СП
;о
00
со
HZl
Изобретение относится к прокатло- му производству и может быть использовано на реверсивных станах горячей прокатки для кантовки металла в гори- зонтальной плоскости.
Цель изобретения - повышение производительности, а также снижение аварийности.
На чертеже представлена схема приложения сил к кантуемой заготовке, вьппедшей с транспортно- поворотного рольганга на примыкающий ролик.
Заготовка 1 лежит на транспортно- поворотном рольганге, состоящем из левой 2 и правей 3 групп роликов.Примыкающими к транспортно-поворотнЪму рольгангу являются ролик 4 станинный и ролик 5 раскатного рольганга. До- пoлнитe IЬнaя сила 6 прикладывается к заготовке от ролика 4 станинного.
Способ кантовки реализуется на реверсивном стане горячей прокатки следующим образом.
Заготовка 1. разворачивается посред ством одновременного вращения в противоположных направлениях левой 2 группы роликов транспортно-поворотно- го рольганга и правой 3 группы. При этом ролик 4 -станинный и ролик 5 рас- катного рольганга вращаются по направлению к транспортно-поворотному роль- гангу Например, при кантовке слитка против часовой стрелки при ослаблении фрикционных связей одной из сто- рои заготовки Л с роликами транспорт ко-поворотного рольганга (например, с. группой роликов 3) уменьшается разворачивающее усилие и появляется транспортная составляющая скорости в направлении ролика 4, При выполнении заготовки на ролик 4 к ней прикладывается дополнительная сила 6, котора не дает заготовке выйти с транспорт- но-поворотного рольганга и создает дополнительный вращающий момент,увеличивающий скорость разворачивания заготовки J. Аналогичный процесс происходит при ослаблении фрикционной связи заготовки с группой роликов 2. При этом смещение заготовки происходит к ролику 5 и дополнительная сила возникает на другом конце заготовки.
Аналогичные процессы протекают и при кантовке слитка по часовой стрелке.
С целью ускорения процесса кантовки предлагаемый способ можно использовать и с преднамеренным выгоном заготовки на примыкающие ролики. Для этого ее транспортируют, например, на ролик 4 станинньй и перед выходом на него заготовки 1 включают кантовку, например, против часовой стрелки. При .этом группы 2 и 3 роликов начинают разворачивать заготовку в заданном направлении, она по инерции выходит на ролик 4 и дополнительная сила 6 усиливает кантовку, придавая заготовке дополнительный вращающий момент.
Использование предлагаемого способа позволяет повысить производительность труда вследствие уменьшения дополнительного маневрирования при кан- товках и увеличения скорости разворачивания загото вки, снизить аварийность из-за ограничения зоны возможных перемещений кантуемой заготовки; увеличить выход годного, вследствие соблюдения теплового режима обработки металла.
Формула изобретения
Способ кантовки, преимущественно прокатной заготовки, включающий поворачивание заготовки в горизонтальной плоскости посредством одновременного вращения в противоположных направлениях групп роликов,размещенных по разные стороны от оси транспортно-поворотного рольганга с раздельным приводом этих групп, отличающий ся тем, что, с целью повьшения производительности, а также снижения аварийности при выталкивании заготовки на примыкающие к транспортно-поворотному рольгангу, ролики последние вращают по направлению к транспортно-поворотному рольгангу.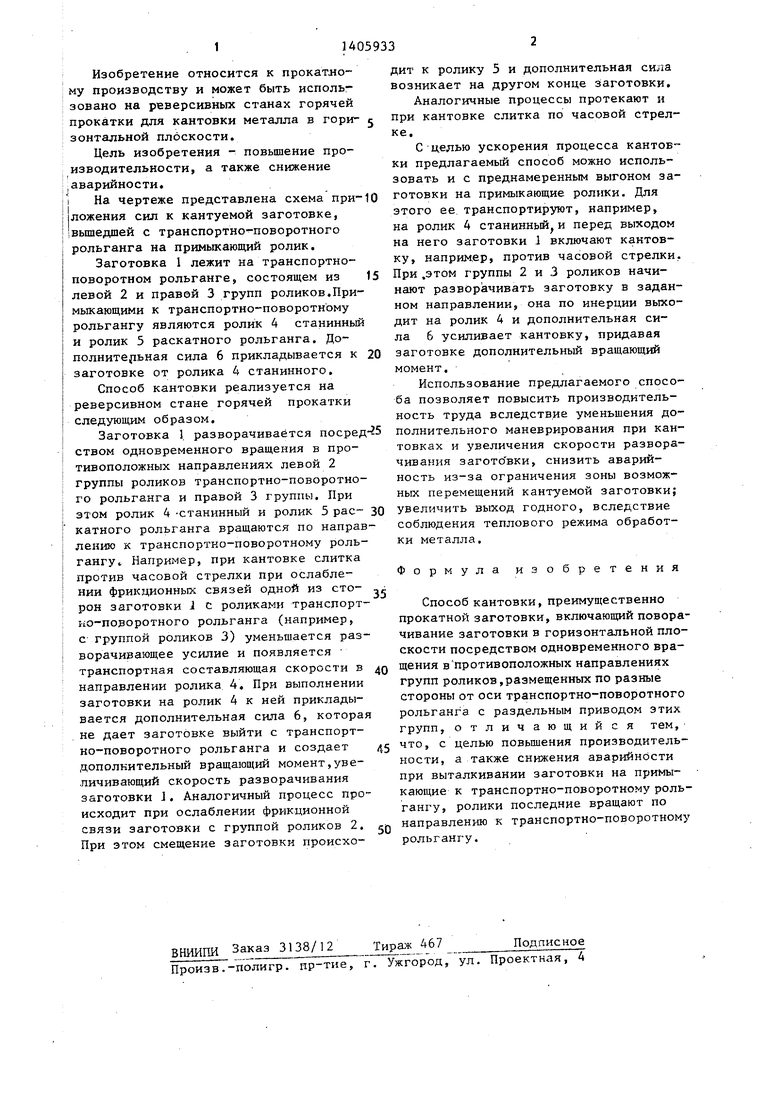
| название | год | авторы | номер документа |
|---|---|---|---|
| Участок черновой клети прокатного стана | 1990 |
|
SU1759494A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| РАЗВОРОТНО-ТРАНСПОРТНЫЙ РОЛЬГАНГ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1990 |
|
RU2020008C1 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
Изобретение относится к прокатному производству и может быть ис- пользовано на реверсивных станах горячей прокатки для кантовки металла в горизонтальной плоскости. Цель изобретения - повышение производительности, а также снижение аварийности. Снижение дополнительного маневрирования достигается вращением роликов 5 и 4 по направлению к транспортно-по- воротному рольгангу. Вращением роликов 4 и 5 ограничивается зона возможных перемещений заготовки. Это снижает аварийность. 1 ил.
| Способ бесконтактной ориентации плоских ферромагнитных деталей | 1981 |
|
SU952518A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Транспортно-поворотное устройство | 1983 |
|
SU1130426A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
