лучшую равномерность передаваемой нагрузки, меньшую массу и габариты. Опорно-поворотное устройство состоит из внутреннего кольца 8, верхнего 9 и нижнего 10 наружных колец и роликов 11. Внутреннее кольцо 8 имеет зубчатый венец. Ролики 9 расположены между кольцами 8, 9. 10 причем оси соседних роликов расположены взаимно перпендикулярно и наклонены к вертикали под углом 60 и 30°. Ролики, катящиеся по дорожкам Б воспринимают нагрузки, действующие вниз, ролики, катящиеся по дорожкам Г, работают как захватные, передавая усилие от кольца 9 кольцу 10 и удерживая поворотную платформу от опрокидывания. Ролики смазывают через четыре масленки в кольце 9 один раз в месяц консистентной смазкой «ЦИАТИМ-201».
Зубчатый венец внутреннего кольца 8 в приводе не используется, потому что в этом случае мощность привода возрастает и, как показала практика, ввиду большого пускового момента цепь привода часто рвется. К кольцам, верхнему 9 и нижнему 10 приваривается двенадцать секторов 12 вырезанных из стали толщиной 18 мм. Сверху верхнего кольца 9 и секторов 12 привариваются концы двенадцати швеллеров 13, а внешние концы швеллеров 13 привариваются к внешним концам укосин 14, выполненных из уголков 100×100 мм. Внутренние концы укосин 14 приварены к нижней части секторов 12. Для жесткости системы к швеллерам 13, укосинам 14 и секторам 12 привариваются стальные косынки 15.
Для устранения возможности опрокидывания карусели увеличения жесткости в центре карусели сверху устанавливается стальной круг 16∅1000 мм толщиной 20 мм и приваривается к двенадцати швеллерам 13 фиг. 3.
По периферии карусели имеется двенадцать секторов выполненных сваркой из уголков 17 имеющие размеры 90×90 мм. В каждый сектор у прототипа уложены две обоймы с тремя изложницами в каждой. В предлагаемой заявке на изобретение в каждый сектор уложена обойма 18 с пятью изложницами 19 фиг. 2, 4. Изложницы 19 «прихвачены» сваркой к обоймам 18. Обоймы 18 с внутренней стороны имеют приваренные П-образные кронштейны-ползуны 20, в средней части каждого с двух сторон имеются два ролика 21, скользящие по направляющей 22, а с торца имеется ролик 23, который захватывается (увлекается) захватом 24, закрепленным на конце штока 25 пневмоцилиндра 26. Направляющая 22 крепится кромкой к раме 4 опоры и имеет уклон для облегчения процесса опрокидывания пяти изложниц 19, закрепленных в обойме 18. При движении в средней части направляющей 22 изложницы 19 наклонены к горизонту на угол 45÷46°. С внешней стороны каждая обойма 18 имеет четыре шарнира 27 позволяющие ей поворачиваться на угол 90°.
В конструкцию карусельной машины для отливки чушек введено устройство для извлечения чушек 28 из изложниц 19, которое состоит: из опрокидывающего пневмоцилиндра 26 со штоком 25, на конце которого закреплен захват 24, направляющей 22, которая выполняет роль копира, причем пневмоцилиндр 26 размещен на стальной опоре 29, с возможностью качания, а сама стальная опора 29 неподвижно закреплена на стальной плите 30, установленной на четырех опорах 31 при этом выбитые чушки 28 падают на пластинчатый конвейер 32. Предлагаемое устройство для извлечения чушек из изложниц отличается от прототипа простотой конструкции и большей производительностью, потому что производится извлечение одновременно пяти чушек 28, находящихся в одной обойме 18. В средней части направляющей 22 устройства для извлечения чушек 28 из изложниц 19, шток 25 своим захватом 24 захватывает П-образный кронштейн- ползун 20 за ролик 23 и, далее, поворачивает обойму 18 с пятью изложницами 19 и пятью чушками 28 в них вокруг четырех шарниров 27 на 90°. В конце поворота П-образный кронштейн-ползун 20 ударяется в упор 33 и чушки 28 из изложниц 19 падают на пластинчатый конвейер 32, который транспортирует их к месту сборки и увязки в транспортные технологические пакеты (стопки). Чтобы чушки 28 не падали с пластинчатого конвейера 32, по бокам его на длине 3 метра установлены ограничители 34 фиг. 2,4. Управляет пневмоцилиндром 26 оператор (выбивальщик чушек), держа его за две ручки 35. Оператор поднимается на свое рабочее место по лестнице 36, держась за поручни 37. По правилам промышленной безопасности рабочее место оператора имеет ограждение 38 высотой 1300 мм с приваренной по низу стальной полосой поз. 39 шириной 130-150 мм.
Для предварительного освобождения чушек в изложницах (для устранения «пригара», «прилипания» к стенкам изложниц) служит ударный механизм, размещенный под карусельной машиной и состоящий: из кронштейна (не показано) приваренного к стальной опоре 1, пневмоцилиндра 40 со штоком 41 (с износостойким наконечником), который смонтирован в 1800 мм от начала направляющей 22 под обоймами 18 с закрепленными в них изложницами 19, гибких шлангов (не показаны) и педали 42 подачи сжатого воздуха фиг. 2,4.. Управляет работой пневмоцилиндра 40 с помощью педали 42 оператор со своего рабочего места, при нажатии на педаль 42 в пневмоцилиндр 40 подается сжатый воздух, шток 41 движется вверх происходит резкий удар бойка о днище обоймы 18, при этом устраняется «привар», а затем чушка 28 свободно удаляется устройством для извлечения чушек 28 из изложниц 19.
При этом привод вращения карусели расположен около карусели, размещен на двух стальных основаниях 43, 44 и состоит: из электродвигателя 45, муфты 46, червячного редуктора 47, выходной вал 48 которого имеет три насаженные на него неподвижно звездочки 49, приводной цепи 50, двух направляющих опор 51 со звездочками 52 наверху и, перемещающихся в направляющих 53, а также стального обода 54 с зубьями 55, приваренного к карусели фиг. 5. Размещение привода вращения карусели около карусели дает большое плечо вращения карусели, следовательно, малое усилие вращения и как следствие можно использовать электродвигатель 45 сравнительно малой мощности. Малая мощность привода вращения карусели делает конструкцию карусельной машины экономичной.
Более того, конструкция привода вращения карусели дает возможность переключения скоростей, которое позволяет получить три разные скорости вращения карусели благодаря трем насаженным неподвижно на выходной вал 48 червячного редуктора 47 звездочкам 49. Для этого следует вручную переместить приводную цепь 50 на соответствующую звездочку 49, расфиксировав направляющие опоры 51 (открутив четыре болта 56 на ползунах 57, приваренных к направляющим опорам 51), а затем, после перемещения приводной цепи 50 на соответствующую звездочку 49, натянуть приводную цепь 50, переместив опоры 51 и закрутить четыре болта 56. В приводе вращения карусели используется трех фазный электродвигатель 45 мощностью W=l,5 кВт АИР 100L8 750 об/мин фиг. 5. Зубья 55 стального обода 54 имеют шаг, равный шагу приводной цепи 50. Стальные основания 43, 44 закреплены в бетонном полу цеха анкерными болтами 58. Вращение карусели легкое и плавное. У заливщика поз. 59, стоящего при разливке металла у желоба 60 печи 61, имеется педаль 62 включения привода вращения карусели. Желоб 60 поворотный и в процессе разливки металла заливщик направляет конец желоба в изложницы 19.
Кроме того, в состав карусельной машины вводится устройство нанесения противопригарной краски на изложницы 19, которое состоит из трех секционного пульверизатора 63 с бачком 64 для краски, установленного на штативе 65, крана управления 66 и подводящего сжатый воздух гибкого шланга 67 фиг. 2, Благодаря использованию в устройстве нанесения противопригарной краски на изложницы 19 трех секционного пульверизатора 63, работающего от сжатого воздуха, противопригарная краска ложится на внутреннюю поверхность изложниц 19 равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек 28, кроме этого использование трех секционного пульверизатора 63 облегчает трудоемкую операцию ручной покраски изложниц 19. Трех секционный пульверизатор 63 одновременно красит все пять изложниц, находящихся в обойме 18. Распыление краски производится струей сжатого воздуха, подаваемой в пульверизатор 63 по гибкому шлангу 67. Заливщик металла при покраске внутренней поверхности изложниц 19 управляет струей сжатого воздуха при помощи крана 66, кроме того он может менять угол наклона пульверизатора 63 относительно верхней плоскости изложниц 19 с помощью двух гаек барашек 68.
В конструкцию карусельной машины введено устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из одной газовой десяти смесительной инжекционной горелки 69 среднего давления, расположенной на кронштейне 70 под изложницами 19 и одной газовой инжекционной горелки 69 среднего давления с десятью единичными смесителями, расположенной около карусели. Две газовые инжекционные десяти смесительные горелки 69 среднего давления позволяют в течении 8-12 минут нагреть изложницы до температуры заливки 220-250°С, таким образом, в целом, сокращается цикл производства чушек 28, увеличивается производительность труда. Одна газовая десяти смесительная инжекционная горелка 69 среднего давления, находится в стальной обойме 71, причем она закреплена двумя гайками барашками 72 на кронштейне 70 с возможностью поворота на угол 35°. Кронштейн 70 приварен к 12-ти угольной раме 4. Каждая газовая десяти смесительная инжекционная горелка 69 среднего давления, закреплена в стальной обойме 71 двумя гайками барашками 72 фиг. 6.
Вторая газовая десяти смесительная инжекционная горелка 69 среднего давления, находится в стальной обойме 71 около карусели, она закреплена двумя гайками барашками 72 на стальной стойке 73 с возможностью поворота на угол 40°. Стальная стойка 73 приварена к стальному основанию 74, а стальное основание 74 крепится к бетонному полу цеха четырьмя анкерными болтами 58. Газовая десяти смесительная инжекционная горелка 69 представляет собой десять единичных толстостенных элемента 75 объединенных общей сварной газораспределительной камерой 76, к которой приварен штуцер 77, по которому подается природный газ фиг. 7, 8.
Каждый единичный элемент 75 является смесителем - отливкой и представляет собой толстостенную трубу диаметром 60×10 мм длиной 280 мм, в которой по периферии под углом 25° градусов к оси смесителя 75 просверлены четыре сопла 78 с зенковкой входной части 0,3 мм под углом 90 градусов. Диаметр сопел 1,8 мм.
Каждый смеситель 75 получается литьем по выплавляемым моделям из жаростойкого чугуна (хромовый чугун) марки ЧХ28 (Cr 25-30%), в нижней части имеет двенадцать ребер 79, которые позволяют при сгорании газовоздушной смеси получить факел длиной 1,4-1,5 метра, что особенно важно для использования горелок с такими смесителями в конструкции карусельной машины. К газораспределительной камере 76 приварен по периметру кожух 80, из листовой стали толщиной 3 мм, в который набивается огнеупорная набивная масса 81.
Огнеупорная набивная масса экспериментально разработана автором и проверена на газовых плавильных печах для обмуровки горелки и набивки пространства между смесителями и имеет следующий состав:
Набитая огнеупорной массой 81 газовая десяти смесительная инжекционная горелка 69 может просушиваться и прокаливаться отдельно до установки ее в конструкцию карусельной машины. На газораспределительную камеру 76 и кожух 80 надевается литой стабилизирующий пламя туннель 82 и приваривается по периметру к газораспределительной камере 76. Горелка работает следующим образом. Газ под давлением подается через канал 83 штуцера 77 в газораспределительную камеру 76. Вытекающие из сопел 78 струи газа инжектируют из атмосферы воздух, необходимый для горения, который по каналу 84 попадает в камеру 85 предварительного смешения, где происходит смешение газа и засасываемого воздуха. Сгорание основной части газовоздушной смеси происходит в огнеупорном стабилизирующем пламя туннеле 82, остальной части за туннелем. Номинальное давление газа перед горелкой 0,08 МПа. Благодаря наличию стабилизирующего пламя туннеля 82 горелка может быть быстро установлена в конструкцию карусельной машины. Большая толщина стенок цилиндрических литых смесителей 75, а также жаростойкий их материал, а также жаростойкий материал литого стабилизирующего пламя туннеля 82 позволяет резко увеличить срок службы каждой горелки. Включает и выключает инжекционные горелки 69 заливщик металла.
Существенно отметить, что в конструкцию карусельной машины введено устройство для контроля нагрева изложниц перед заливкой их расплавленным металлом состоящим; из без контактного датчика температуры TW 7000 поз. 86, закрепленного на кронштейне 87, штатива 88 и электронного табло 89, показывающего температуру изложниц перед заливкой их расплавленным металлом фиг. 2. Некоторые основные данные датчика
температуры TW 7000;
Кнопками для программирования работы датчика настраивают датчик TW 7000 на работу и подключают проводами к электронному табло 89. Оптимальной температурой изложниц перед заливкой их расплавленным металлом не приводящей к браку чушек, например, из алюминиевого сплава, по практическим данным, считается температура 220-250°С. Заливщик, наблюдая за температурой изложниц перед заливкой, регулирует процесс заливки.
Вместе с тем, в состав карусельной машины вводится устройство для охлаждения изложниц в процессе работы карусельной машины, состоящее из десяти осевых вентиляторов 90 марки ВО-14-320-4, расположенных на стойках-кронштейнах 91 сбоку залитых изложниц 19 и закрепленных в полу цеха, при этом пять из них наклонены под углом 40°, а пять наклонены под углом 50° к верхней плоскости изложниц 19. Осевые вентиляторы 90 расположены в обоймах 92, в которых закреплены гайками барашками 72 фиг. 2. Введенное устройство для охлаждения изложниц в процессе работы карусельной машины предотвращает сильный нагрев изложниц, что ухудшает выбивку чушек 28, приводит к повышенному пригару, а также повышенной ломкости чушек 28 при их выбивке.
При разливке металла в летнее время включаются все вентиляторы 90, в зимнее время бывает достаточно 4-5. Количество работающих вентиляторов зависит от скорости вращения карусели, а также от температуры в цехе.
При этом в состав карусельной машины для отливки чушек вводится устройство для подсчета количества отлитых чушек 28, состоящее из датчика температуры TW 7000 поз. 86, закрепленного на кронштейне 87, штатива 88 и счетчика готовой продукции (чушек) СГП-02 поз. 93, установленного на подставке 94 фиг. 2. Счетчик готовой продукции СГП-02 представляет собой счетное устройство, используемое для подсчета продукции (чушек). Предложенное устройство обеспечивает подсчет импульсов, которые поступают от датчика температуры TW7000 поз. 86. Датчик температуры TW7000 проводами соединен со счетчиком готовой продукции СГП-02 поз. 93.
Устройство для подсчета количества отлитых чушек позволяет каждой бригаде плавильщиков узнать количество отлитых чушек за смену.
Работа карусели происходит следующим образом.
В плавильной печи 61 плавится металл и перед его разливкой в изложницы 19 берется проба на химический анализ. Перед сливом жидкого металла в изложницы 19 карусели их нагревают и красят противопригарной краской. Изложницы 19 нагревают до 220÷250°С двумя газовыми десяти смесительными инжекционными горелками 69 среднего давления. Заливщик металла включает подачу природного газа в две инжекционные горелки 69 и зажигает факелы, далее включает привод вращения карусели. Для прогрева изложниц 19 и удаления влаги из них достаточно 2-3 оборота карусели. Краску готовят и заливают в бачок 64 для краски. Покраску производят трех секционным пульверизатором 63, установленным около карусели на штативе 65. Заливщик открывает кран 66 подачи сжатого воздуха, при этом струя сжатого воздуха инжектирует краску и распыляет ее на внутреннюю поверхность изложниц 19. Карусель вращается, изложницы 19 подходят к устройству для контроля нагрева изложниц перед заливкой их расплавленным металлом, на электронном табло отображается температура. Если температура изложниц на электронном табло 89 находится в пределах 220÷250°С, открывается леточное отверстие плавильной печи 61, металл течет по желобу 60, наполняя поочередно находящиеся в секторах карусели изложницы 19. Заливщик должен отрегулировать истечение жидкого металла из плавильной печи 61 леточной пикой и включить вентиляторы 90.
Пройдя два сектора карусели жидкий металл, находящийся в изложницах 19, кристаллизуется и, когда, изложницы 19, находящиеся в обойме 18 подходят к направляющей 22, два ролика 21 начинают скользить по направляющей 22. Пройдя 1800 мм по направляющей 22, обойма 18 попадает в зону действия ударного механизма. Оператор (выбивальщик чушек) со своего рабочего места нажимает на педаль 42, при этом в пневмоцилиндр 40 подается сжатый воздух, шток 41 движется вверх происходит резкий удар бойка о днище обоймы 18, при этом устраняется «привар». Далее изложницы подходят к устройству для подсчета количества отлитых чушек 28, чушки подсчитываются. При этом по мере продвижения обойм 18 с изложницами 19 к механизированному устройству для извлечения чушек 28 из изложниц 19, чушки 28 в середине направляющей 22 имеют наклон к горизонту 45÷46°. Выбивальщик литья подводит шток 25 с захватом 24 пневмоцилиндра 26 к П-образному кронштейну- ползуну 20, захватывает П-образный кронштейн-ползун 20 за ролик 23 и, далее, поворачивает обойму 18 с пятью изложницами 19 и пятью чушками 28 в них вокруг четырех шарниров 27 на 90°. В конце поворота П образный кронштейн-ползун 20 ударяется об упор 33, чушки 28 из изложниц 19 падают на пластинчатый конвейер 32, который транспортирует их к месту сборки и увязки в транспортные технологические пакеты (стопки). Чтобы чушки 28 не падали с пластинчатого конвейера 32, по бокам его на длине 3 метра установлены ограничители 34 фиг. 2, 4. Транспортные технологические пакеты маркируются в соответствии с ГОСТ.
Предложенная конструкция карусельной машины для отливки чушек отличается простотой, небольшим расходом электрической энергии, большой производительностью, плавностью вращения и позволяет механизировать трудоемкие операции при подготовке ее к работе и в процессе работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2416484C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2011 |
|
RU2445186C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
Изобретение относится к металлургии. Для нагрева изложниц карусельная машина снабжена двумя газовыми двухрядными инжекционными горелками среднего давления с десятью единичными смесителями. Горелки расположены одна (69) – на стальной стойке около карусели, другая (70) – на кронштейне под изложницами. Противопригарную краску на изложницы наносят трехсекционным пульверизатором (63), установленным на штативе. Охлаждают изложницы десятью осевыми вентиляторами, расположенными на кронштейне сбоку залитых изложниц, при этом пять вентиляторов наклонены под углом 40°, а пять – под углом 50° к верхней плоскости изложниц. Устройство для извлечения чушек (28) из изложниц содержит пневмоцилиндр (26) со штоком (25) с захватом (24) на конце. Пневмоцилиндр размещен на неподвижно закрепленной стальной опоре. Устройство контроля нагрева состоит из датчика температуры, закрепленного на кронштейне штатива, и электронного табло, показывающего температуру изложниц. Устройство подсчета чушек состоит из датчика температуры, закрепленного на штативе, и счетчика готовой продукции, установленного на подставке. Обеспечивается простота конструкции, небольшой расход электрической энергии, высокая производительность. 4 з.п. ф-лы, 8 ил.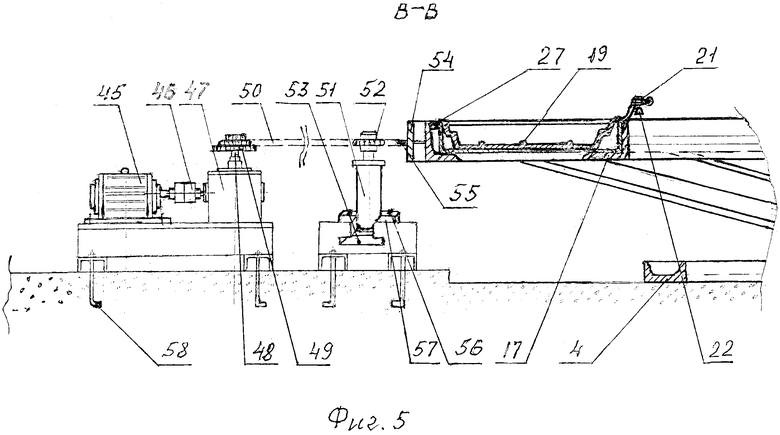
1. Карусельная машина для отливки чушек, содержащая карусель с установленными на ней изложницами, опорно-поворотное устройство с приводом вращения карусели, расположенным около карусельной машины, устройство для нанесения противопригарной краски на изложницы, устройство для охлаждения изложниц в процессе работы и механизированное устройство для извлечения чушек из изложниц, отличающаяся тем, что она снабжена устройством для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из одной газовой инжекционной горелки среднего давления с десятью единичными смесителями, расположенной под изложницами, и одной газовой инжекционной горелки среднего давления с десятью единичными смесителями, расположенной около карусели на стальной стойке, привод вращения карусели расположен около карусели, размещен на двух стальных основаниях и состоит из электродвигателя, муфты, червячного редуктора, выходной вал которого имеет три насаженные на него неподвижно звездочки, приводной цепи и двух направляющих опор со звездочками, перемещающихся в направляющих, и стального обода с зубцами, приваренного к карусели, устройства для нанесения противопригарной краски на изложницы, состоящего из трехсекционного пульверизатора с бачком для краски, установленного на штативе, крана управления и подводящего сжатый воздух гибкого шланга, устройства для охлаждения изложниц в процессе работы, состоящего из десяти осевых вентиляторов, расположенных на стойках - кронштейнах сбоку залитых изложниц, при этом пять из них наклонены под углом 40°, а пять – под углом 50° к верхней плоскости изложниц, ударного механизма, размещенного под карусельной машиной и состоящего из кронштейна, приваренного к стальной опоре, пневмоцилиндра со штоком, устройства для извлечения чушек из изложниц, включающего опрокидывающий пневмоцилиндр со штоком, на конце которого выполнен захват, причем пневмоцилиндр размещен на стальной опоре, с возможностью качания, а сама стальная опора неподвижно закреплена на плите, установленной на четырех опорах, при этом она также снабжена устройством для контроля нагрева изложниц перед заливкой их расплавленным металлом, состоящим из датчика температуры, закрепленного на кронштейне штатива, и электронного табло, показывающего температуру изложниц перед заливкой их расплавленным металлом, и устройством для подсчета количества отлитых чушек, состоящим из датчика температуры, закрепленного на штативе, и счетчика готовой продукции, установленного на подставке.
2. Карусельная машина по п. 1, отличающаяся тем, что она выполнена с возможностью извлечения одновременно пяти чушек, находящихся в одной обойме.
3. Карусельная машина по п. 1, отличающаяся тем, что каждая направляющая опора со звездочками выполнена в нижней части в виде Т-образного ползуна, скользящего в направляющей, а в средней части имеет два приваренных ползуна.
4. Карусельная машина по п. 1, отличающаяся тем, что смесители, литой стабилизирующий пламя туннель газовой инжекционной горелки среднего давления с десятью единичными изготовлены из жаростойкого чугуна ЧХ28.
5. Карусельная машина по п. 1, отличающаяся тем, что огнеупорная набивная масса для набивки пространства между смесителями газовой инжекционной горелки среднего давления с десятью единичными имеет состав, %:
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| Прибор для испытания плотности запрессовки золотниковых втулок | 1937 |
|
SU54543A1 |
| Устройство для установки верхнего валка прокатной клети | 1987 |
|
SU1444002A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 1972 |
|
SU426745A1 |
| Карусельная кокильная машина | 1988 |
|
SU1622079A1 |

