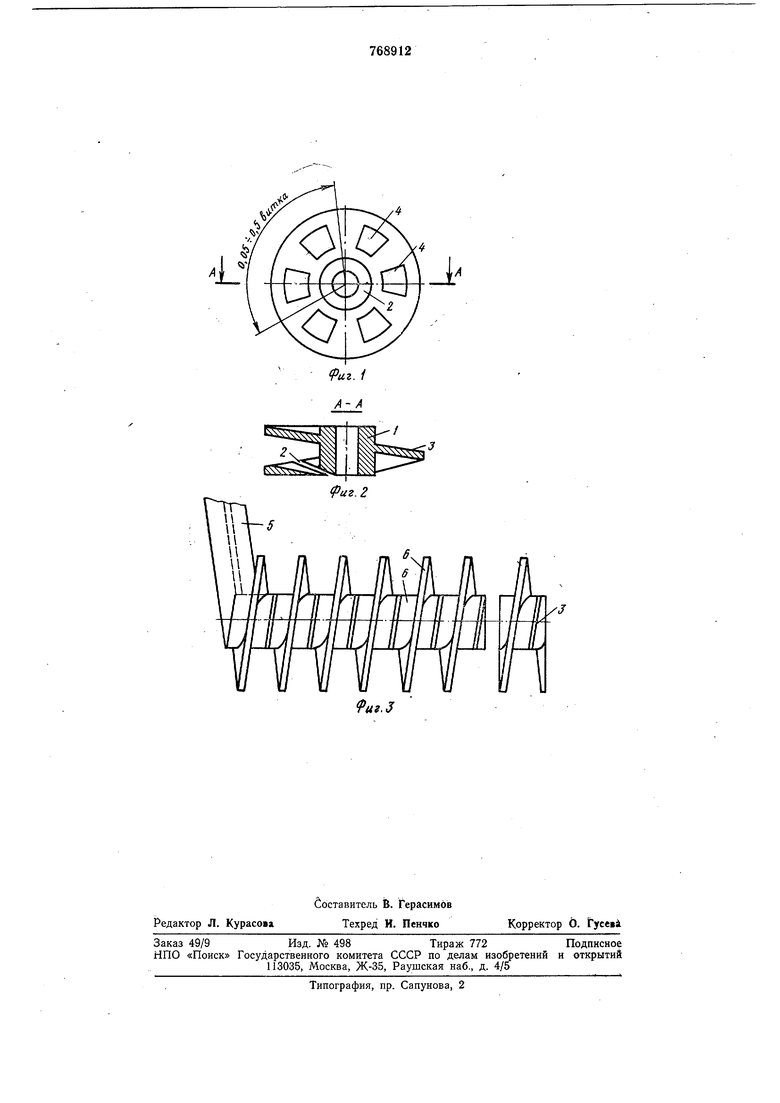
насадкой, навивочно.е устройство с цилиндрической оправкой и отрезное приспособление. Подаваемая экструдером в пластичном состоянии полимерная масса проходит через насадку и приобретает форму заготовки ,5 Т-образного поперечного сечения, навиваемую по спирали 6 на цилиндрическую оправку.
Посл,е охлаждения спираль 6 проходит через отрезное приспособление, где разрезается на отрезки, равные шагу спирали.
Для фиксации арматурных каркасов в форме при изготовлении железобетонных изделий производят установку фиксаторов в необходимых м.естах каркаса. Для этого раздвигают прорезь 2 втулки 1 до размера, обеспечивающего прохождение через него арматуры, после чего фиксатор заводят сбоку на арматуру. После установки фиксатора за счет упругости его материала прорезь 2 смыка.ется и тем самым обеспечивается надежность закрепления фиксатора на арматуре.
Фиксатор может быть установлен также на арматуре, диаметр которой больше диаметра центрального отверстия втулки 1. При этом после установки фиксатора прорезь 3 не смыка.ется, а надежность закрепления фиксатора обеспечивается за счет упругого обжатия арматуры.
Фиксатор благодаря замкнутой конструкции витка спирали (втулки и выступа) и обращенной широкой ее частью к внутреннему диаметру, обеспечивает надежную фиксацию арматурных стержней, ибо последние имеют большую площадь опирания на поверхность внутреннего диаметра фиксатора и ликвидирована возможность выйти из зацепления в связи с замкнутостью витка спирали за счет перехлеста его концов.
Способ непрерывного изготовления фиксаторов в автоматическом режиме с предварительной навивкой заготовки в спираль и ее последующей разрезки на отдельные отрезки обеспечивает высокую производительность, снижение трудозатрат на единицу продукции, ликвидирует потр.ебность в пресс-формах и создает экономическую эффективность.
Использование изобретения позволит повысить производительность труда и надежность закрепления фиксаторов на арматуре.
Формула изобретения
1.Фиксатор для арматурных каркасов, включающий втулку с прорезью и охватывающим ее выступом, имеющим сквозные
отверстия, отличающийся тем, что, с целью повышения надежности закрепления на арматуре, выступ и прорезь втулки выполнены винтовыми.
2.Способ изготовления фиксатора по п. 1, включающий формование его из находящейся в пластичном состоянии полимерной массы, отличающийся тем, что сначала формуют заготовку с Т-образным поперечным сечени.ем, затем навивают ее по
спирали на цилиндрическую оправку, а после твердения полимерного материала отрезают от заготовки отрезок, равный шагу спирали.
Источники. информации,
принятые во внимание при экспертизе
1.Патент Франции 4Ь 2080874, Е 04С 5/00, опублик. 1971.
2.Патент Великобритании № 1372624, кл. Е 1W, опублик. 1974.
3. Патент Швейцарии№ 521493, кл. Е04С 5/16, опублик. 1972.
.f«:
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
| Фиксатор арматурных каркасов | 1982 |
|
SU1112104A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| Способ образования анкеров на арматурных стержнях и устройство для его осуществления | 1986 |
|
SU1404619A1 |
| Арматурный каркас железобетонной трубы | 1976 |
|
SU642448A1 |