Изобретение относится к прокатке металлов и может быть использовано в рабочих клетях квартолистопрокатных станов.
Цель изобретения - расширение технологических возможностей, повьппение производительности прокатки и долговечности подшипников рабочих валков при использовании устройства принудительного изгиба путем изменения длины контакта бочек рабочих и опорных валков в зависимости от ширины прокатываемых листов.
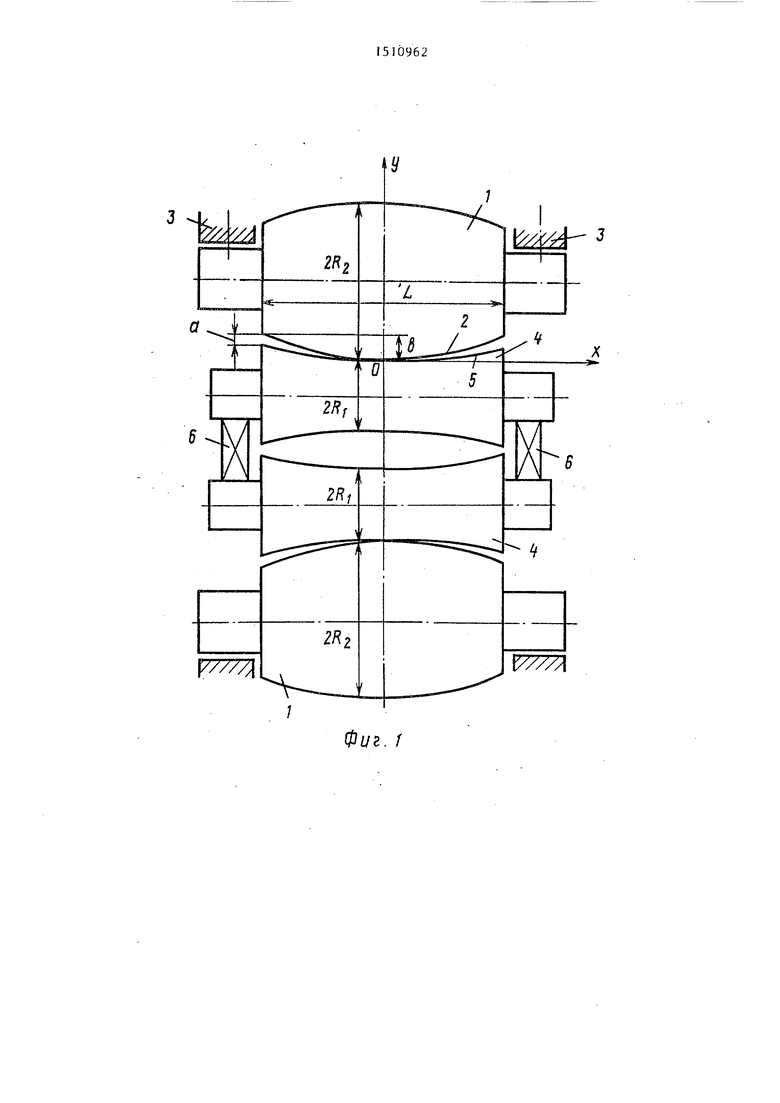
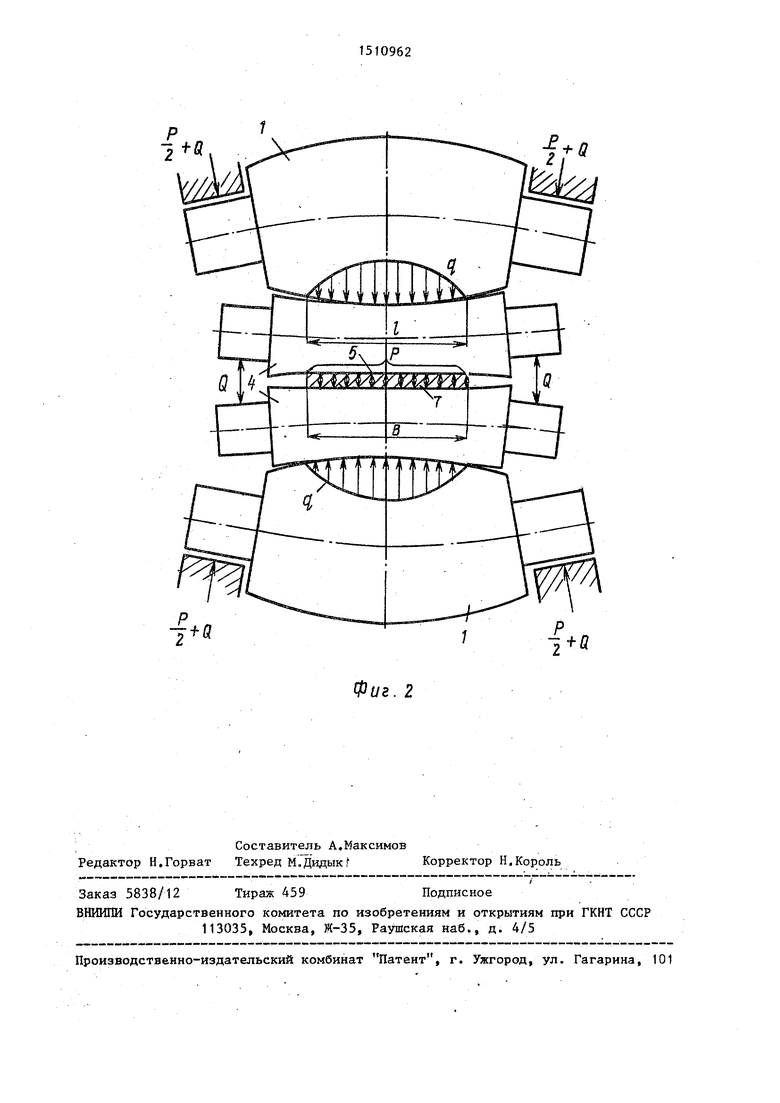
На фиг21 изображен валковый узел в ненагруженном состоянии;на фиг.2 то же, в нагруженном состоянии при прокатке.
Валковый узел содержит опорный валок 1 с криволинейной образующей 2, например параболической формы, его опоры 3, рабочий валок 4 с криволинейной образующей 5 и устройство изгиба 6 рабочих валков, взаимодействующее с их шейками.
В исходном ненагруженком состоянии до прокатки по краю бочек валков 1 и 4 между контактирующими в точке О параболическими образующими выполнен зазор q, равный 0,0002- OjOOOBL, где L-- длина бочки опорного
СО Од
ьо
315
валка. Величина f, выпуклости образующей опорного валка относительно края бочки выполнена равной 1,1-1,5
указанного зазора а.
За время работы валкового узла в его нагруженном состоянии рабочие 4 и опорные 1 валки прогибаются под действием усилия прокатки, распределенного по ширине Б полосы 7,
Благодаря выбранным указанным, соотношениям параболических образующих валков длина силового контакта 1 смежных валков 1 и 4 прибли сенно равна пшрине В полосы 7, Собственный проги образующей рабочего валка 4 в месте контакта с- полосой примерно равен нулю, что обеспечивает минимальную поперечную разнотолщинность полосы 7
Давление прокатки Р равномерно распределено по ширине полосы, а межвалковое давление о, распределено по параболическому закону, обусловленному исходной криволинейной (параболической) профилировной валков. При этом диапазон изменения усилий противоизгиба Q рабочих валков 4 определяется только изменениями прогиба более жесткого опорного валка 1 вследствие нестабильности параметров прокатки, износом бочек валков и изменениями теплового профиля валков. Ввиду ограниченной длины 6 силового контакта важным является увеличение плеча приложения усилия Q относительно точки окончания контакта смежных валков, что снижает необходимое усилие противоизгиба для достижения одинаковой поперечной разнотолщинности и повышает долговечность подшипников рабочих валков.
5
За счет уменьшения искажения профиля валков при износе и возможности уменьшения количества комплектов рабочих валков с различной профилировкой для прокатки различного по ширине сортамента полос сокращается суммарное время на перевалки рабочих валков, что приводит к повьшхению производительности прокатки.
При этом расширение технологических возможностей достигается за счет увеличения диапазонов регулирования профиля полос противоизгибом рабочих валков, а также возможности на одной профилировке валков прокатывать более широкий диапазон ширины полос при обеспечении высокого качества.
Формула изобретения
Валковый узел клети квартолистопро- катного стана,содержащий профилированные рабочие и опорные валки, отличающийся тем, что, с целью расширения технологических возможностей, повьш1ения производительности прокатки и долговечности подшипников рабочих валков при использовании устройства принудительного изгиба путем изменения длины контакта бочек рабочих и опорных валков в зависимости от ширины прокатываемых листов, разница абсолютных величин выпуклости опорного валка и вогнутости рабочего составляет 0,0002-0,0008 длины бочки опорного валка, а величи-; на выпуклости опорного валка - 1,1- 1,5 указанной разницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1983 |
|
SU1106557A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПОЛУЧЕНИЯ КАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2300432C2 |
| Способ прокатки полос | 1990 |
|
SU1810139A1 |
Изобретение относится к прокатке листов и может быть использовано в рабочих клетях квартолистопрокатных станов. Цель изобретения - расширение технологических возможностей, повышение производительности прокатки и долговечности подшипников рабочих валков при использовании устройства принудительного изгиба путем изменения длины контакта бочек рабочих и опорных валков в зависимости от ширины прокатываемых листов. Валковый узел содержит опорный валок с криволинейной образующей, например, параболической формы и рабочий валок с криволинейной образующей и устройство изгиба рабочих валков, взаимодействующее с их шейками. Между контактирующими в середине параболическими образующими бочек опорного и рабочего валков по краю бочек выполнен зазор, равный 0,0002...0,0008 длины бочки валка, а величина выпуклости опорного валка равна 1,1-1,5 указанного зазора. В процессе работы под воздействием устройства изгиба рабочие валки прогибаются, при этом давление прокатки равномерно распределяется по ширине полосы. 2 ил.
Фиг. f
Фиг. 2
| Способ прокатки толстых листов в клети кварто | 1984 |
|
SU1186295A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
