При изготовлении изделий из твердых сплавов методом горячего прессования применяются пресс-формы и вкладыши, которые вытачиваются из целого куска графита. Такой способ изготовления пррсс-форм трудоемок и малопроизводителен.
Отличительной особенностью предлагаемой пресс-формы является то, что ее вкладыши изготовляются из порошкообразного серебристого графита путем прессования при давлении 5-6 т/см. Такой способ изготовления пресс-форм прост, технологичен и позволяет повысить их стойкость.
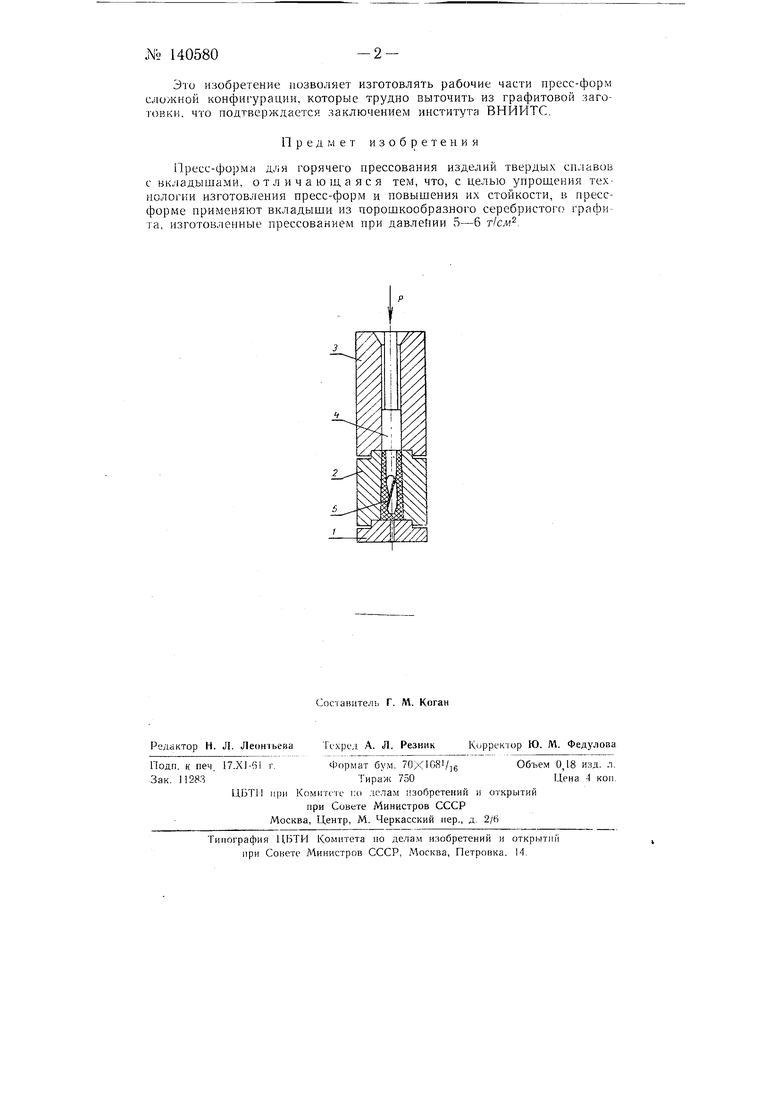
На чертеже показана пресс-форма для (зготовления вкладышей.
Она состоит из основания /, матрицы 2, обоймы . и пуансона 4, рабочая часть которого и.меет форму И размеры того изделия, которое нужно изготовить методом горячего прессования.
Для получения вкладыша 5 в матрицу 2 засыпается навеска порошка серебристого графита и с помошью пуансона 4 осуществляется прессование вкладыша под дазленисл 5-6 т-см. После окончания процесса прессования пуансон 4 извлекается из вкладыша 5 и в образовавшуюся полость засыпается порошок твердого сплава, которьи слегка подпрессовывастся. Подготовленный таки.м образом вкладыш 5 вьшш.шется из матрицы 2 и устанавливается в пресс горячего прессования
Изготовление готового изделия производится обычным методом горячего прессования под давлением 800-1000 кг/см и температуре 1400-1600°. Вкладыши, полученные описпиньи; способом, с успехом применялись для изготовления твердосплавных зенкеров диаметро.м б .:-Lw и длиной 36 мм. При этом полученные изделия имели твердость (по Роквеллу) на 1-3 единицы более высокую, чем изделия, полученные .методом холодного прессования и последующего спекания в печах Таммана. Применение предлагаемых вкладышей позволяет .использовать одну и ту же пресс-форму несколько раз.
Это изобретение позволяет изготовлять рабочие части пресс-форм сложной конфигурации, которые трудно выточить из графитовой заготовки, что подтверждается заключением института ВНИИТС.
Предмет изобретения
Тресс-фор.чя для горячего прессования изделий твердых снлавов с вкладышами, отличающаяся тем, что, с целью упрощения технологии изготовления пресс-форм и повыщения их стойкости, в прессформе применяют вкладыщи из порощкообразного серебристого графита, изготовленные прессованием при давлении 5-6 г/сж.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВОГО КОМПОЗИЦИОННОГО ШЛИФОВАЛЬНОГО КРУГА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2218265C2 |
| Способ изготовления твердых сплавов и сверхтвердых композиционных материалов | 1980 |
|
SU839156A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ, ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ БРИКЕТА ПОЛИМЕРНОЙ КОМПОЗИЦИИ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА, ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ | 2023 |
|
RU2816740C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |
| Способ получения алмазно-металломатричных композиционных изделий | 2023 |
|
RU2822698C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ИНФИЛЬТРИРОВАННЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2313423C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОР СКОЛЬЖЕНИЯ ИЗ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1970 |
|
SU278103A1 |
