Известен быстроходный термопластавтомат для 1тереработки термолластичных иолимериых материалов ио авт. св. 140569, имеютш комаидно-смлозоИ механизм, состоя Д1;й из шеетерет, в которых еслъ секторы, свободиые or зубьев для обеспечения олределенного В|ремеяи выстоя механизмов ИНжекцгП и смыка1ния. Однако эюг а-зтомат слсжсН по кснструкиии и не обеспечивает достаточно высоких экоплуатациоииых иоказателей.
Предлагаемый быстроходный термоиласта втомат отличается 07 изве стного , что в командно-силовом механизме применена комбинированная шестерня, имеющая веиец, обеспечив-ающий постоянное зацепление с ведуидей шестерней иривода, tiia боковых поверхностях которой расположены кольца с выстуиа.ми :в виде секторов, входяш.ими в ко:- такт с выборками того же профиля дисков, смонтйрСванных на боКовых поверхностях шестерен механизмов узлов смыкания и иижекции. Благодаря такому усовершеиствоваиию 1ирош,ается коцструкция командно-силового механизма и повышаются экеилуатациоииые показатели термопласта-втомата.
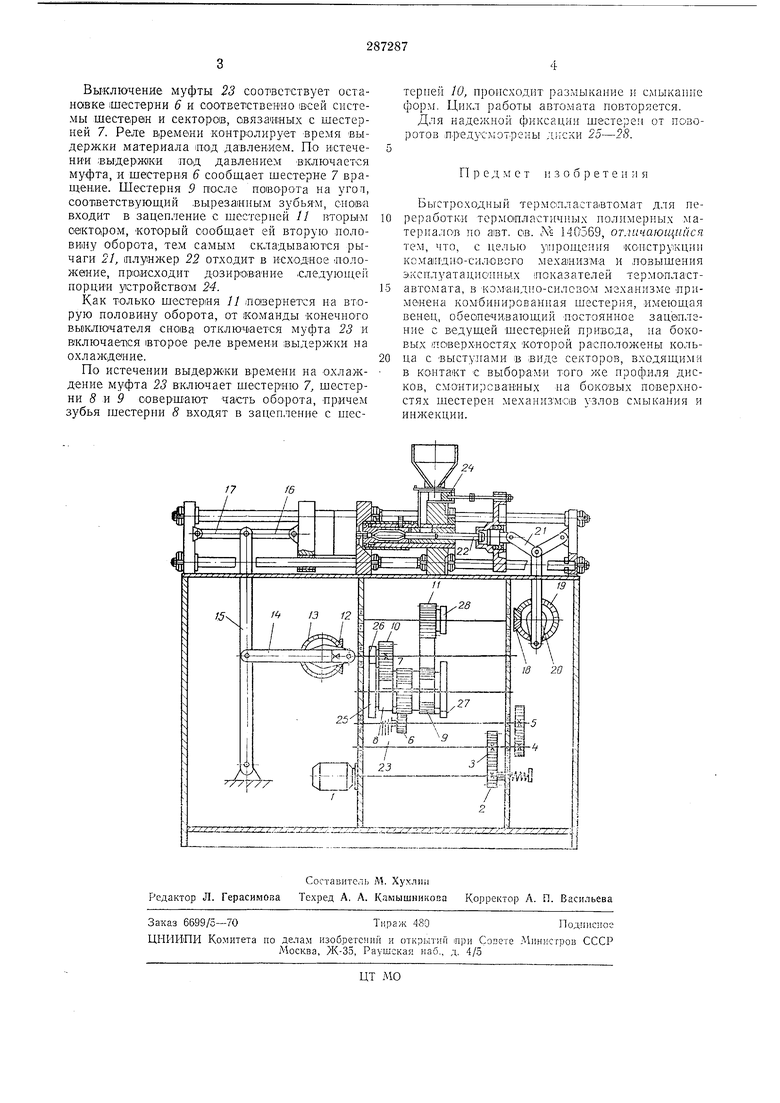
Принципиальная схема предлагаемого автомата показана на чертеже.
с шестерн.ей 7, в которой прикреплены шестерim S и 9 с вырезаииыми зубьями. Вырезанные зубья И1естерин 8 смещены ;по отиОШешпо к срезанным зубьям шеетерн) 9.
Ч;1сло оставленных зубьев на шестернях и 9 соответствует зубьев шестерен }} и //.
Одии оборот шестереи 10 соответствует .раскрытию и смыканию форм, так как через коническую пару 12 проворачивается на целый оооуот кулиса 13, связанная с рычажной снс7гмо1 14-17.
Складывание указанных рычагов соответствует раскрытию форм, выпрямлен-ие - смыкашпо.
По ЦИКЛУ после смыкания форм происходит впрыск материала в форму. Для этого иа шсстерг1е 2 зубья емеш,ены по отношению к зубьям шестерни (S таким образом, что после поворота шестерни 16 на один оборот получает вращение и:естер:ня //, пpИчe I она совершает ПОЛОВИНУ оборота и через коническую иару 18 и 19, кулису 20 выпрямляет рычаги 21ВыпрямлС:тие рычагов соответствует воирыску магсриала, то есть продв)жению материального плунжера 22 Вперед. Вьипря.м-ившлеся рычаги дают команду через электрический комечиьп выключатель на выключение муфты ; реле времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстроходный термопласт-автомат | 1960 |
|
SU140569A1 |
| ТЕРМОПЛАСТАВТОМАТ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1971 |
|
SU291802A1 |
| Универсальное устройство с однокоординатным числовым программным управлением для обработки сферических и плоских матриц и пуансонов с некруглой в плане боковой конической поверхностью | 1977 |
|
SU659293A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| ВСЕСОЮЗНАЯ (ПйГ;;Т|5и-;;7;-;''' '• ••-^=:'|V-' !а^.;Ч | 1971 |
|
SU298391A1 |
| Устройство для перемещения материала | 1987 |
|
SU1447493A1 |
| МЕХАНИЗМ ВЫБОРА ФОРМАТА ДЛЯ УСТРОЙСТВА ВЫДАЧИ ОБТИРОЧНОГО МАТЕРИАЛА | 2005 |
|
RU2350250C2 |
| Устройство для перезаправки мотальной машины | 1980 |
|
SU927704A1 |
| Станок для изготовления шлакобетонных камней и т.п. изделий | 1943 |
|
SU68692A1 |
| Пресс-форма для покрышек пневматических шин | 1979 |
|
SU859189A1 |
