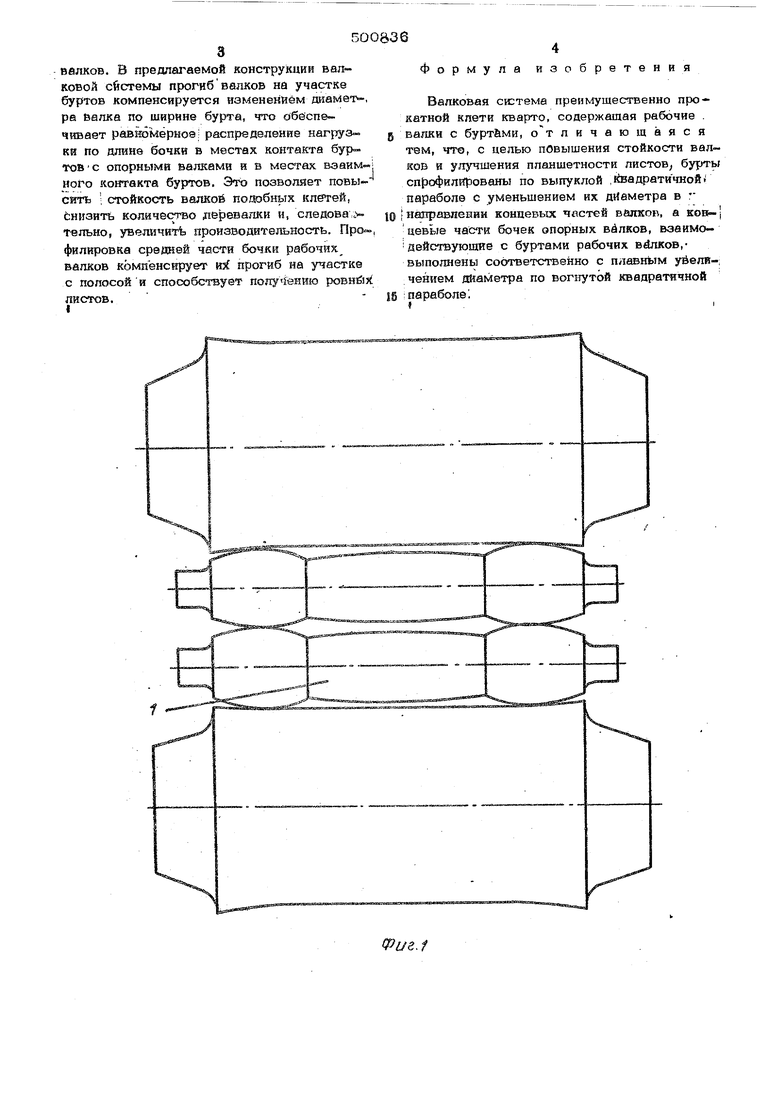
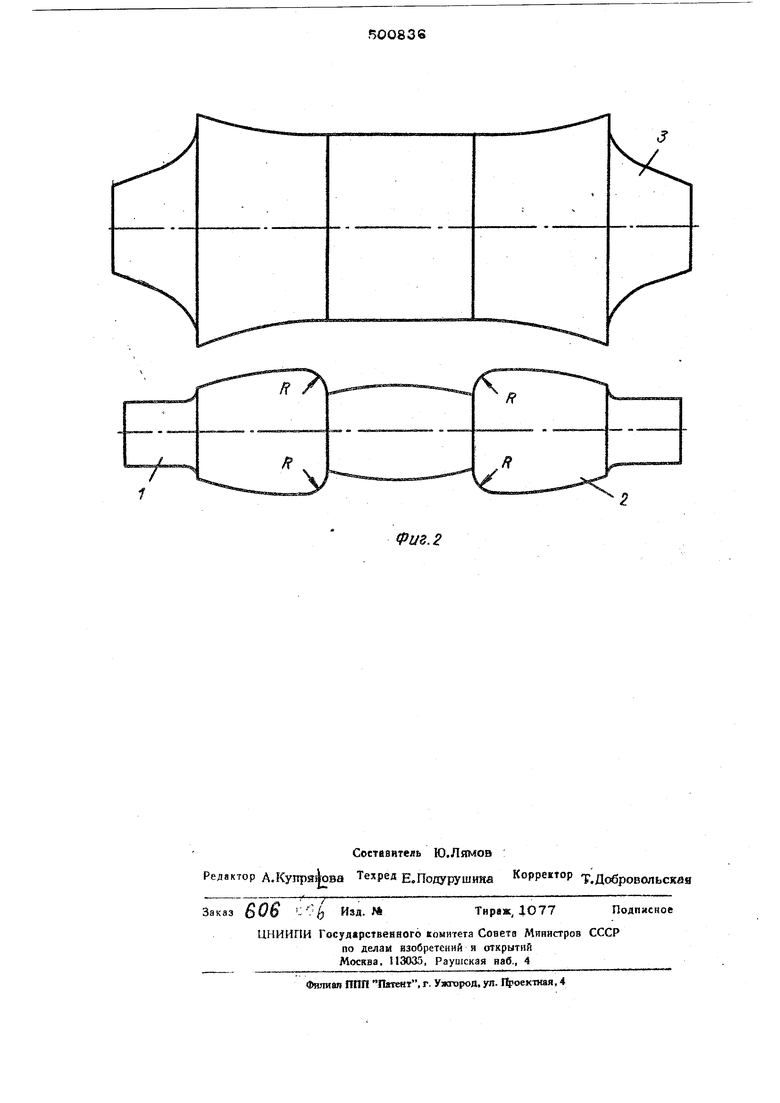
Изобретение относится к прокатному производх:ггву, а именно к получению листов в прокатных клетях с предварительным на- гружением рабочих валков по буртам. Однако Для известных валковых систем характерны низкая стойкость валков вслед|Ствие неравномерного распределения контак ной нагрузки по ширине бурта и недостаточная планшетность листов прогиба валков в процессе прокатки. Для повышения стойкости валков и улуч , шения планшетности листов бурты рабочих талков в предложенной валковой системе I спрофилированы по выпуклой | квадратичной I параболе с уменьшением их диаметра в направлении концевых частей;валков, а концевые части бочек опорных валков, взаимодействующие с буртами рабочих вал ков, выполнены соответственно с плавным увеличением диаметра по вогнутой квадратичной параболе. . На фиг. 1 изобрежека предложенная вал ковая система, обший вид; на фиг. 2 - элементы валковой системы. Валковая система cocToi-ri из рабочих валков 1 с буртами 2 и опорных валков 3. Внешняя образующая буртов 2 выполнв на в виде выпуклой квадратичной параболы с плавным уменьшением диаметра в направлении концевых частей. Максимальная разность диаметров на х&дится в пределах 0,,50 мм. Край бурта, обращенный к прокатываемому листу, имеет скрутление с радиусом Fjs 0,1 в. Часть бочки валков 1, на которой ведется прокатка, прошлифована по окружности с максимально й выпуклостью в середине бочки валка, (равной lO,01-0,20 мм. jЧасти I бочкиопорного валка 3, соприкасающиеся с буртами рабочего валка, sbinon-J нены с плавным увеличением диаметра по вогн -той квадратичной параболе к краям вашсов. Максимальная разность диаметров бочки опорного валка находится в пределах 0,,50ММ. В процессе прокатки бурты рабочих валков прижаты один к другому. Давление металла на валки вызывает прогиб рабочих валков. В предлагаемой конструкции валковой системы прогибвапков на участке буртов компенсируется изменением даамет ра балка по ширине бурта, что обеспечивает равшмёрное: распределение нагруэкй по длине бочки в местах контакта бурччэВс опорными валками и в местах взаимного контакта буртов. Это позволяет повысить ; стойкость валкоб подобнь1х клешей, Снизить количество деревапки и, следова,. тельно, увеличить производительность. Про филировка средней части бочки рабочих валков компенсирует юС прогиб на участке с полосойи способствует попу 1ению ровнй листов. I ормула изобретения Валковая сютема преимущественно прокатной клети кварто, содержащая рабочие . валкй с бурт&ми, о тличающаяся тем, что, с целью повышения стойкости вал КОБ и улучшения планшетности листоВ; бурты спрофилированы по выпуклой ,14вадратичнойГ параболе с уменьшением их диаметра в направлении кониевых частей валков, а кон- j цевые части бочек опорных вилков, взаимодействующие с буртами рабочих волков,выполнены соответственно с плавным убели-; ченнем диаметра по вог51утой квадратичной параболе
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Валковый узел листопрокатной клети кварто | 1983 |
|
SU1122383A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Валковый узел | 1986 |
|
SU1405925A1 |
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Валковые узлы непрерывного прокатного стана | 1988 |
|
SU1646635A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
fPU2.2
