(Л
4:
Oi
;о
Изобретение относится к строительной индустрии и может быть использовано на заводах сборного железобетона.
Целью изобретения является снижение трудозатрат и повышение производительности.
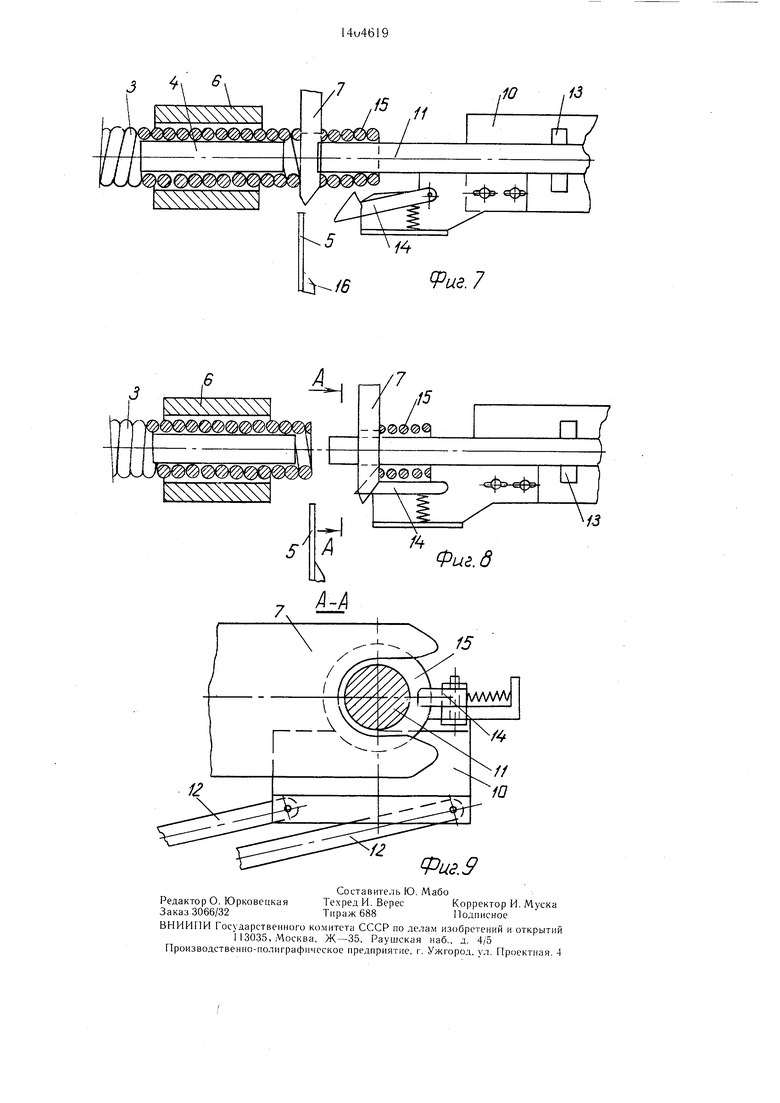
На фиг. 1 показано надевание навиваемой спирали на арматурный стержень непосредственно с оправки; на фиг. 2 - отрезание от спирали спиральной втулки; на фиг. 3 - перемещение спиральной втулки по арматурному стержню до заданного положения для последующего обжатия; на фиг. 4 - устройство в положении укладки очередного стержня на стеллаж, план; на фиг. 5 - положение надевания навиваемой спирали с оправки на арматурный стержень на фиг. 6 - положение отрезания от спирали спиральной втулки; на фиг. 7 - положение ввода захвата в зазор между отрезанной втулкой и остальной- спиралью; на фиг. 8 - положение перемещения спиральной втулки захватом до проектного положения; на фиг. 9 - сечение А-А на фиг. 8.
На станине 1 закреплены два установлен ных зеркально друг другу механизма 2 навивки и разрезания спирали 3, каждый из которых содержит оправку 4 и дисковую пилу 5. Концы оправок 4 размещены во втулках 6, закрепленных на станине 1. Внутренний диаметр втулки 6 обеспечивает ходовое размещение наружного диаметра спирали 3. Втулка 6 снабжена приводным зажимом спирали (условно не показан).
У каждого механизма навивки напротив дисковой пилы 5 размещен подвижный в плоскости, перпендикулярной оправке 4, вилочный захват 7, установленный на каретке 8, подвижной по направляющим 9, закрепленным на станине 1 и параллельным оправке 4. (Приводы вилочного захвата 7 и каретки 8 условно не показаны). Стеллаж 10 для фиксации арматурного стержня 11 смонтирован на поворотных кронщтейнах 12, связывающих стеллаж 10 со станиной 1 (условно не показано).
Стеллаж 10 снабжен фиксаторами 13 арматурного стержня и фиксаторами 14 спиральных втулок 15. На дисковой пиле 5 смонтирована конусная щайба 16.
В процессе работы на стеллаж 10 подают очередной арматурный стержень 11, где фиксируют его фиксаторами 13 соосно с оправками 4. Затем навиваемую спираль 3 в процессе навивки на оправку 4 через втулку 6 подают в направлении стержня 11
и надевают на него. Затем дисковой пилой 5 в зазоре между торцами оправки 4 и стержня 11 от спирали 3 отрезают спиральную втулку 15. При этом дополнительная конус- , ная щайба 16, которой снабжена дисковая пила 5, расщиряет зазор между спиралью 3 и спиральной втулкой 15. Далее в зазор между спиралью 3 и спиральной втулкой 15 вводят вилочный захват 7, а дисковую пилу 5 из зазора выводят. Вилочным захватом 7
спиральную втулку 15 перемещают в проектное положение но арматурному стержню 11, где фиксируют ее фиксатором 14. Арматурный стержень 1 с установленными на нем спиральными втулками 15 пере5 мещают в механизмы обжатия (не показаны) .
Предложенные способ и устройство обеспечивают полную автоматизацию процесса выполнения анкеров на арматурных стержнях.
0
Формула изобретения
1.Способ образования анкеров на ар- 5 матурных стержнях, включающий изготовление спирали из проволоки на оправке, разрезание ее на спиральные втулки, надевание втулок на арматурные стержни и обжатие втулок, отличающийся тем, что, с целью снижения трудозатрат и повыще0 ния производительности, спираль надевают непосредственно с оправки на арматурный стержень, установленный соосно с оправкой с зазором, после чего в месте зазора обрезают спиральную втулку и перемещают последнюю по арматурному стержню в проектное положение, после чего производят обжатие втулки.
2.Устройство для образования анкеров на арматурных стержнях, включающее станину, установленные на станине .механиз0 мы навивки и обрезания спирали, каждый из которых имеет оправку и отрезное устройство, отличающееся тем, что устройство снабжено втулкой, направляющими, смонтированными параллельно втулке, приводC ными каретками с захватами, размещенными на направляющих, при этом конец каждой оправки размещен во втулке, внутренний диаметр которой больще наружного диаметра спирали, а каждый захват смонтирован на каретке с возможностью пере0 мещения в плоскости, перпендикулярной оси оправки.
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Анкер и способ его изготовления | 1989 |
|
SU1620564A1 |
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
| Способ изготовления фильтрующего элемента | 1990 |
|
SU1820849A3 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| Фиксатор для арматурных каркасов и способ его изготовления | 1978 |
|
SU768912A1 |
| Способ монтажа криволинейных бетонных конструкций в грунте и устройство для его осуществления | 1979 |
|
SU863769A1 |
| Анкер для композиционного арматурного элемента | 2016 |
|
RU2639337C1 |
| Напорный турбинный трубопровод и способ его изготовления | 1980 |
|
SU949060A1 |
| Устройство для навивки проволоки | 1988 |
|
SU1523235A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |

Изобретение относится к строительству и нрименяется в производстве сборного железобетона. Целью изобретения является снижение трудозатрат и новьинение производительности. Спираль изготавливают из проволоки на оправке, затем надевают непосредственно с оправки на арматурный стержень, установленный соосно с оправкой, имеющей зазор. После этого в .месте зазора обрезают спиральную втулку и перемещают последнюю по ар.матурному стержню в проектное положение, после чего производят обжатие втулки. Устройство для осуществления способа содержит установленные на станине I стеллаж 10 для арматурны.х стержней И, два ме.ханизма 2 навивки снира.чей, две дисковые пилы 5 и два ви.чочных захвата 7 для перемещения отрезанных спиральных втулок на заданные места армату1)но1Ч) стержня И. 2 с. п. ф-лы, 9 ил. (Р
16 /4
.6
j 1
J
/J
/4
0w.
лг
г5
| Шашин А | |||
| Ф | |||
| и др | |||
| Изготовление и применение виты.х анкеров | |||
| - Бетон и железобетон, 1977, № 6, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| .Авторское свидетельство СССР ,М 1069914, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
