(Л
ts3
СО tsD
Изобретение относится к машиностроению, в частности к ремонтному производству и может быть использовано нри ремонте карданных передач тракторов.
Целью изобретения является расширение технологических возможностей нутем обеспечения выпрессовки резиновых втулок.
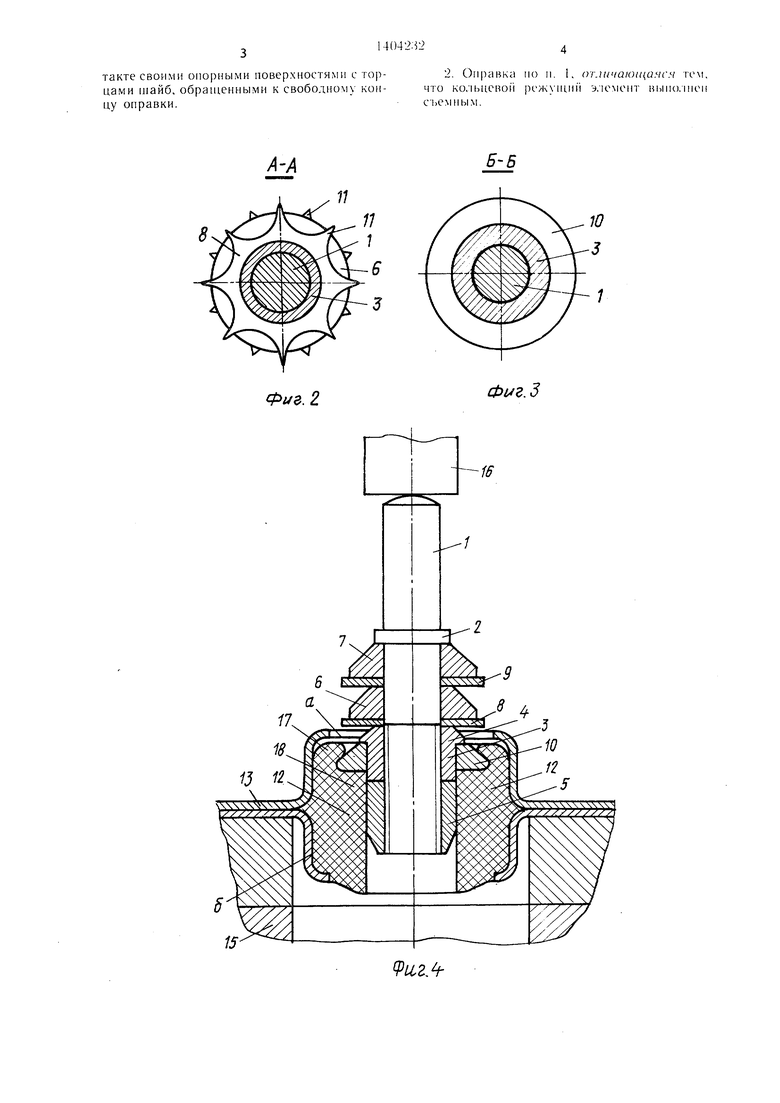
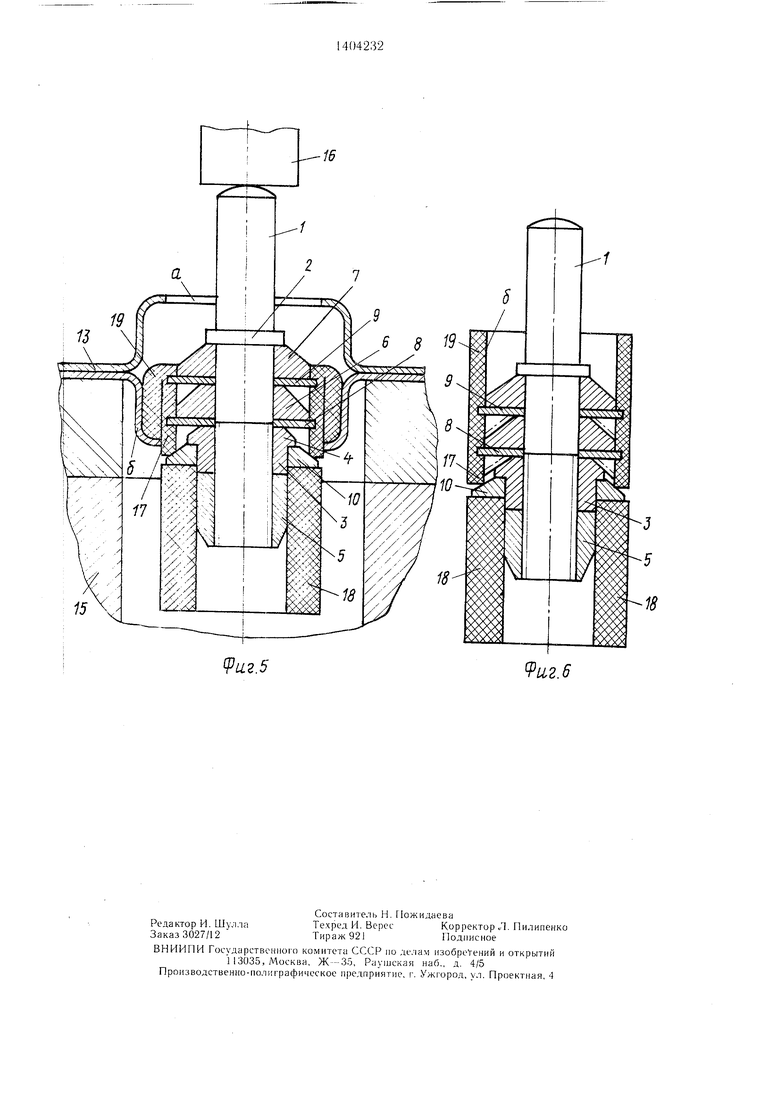
На фиг. 1 изображена оправка, сечение; на фиг. 2 -- разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - начальный мо.мент выпрессовки; на фиг. 5 - конечный момент выпрессовки; на фиг. 6 - момент после выпрессовки.
Оправка выполнена в виде стержня 1 с буртиком 2 и резьбовым концом, на который навинчены гайка 3 с буртиком 4 и контргайка 5, образующие центрируюа 1ий выступ, который поджимает опорпые кольцевые элементы 6 и 7 и упругие 1пайбы 8 и 9, образующие рабочие выступы, к буртику 2. На гайке 3 установлен съемный кольцевой ре- жущий элемент, выполненный в виде диска 10. Но наружному диаметру упругих найб 8 и 9 нарезаны зубья 1 1. Упругие шайбы 8 и 9 установлены таким образом, что зубья одной шайбы расположены против впадип другой, причем упругие шайбы 8 и 9 могут изгибаться в сторону гаек 3 и 5, и не могут изгибаться в противоположную сторону, упираясь в торцы опорных кольцевых элементов 6 и 7.
U-,п
Наружный диаметр режущего диска 10
больше наружного диаметра опорных кольцевых элементов 6 и 7 на величину, примерно равную разности наружного диаметра вы- гтрессовываемой втулки 12 и наружного диаметра диска 10. Вершины зубьев I I шайб 8 и 9 расположены на диаметре, превышающем наружный диаметр кольцевых элементов 6 и 7, но меньшем по сравнению с наружным диаметром диска 10.
Оправка работает следуюши.м образом. Головку кардана 13 устанавливают на опору 14, размешенную на столе 15, например, гидравлического пресса. Оправку режу- шим диском 10 устанавливают на резиновую втулку 12, находящуюся в гнезде головки кардана 13, предварительно вставив в отверстие втулки центрирующий выступ оправки, т. е. гайки 3 и 5 (фиг. 1). Включают в работу гидроцилиндр 16 пресса и под действием гидроцилиндра 16 на стержень 1 оправка движется вниз (фиг. 4). В начале дви- жения режущий дис к 10 за счет упругости резины вминает в торец втулки 12, а верхние слои 17 резины у торца втулки 12 поворачиваются в сторону оправки и входят частично в кольцевой зазор между режуш,им диском 10 и шайбой 8. При последующем дви- жении оправки под действием диска 10 начинает срезаться кольцевая внутренняя часть 18 втулки 12, при этом зубья 11 шайбы 8 встречаются с зашедшими в зазор между диском 10 и шайбой 8 верхними слоями 17 резины, захватывают их, внедряясь в резину, и увлекают вниз. Затем с наружной отрезаемой кольцевой частью 19 встречаются зубья шайбы 9 (фиг. 5), захватывают ее, внедряясь в резину, и вместе с шайбой 8 увлекают наружную кольцевую часть 19 вниз, выворачивая ее. При этом упругие 8 и 9 упираются в торцы соответствующих опорных кольцевых элементов 6 и 7, а диск 10 упирается в торец 4 гайки 3.
За счет того, что наружный диаметр опорных элементов 6 и 7 MeHbnje наружного диа- .метра диска 10 часть 19 свободно проходит в кольцевой зазор между упругими элементами 6 и 7 и отверстием а (нижним) гнезда головки кардана 13. В процессе выпрессовки оправка направляется по оси втулки 12 за счет центрирования ее гайка.ми 3 и 5, входя шими в отверстие втулки 12, что исключает значительные радиальные смещения оправки из-за возможной неравномерности срезания внутренней части 18 по диаметру. По окончании выпрессовки втулка 12 оказывается разделенной на две части: внутреннюю 18 (фиг. 6), находящуюся на гайках 3 и 5, и наружную 19, сидящую на зубьях 1 I упругих щайб 8 и 9, причем поверхность б, соприкасавшаяся с поверхностью гнезда обоймы 13 (фиг. 4 и 5) до выпрессовки, становится обрашенной вовнутрь после выпрессовки (фиг. 6). После выпрессовки снимают части 19 и 18с оправки, для чего переме- 1цают часть 19 вдоль оси оправки в сторону гаек 3 и 5, при этом упругие шайбы 8 и 9 изгибаются (фиг. 6, штрихпунктирные линии) также в сторону гаек 3 и 5, не препятствуя этому перемешению. Одновременно под действием части 19 сни.маются с гаек 3 и 5 диск 10 и кольцевая часть 18.
Оправка в зависимости от условий выпрессовки может иметь одну, две или более пружинящих шайб (соответственно столько же и упорных кольцевых элементов).
Формула изобретения
1. Оправка для выпрессовки деталей типа втулок, выполненная в виде стержня с кольцевыми рабочими выступами на боковой поверхности, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения выпрессовки резиновых втулок, она снабжена расположенным на рабочем конце оправки центрирующим выступом и кольцевым режущим элементом, выполненным в виде диска с кольцевой режущей кромкой и установленным между центрирующим выступом и рабочим выступами, а последние выполнены в виде упругих шайб с зубьями на наружной боковой поверхности и промежуточных опорных элементов, расположенных между упругими шайбами в контакте своими опорными поверхностями с торцами шайб, обращенными к свободному концу оправки.
2. Оправка по п. 1, (r/:iu /aioii{a.4C.4 том, что ко.чьцевой режунип элемент вьпю.шен С ьемпым.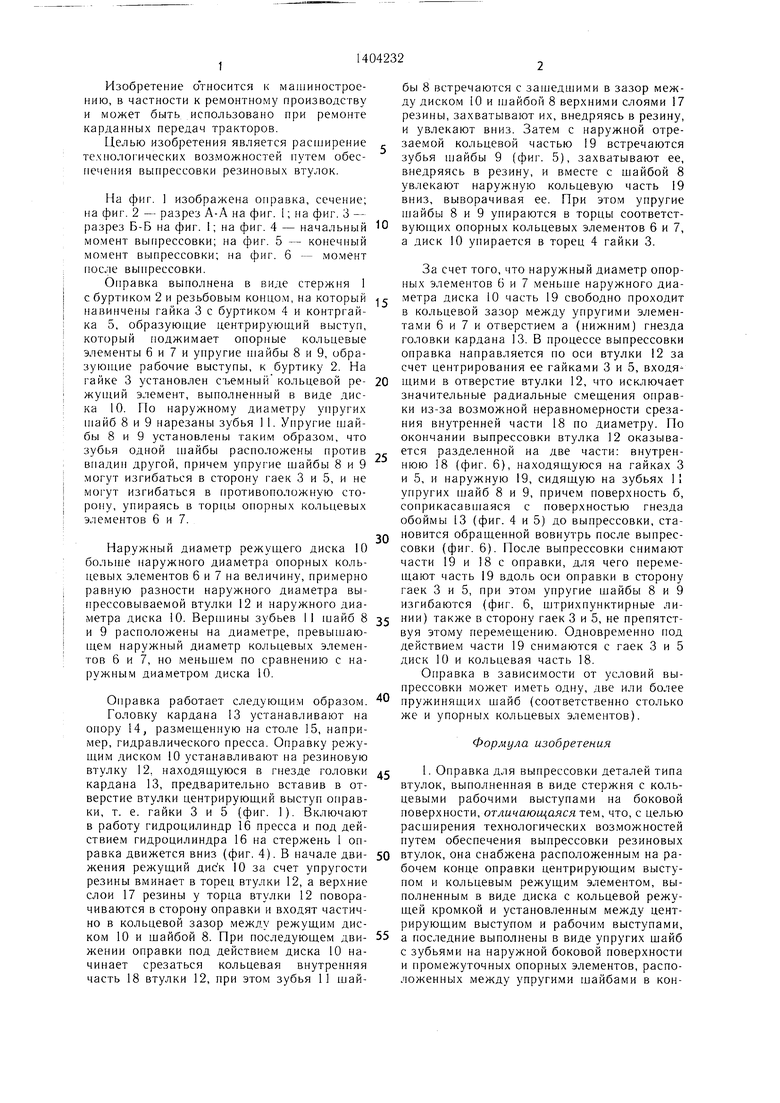
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕСНАЯ ПАРА МАЛОГАБАРИТНОГО РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2188766C2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| Устройство для прессования трубчатых изделий из порошка | 1986 |
|
SU1342595A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 1990 |
|
RU2010686C1 |
| Устройство Дундича В.И. для демонтажа деталей типа втулок больших диаметров | 1990 |
|
SU1738586A1 |
| Комплект унифицированных стоечно-корпусных принудительно-микровибрационных приводов модельных сборок со сменными почвообрабатывающими дисковыми орудиями и рабочими частями "ВИКОСТ" | 2016 |
|
RU2654869C1 |
| ЛЮЛЕЧНО-РАМНЫЙ ПОВОДОК | 1998 |
|
RU2136529C1 |
Изобретение относится к сборочному производству, в частности к оправкам для выпрессовки деталей типа втулок. Цель - расширение технологических возможностей путем обеспечения выпрессовки резиновых втулок. Для этого оправка содержит центрируюпщй выступ, образованный гайками 3 и 5, который при BbHipeccoBKC устанав. швают в отверстие выпрессонываемоГ резиновой втулки (В) 12. Г абочие выступы ()ii|iaisKH образованы упругими П1айбамп 8, 9 и опорными кольцевыми з.чементами 6, 7. Па оправке имеется кольцевой съемньп режущий элемент в виде диска 10, который нри рабочем ходе онравки срезает кольцевую внутреннюю часть В 12. При иос.:1едуюн1ем пере- ме1непии оправки с В 12 1юследовател1,п() взаимодействуют упругие П1айбы 8, 9, которые внедряются в наружную поверхность среза В 12, увлекают ее вню и выворачивают. Происходит вынрессовка В 12 из 1 незда. Оправка позволяет выпрессовывать резпно- вые В 12 из гнезд без нрименепия ручноГ; доочистки гнезда. 1 з. п. ф-. 1Ы, 6 и.ч. со
А-А
фие.2
15
5-5
.З
16
9аг,
15
VLL2.5
9u,2.6
| СЪЕМНИК ПОДШИПНИКА КАЧЕНИЯ | 0 |
|
SU347154A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
