Изобретение относится к высокопроизводительным автоматам для переработки термопластических масс методом литья под давлением.
Основными недостатками известных термопластавтоматов такого типа являются недостаточная производительность и сложность конструкции автомата, а также трудность его обслуживания.
Увеличение быстроходности таких автоматов ограничивается трудностями создания соответствующей конструкции привода. Известные гидравлические, гидромеханические и механические схемы приводов не обеспечивают требуемой быстроходности этих автоматов из-за большого количества электроаппаратуры, работающей в цикле под больщой нагрузкой, резкого увеличения производительности насосов и потребности электродвигателей большой мощности.
Предлагаемый быстроходный термопластавтомат не имеет указанных недостатков и состоит из станины, на которой смонтированы узлы инжекции, смыкания и разъема литьевых форм, привод и силовой командный механизм.
Силовой командный механизм состоит из системы свободно посаженных на общей оси шестерен, входящих в зацепление друг с другом с периодическим повторением цикла. Соединение шестерен друг с другом достигается путем применения упоров, расположенных на торцовых поверхностях шестерен. Упоры смещены по отнощению друг к другу на некоторый угол. Силовой командный механизм последовательно вклк, чает узлы смыкания, разъема форм и инжекции автомата посредством крутящего момента на соответствующие кинематические цепи.
Последовательность включения достигается путем применения на шестернях силового механизма секторов, свободных от зубьев, причем секторы, расположенные на противоположных торцовых сторонах шестерен, выполнены на части длины зуба и смещены по отношению друг к другу.
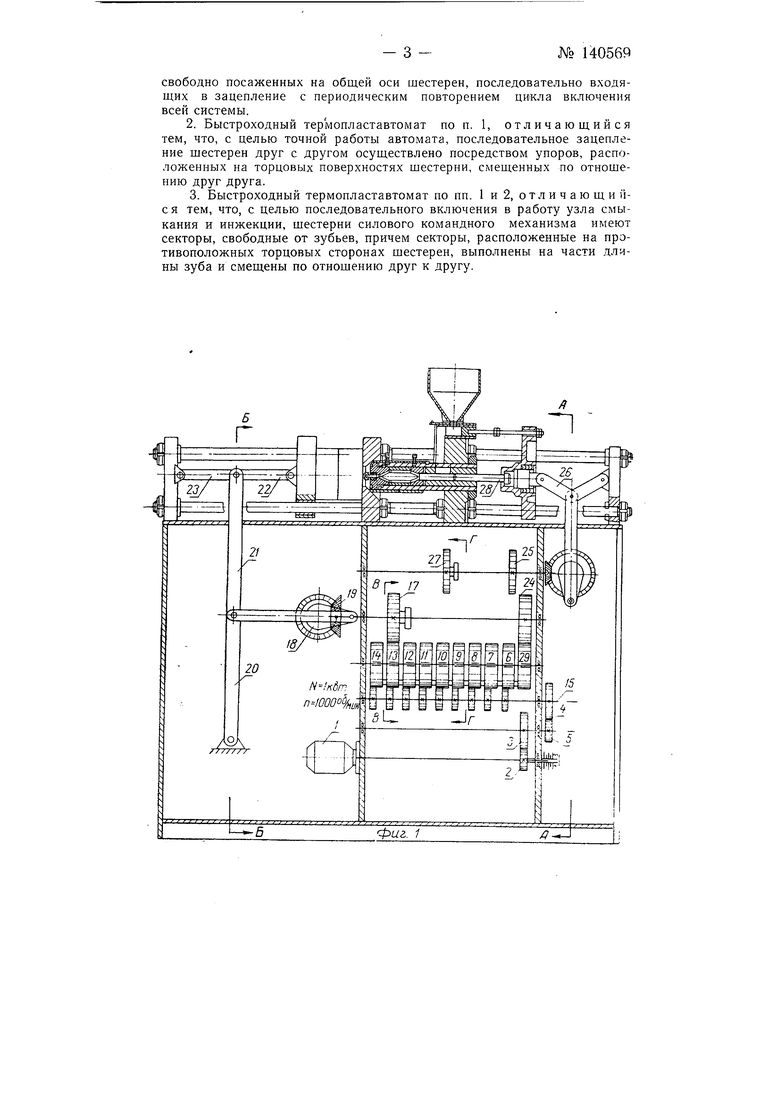
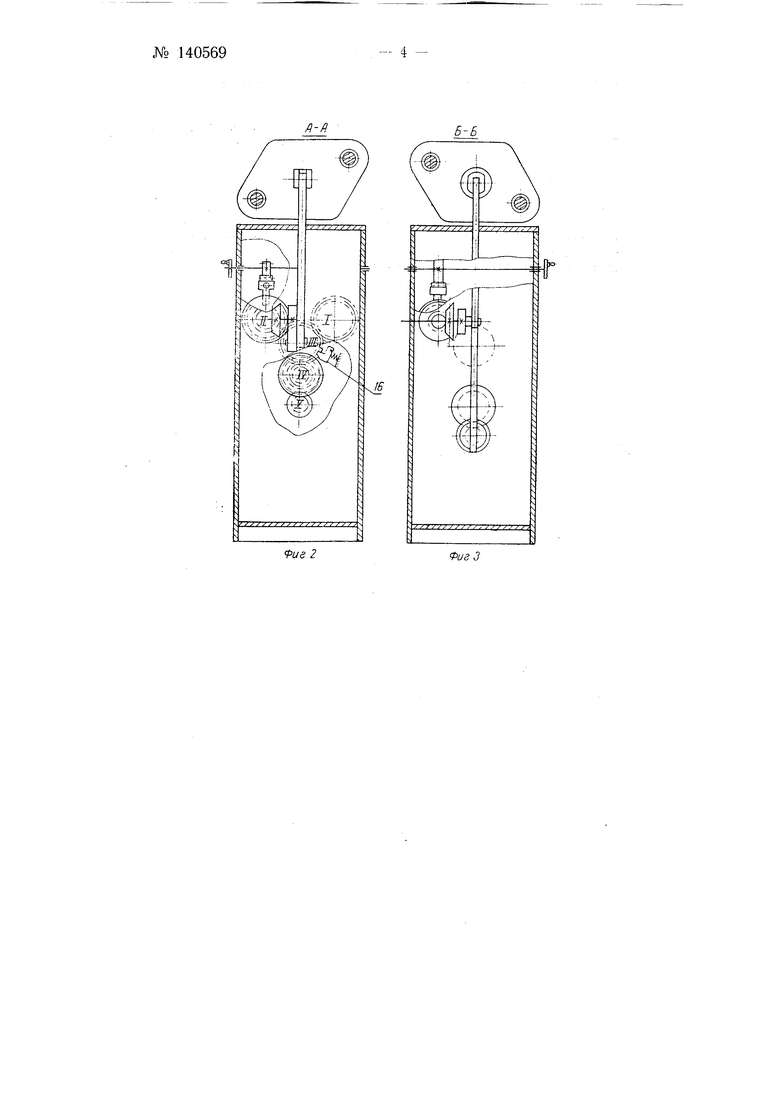
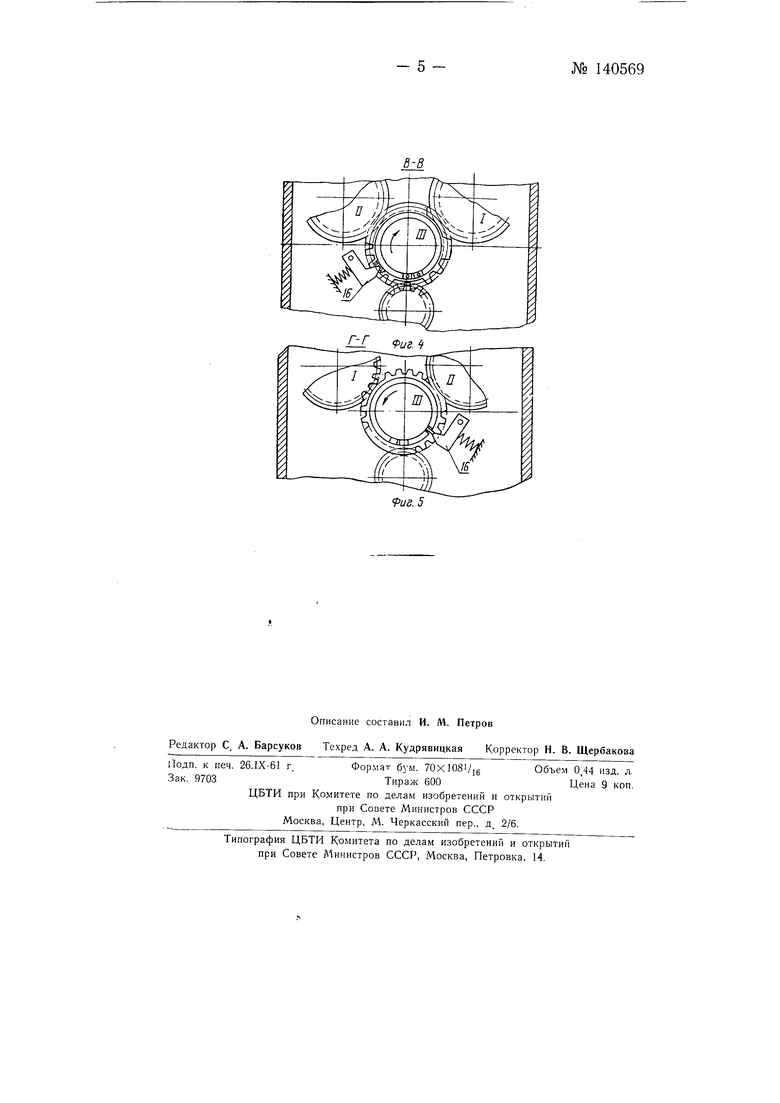
JSfs 140569- 2 На фиг. 1 изображена принципиальная схема автомата; на фиг. 2-раз1рез по линии А-А на фиг. 1; на фиг. 3 - разрез по лииии Б-Б на фиг. 1; на фиг. 4 - разрез ло линии В-В на фиг. 1; на фиг- 5 - разрез по линии Г-Г на фиг. 1.
От мотора / через пару шестерен 2, 3 и сменные шестерни 4, 5 получают врашение девять малых шестерен , которые имеют по четыре срезанных зуба. В исходном положении все шестерни вала 15 вращаются, но не передают враш,ения шестерням 6-14, так как они находятся против вырезанных зубьев их (см. разрез но В-В). Каждая из шестерен 6-М имеет с обоих торцов по упору.
Вырезанные зубья шестерни 6 смещены по отношению к срезанным зубьям шестерен 7-14.
Поэтому при пуске шестерня 6 делает целый оборот и, прежде чем стать сектором с вырезанными зубьями против , соответствующей oic; стерни 7-14, своим упором она доходит до упора шестерни 7 и вводит ее в зацепление с шестерней вала 15.
Далее шестерня 7, совершив один оборот, своим упором вводит в зацепление шестерню 8, а сама останавливается сектором с вырезанными зубьями против своей ведущей шестерни и фиксируется соответствующей собачкой 16. Таким же образом все остальные шестерни, совершив один оборот, вводят следующую шестерню в зацепление и сами останавливаются. Причем каждая предыдущая шестерня, прежде .м своим упором ввести в зацепление последующую шестерню, поднимаем фиксирующую ее собачку 16. Затем собачка держится в приподнятом положении до тех нор, нока шестерня не сделает целый оборот. В зависимости от того, с какой шестерней будет зацеплена подвижная шестерня 17, будет происходить выдержка времени смыкания литьевых форм. За один оборот шестерни 17 совершает один оборот кулиса 18 (через коническую пару шестерен 19), складывающая и выпрямляющая рычаги 20, 21 и 22, 23. Складывание указанных рычагов соответствует раскрытию литейных форм, выпрямление - смыканию.
Один оборот шестерни 17 соответствует раскрытию и смыканию форм. Как только Происходит смыкание, шестерня 24 провернет щестерню 29, которая вводит в зацепление шестерню 6, и шестерня 17 снова получит вращение, после того как все предыдущие шестерни 6-14 совершат, последовательно каждая, свой один оборот. По циклу, сейчас же после смыкания форм, должен произойти впрыск материала в форму. С этой целью шестерня 25 находится в постоянном зацеплении с шестерней 6. Выпрямление рычагов 26 соответствует впрыску материала и производится за один оборот вала. Выдержка материала под давлением продолжается до тех пор, пока шестерня 27 не сделает свой оборот и материальный плунжер 28 не займет свое исходное положение. Вместе с шестерней 27 совершает оборот шестерня 25, а для того, чтобы она не провернула сцепленную с ней шестерню 6, в ней, как и в других шестернях, срезано четыре зуба (см. фиг. 5). После отвода материального плунжера 28 происходит выдержка времени на остывание изделия до тех пор, пока снова шестерня 17 не сделает оборот и шестерня 24 не включит шестерню 29, что обеспечивает начало нового цикла.
Предметизобретения
1. Быстроходный термопластавтомат для переработки полимерных термопластических материалов, состоящий из станины, узлов инжекцин и смыкания, привода, отличающийся тем, что, с целью повышения производительности, упрощения конструкции и простоты обслуживания,применен силовой командный механизм, выполненный в виде системы
свободно посаженных на общей оси шестерен, последовательно входящих в зацепление с периодическим повторением цикла включения
всей системы.
2. Быстроходный термопластавтомат по п. 1, отличающийся тем, что, с целью точной работы автомата, последовательное зацепление шестерен друг с другом осуществлено посредством упоров, расположенных на торцовых поверхностях шестерни, смещенных по отношению друг друга.
3. Быстроходный термопластавтомат по пп. 1 и 2, отличающи iiся тем, что, с целью последовательного включения в работу узла смыкания и инжекции, щестерни силового командного механизма имеют секторы, свободные от зубьев, причем секторы, расположенные на противоположных торцовых сторонах шестерен, выполнены на части длины зуба и смещены по отношению друг к другу.

| название | год | авторы | номер документа |
|---|---|---|---|
| БЫСТРОХОДНЫЙ ТЕРМОПЛАСТАВТО.МАТ | 1970 |
|
SU287287A1 |
| ТЕРМОПЛАСТАВТОМАТ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1971 |
|
SU291802A1 |
| МЕХАНИЗМ ПОВОРОТА РОТОРА РЕВОЛЬВЕРНОЙ ЛИТЬЕВОЙ МАШИНЫ | 1970 |
|
SU273420A1 |
| МАЯТНИКОВЫЙ ГИДРОВОЛНОВОЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОГО ТОКА | 2012 |
|
RU2615288C2 |
| Шаговый искатель с общим струнным полем | 1940 |
|
SU59038A1 |
| Устройство для съема и выноса отливаемых изделий | 1987 |
|
SU1519908A1 |
| Машина для приготовления мазков на микроскопический анализ, например, из шелковичных бабочек | 1938 |
|
SU65556A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| Полуавтоматический станок для нарезания спиральных зубьев конических шестерен | 1948 |
|
SU86515A1 |
Д-/
Рие 2
Б-Б
Фиг в
9u8. 5
