сд
со ю
СП
Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки с короткой бочкой (отношение длины бочки рабочего валка к диаметру менее 2).
Цель изобретения - повышение стойкости валков путем устранения концентрации контактных напряжений.
На чертеже схематически изображен предлагаемый валковый узел.
ного валка, меньшей чем 0,15Д, концентрация контактных нагрузок составляет 10- 15%, стойкость валков неудовлетворительная, а при ширине, более 0,2Л, профилировка крайних участков опорных валков начинает искажать технологически необходимую профилировку их центральных участков. При значениях коэффициента при квадрате координаты менее и более 5,5-10 кривизна крайних участков
Валковый узел содержит опорные валки Ю получается неадекватной совместной де- их крайние участки 2 с шириной В, формации крайних участков рабочего
рабочие валки 3 с крайними участками 4, которые закруглены радиусом R (0,04- 0,08)Д; прокатываемую полосу 5. Крайние участки бочек опорных валков с шириной В (0,15-0,2)Д выполнены по квадратич- ной параболе.
Валковый узел работает следующим образом.
При прокатке полосы 5 валки 1 и 3 в контакте между собой сплющиваются и вследствие выполнения крайних участков 2 и 4 профилированными давление между валками не превышает допустимых значений, перенапряжения материала не происходит, в результате чего отсутствуют скои опорного валков, поэтому здесь наблюдается местная концентрация нагрузки, а следовательно, может быть разрушение кром Кн валков (крайних их участков).
Испытания предлагаемой конструкции валкового узла показывают отсутствие разрушенных крайних участков бочек опорных и рабочих валков. Стойкость валков увеличена на 15%. 20
Формула изобретения
Валковый узел, содержащий опорные валки с концевыми скосами и рабочие валлы на валках, т. е. валки характеризуют- 25 ки с параболическим переходным участком ся повышенной стойкостью. Величина радиуса закругления крайних участков рабочих валков, ширина этих участков бочек опорных валков и значение коэффициента при квадрате координаты получены экспериментальот точки к торцам, отличающийся тем, что, с целью повышения стойкости валков за счет устранения концентрации контактных напряжений, переходные участки бочек рабочих валков выполнены с радиусом заным путем и обоснованы следующими до- кругления 0,04-0,08 диаметра валков, а
водами. Профилировка крайних участков опорных валков по квадратичной параболе позволяет устранить концентрацию контактных напряжений на этих участках, влияющих на стойкость валкового узла, и их профиль соответствует предлагаемым параметрам. При ширине крайнего участка опор35
концевые скосы бочек опорных валков - на ширине 0,15-0,20 диаметра рабочего валка по квадратичной параболе с коэффициентом при квадрате координаты,равном (4,0-5,5) ./D, где а - длина точки рабочего валка, мм; D - диаметр рабочего валка, мм.
ного валка, меньшей чем 0,15Д, концентрация контактных нагрузок составляет 10- 15%, стойкость валков неудовлетворительная, а при ширине, более 0,2Л, профилировка крайних участков опорных валков начинает искажать технологически необ
и опорного валков, поэтому здесь наблюдается местная концентрация нагрузки, а следовательно, может быть разрушение кром Кн валков (крайних их участков).
Испытания предлагаемой конструкции валкового узла показывают отсутствие разрушенных крайних участков бочек опорных и рабочих валков. Стойкость валков увеличена на 15%. 20
Формула изобретения
Валковый узел, содержащий опорные валки с концевыми скосами и рабочие вал25 ки с параболическим переходным участком
ки с параболическим переходным участком
от точки к торцам, отличающийся тем, что, с целью повышения стойкости валков за счет устранения концентрации контактных напряжений, переходные участки бочек рабочих валков выполнены с радиусом за35
концевые скосы бочек опорных валков - на ширине 0,15-0,20 диаметра рабочего валка по квадратичной параболе с коэффициентом при квадрате координаты,равном (4,0-5,5) ./D, где а - длина точки рабочего валка, мм; D - диаметр рабочего валка, мм.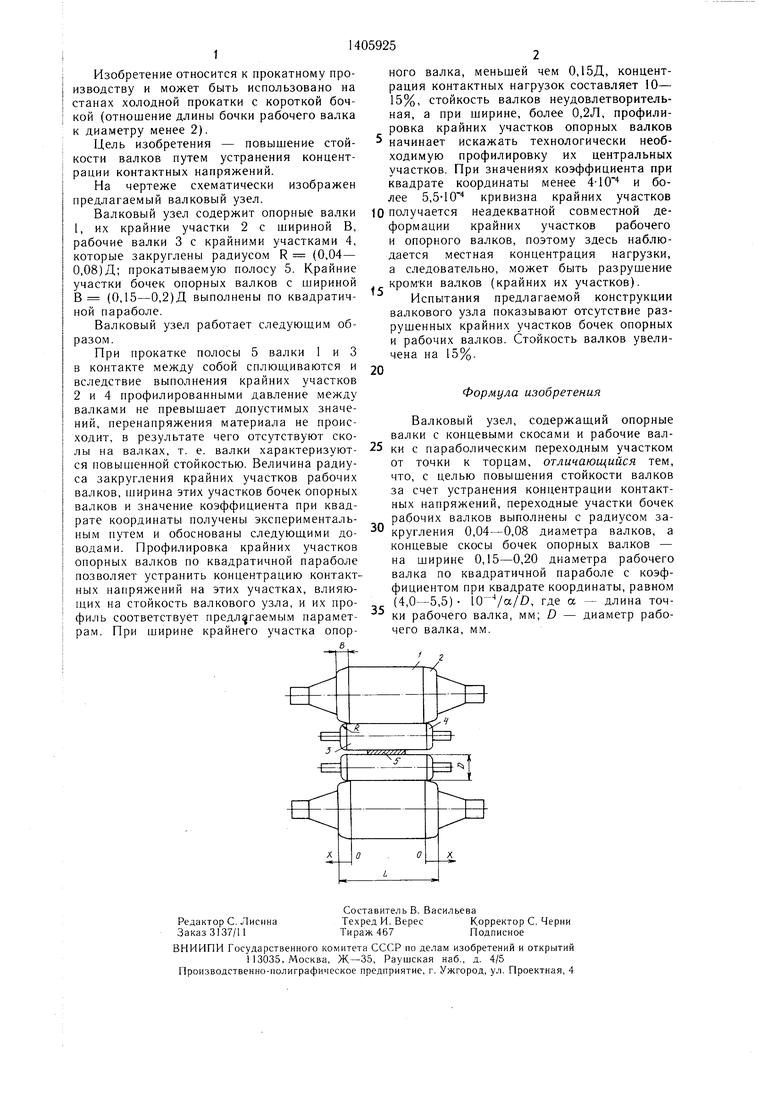
| название | год | авторы | номер документа |
|---|---|---|---|
| Четырехвалковая система | 1991 |
|
SU1780887A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |
| Валковая система, преимущественно, прокатной клети кварто | 1974 |
|
SU500836A1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Валковый узел | 1985 |
|
SU1310050A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Валковый узел многовалкового стана | 1982 |
|
SU1068188A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки с короткой бочкой. Цель изобретения - повышение стойкости валков за счет устранения концентрации контактных напряжений. Профилировка валкового узла заключается в том, что крайние участки опорных валков выполнены по квадратичной параболе, а переходные участки рабочих валков от бочки к торцам выполнены с радиусом закругления 0,04-0,08 диаметра рабочего валка. Профилировка позволяет повысить стойкость валков на 15%. I ил.
| Боровик Л | |||
| И | |||
| Эксплуатация валков станов холодной прокатки | |||
| М.: Металлургия, 1968, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Патент США № 3733878, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
