ел
;о
00
Од
I Изобретение относится к оборудованию для изготовления невращающейся спирали неограниченной длины и может быть использовано в кабельной, маши- ностроительной и других отраслях промышленности, а также в нефтяной и газовой промьшшенности для изготовления гибких труб.
Цель изобретения - повьшение ка- чества навивки путем предотвращения ее проворачивания.
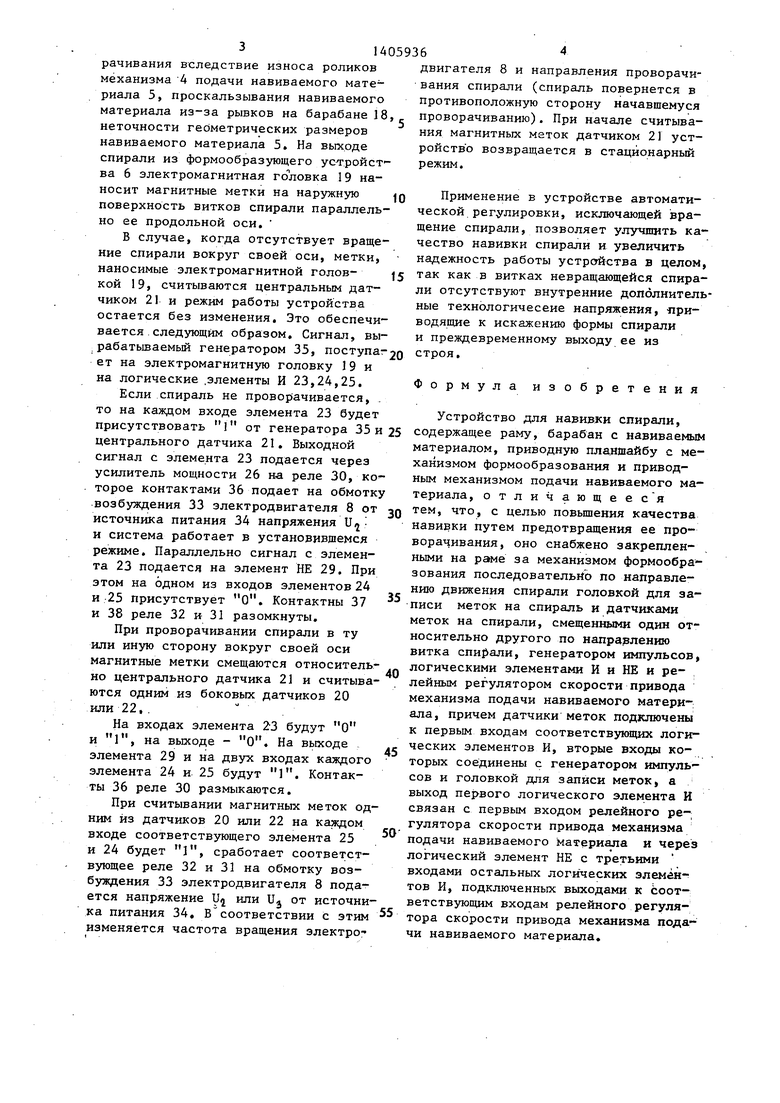
На фиг.1 изображено устройство, общий вид; на фиг,2 - вид А на фиг.; яа фиг.З - блок-схема автоматической регулировки, исключающей вращение ::пирали..
Устройство для навивки спирали состоит из рамы J, на которой закреплены основные узлы. На подшипниках хачения установлен пустотелый вал 2, ла котором закреплена планшайба 3 с :засположенньц4и на ней механизмами подачи 4 навиваемого материала 5, формообразования 6 спирали.Бал 2 кинемати- чески связан с электродвигателем 7, а иеханйзм 4 подачи навиваемого элемента 5 кинематически связан с электродвигателем 8 посредс твом шестерен 9- 4 привода и вала 35. Планшайба 3 соидинена с диском 16 посредством распорных стержней 17. Барабан 8 с на- иваемым материалом 5 установлен на вращающейся оси, жестко соединенной с прив одной планшайбой 3 при помощи диска 16 и распорных стержней 17. 1а раме 1 установлена электромагнитная головка 19 и магнитоэлектрические датчики 20, 23,22, электрически связанные через систему управления с электродвигателем 8. Датчики устанавливаются с зазором по образующей к зриткам контролируемой спирали. Цент- |)альный датчик 23 установлен в плос- |(:ости, проходящей через продольную (j)Cb навиваемого материала и электро- tkarHHTHyKi головку 39. Датчики 20 и 22 ; станавливаются под одинаковым уг- jjioM по отношению к центральному.
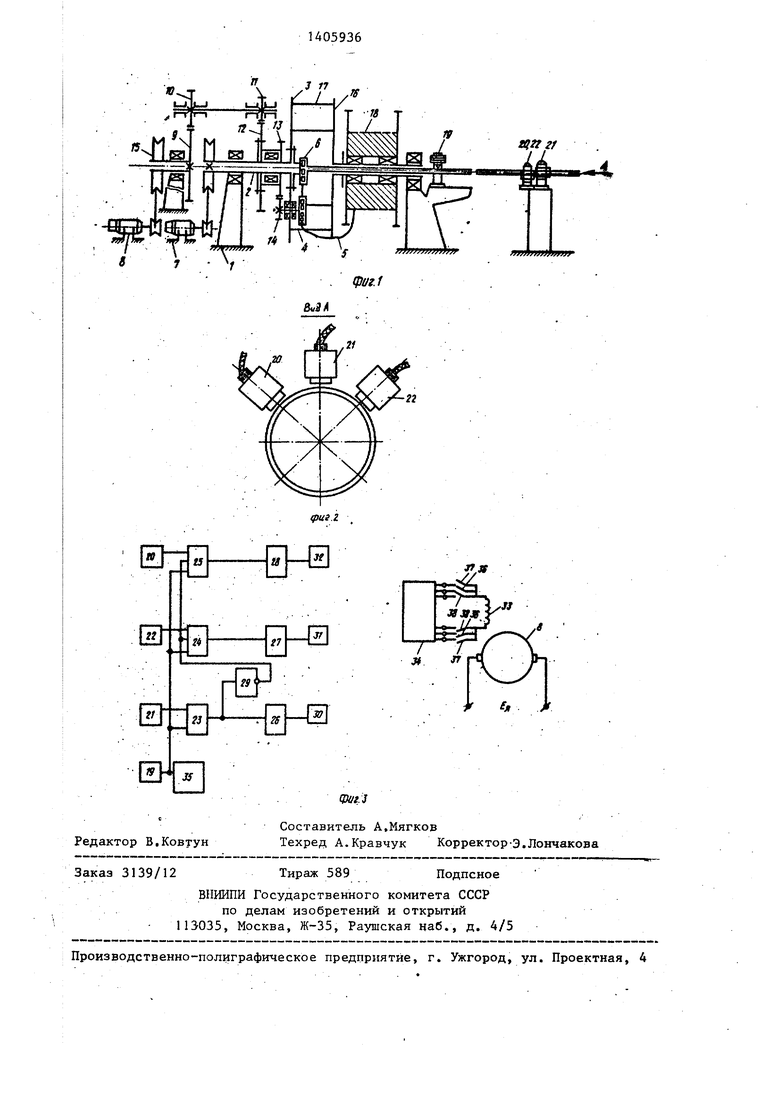
В плане датчики смещены друг отно(|;ительно друга в продольном направле- , т.е. датчики 20, 2J и 22 смеще- 1 по винтовой линии. Система управ ения электродвигателем 8 состоит (фиг.З) из логических элементов И 23, 44, 25, усилителей мощности 26,27,28, Логического элемента НЕ 29, реле 30, $3,32, обмотки возбуждения 33 и источ Йика питания 34. Элементы 30-34 со
g
5
0 0 n с
.
5
ставляют релейнь й .регулятор скорости электродвигателя 8.
Устройство соде ржит также генератор 35 импульсов. Датчики 20-2J подключены к первым входам соответствующих элементов И 23-25, вторые входы которьгх соединены с генератором 35 импульсов и головкой 19. Быход эле- . мента 23 связан через усилитель 26 с реле 30 и через элемент НЕ 29;с третьими входами элементов И 24 и 25, подключенных выходами через усилители 27 и 28 соответственно к реле 31 и 32. Обмотка возбуждения 33 электродвигателя подключена к источнику питания 34 через контакты 36-38 реле 30- 32 соответственно.
Устройство работает следующим образом.
Перед началом работы навиваемый материал 5 наматывается на барабан 38. Намотанный на барабан 3 8 конец навиваемого материала 5 пропускают по направляющим в механизм 4 подачи и механизм 6 формообразования спирали.. Формообразующие ролики механизма 6 предварительно настраивают на определенный диаметр и щаг навивки спирали. Вращая вручную планщайбу 3, об- : разуют два-три витка спирали. После этого с помощью регулирочоного винта (не показан) создают необходимые уси-. ЛИЯ в механизме подачи 4 навиваемого, материала 5. Одновременно включаются электродвигатели 7 и 8 постоянного тока, вращающиеся с одинаковой скоростью, и дальнейшая работа устройства происходит автоматически.
От электродвигателя 8 вращение передается на вал 15 и через шестеро ни 9-14 на механизм 4 подачи. Последний сматывает навиваемый материал 5 с барабана 18. Затем навиваемый материал 5 поступает в механизм 6 формообразования спирали, где он деформи руется в невращающуюся спираль неогра- ниченной длины. При навивке спирали на гибкий элемент (электрический кабель, шланг и т.д.) последний подается в отверстие пустотелых валов 2, 15 и вращающейся оси диска 16. При выходе из формообразующего механизм ма 6 образуемая спираль не вращается за счет противоположного направления вращения с одинаковой угловой скоростью навивки спирали и плашпайбыЗ. При образовании спирали в механизме 6 формообразования возможны ее проводвигателя 8 и направления проворачивания спирали (спираль повернется в противоположную сторону начавшемуся проворачиванию). При начале считывания магнитных меток датчиком 21 уст- ройств о возвращается в стационарный режим.
Применение в устройстве автоматической регулировки, исключающей вращение спирали, позволяет улучшить качество навивки спирали и увеличить надежность работы устрсуйства в целом, так как в витках невращающейся спирали отсутствуют внутренние долблнитель- ные технологичесеие напряжения, приводящие к искажению формы спирали и преждевременному выходу ее из
Формула изобретения
рачивания вследствие износа роликов механизма 4 подачи навиваемого материала 5, проскальзывания навиваемого материала из-за рывков на барабане 18, неточности геометрических размеров навиваемого материала 5. На вьпсоде спирали из формообразующего ус-тройства 6 электромагнитная гоЪовка 19 наносит магнитные метки на наружную Q поверхность витков спирали параллельно ее продольной оси,
В случае, когда отсутствует вращение спирали вокруг своей оси, метки, наносимые электромагнитной голов- 15 кой 19, считываются центральным датчиком 21 и режим работы устройства остается без изменения. Это обеспечивается . следующим образом. Сигнал, вы- рабатьшаемый генератором 35, поступаг2о строя, ет на электромагнитную головку 19 и на логические .элементы И 23,24,25,
Если спираль не провор ачивается, то на каждом входе элемента 23 будет Устройство для навивки спирали, присутствовать ) от генератора 35 и 25 содержащее раму, барабан с навиваемым центрального датчика 21. Выходной сигнал с элемента 23 подается через усилитель мощности 26 на реле 30, ко торое контактами 36 подает на обмотку возбуждения 33 электродвигателя 8 от источника питания 34 напряжения U и система работает в установившемся режиме, Параллельно сигнал с элемента 23 подается на элемент НЕ 29, При этом на одном из входов элементов 24 и 25 присутствует О, Контактны 37 и 38 реле 32 и 31 разомкнуты.
При проворачивании спирали в ту или иную сторону вокруг своей оси магнитные метки смещаются относительно центрального датчика 21 и считываются одним из боковых датчиков 20 или 22..
На входах элемента 23 будут О и 1, на выходе - О, На выходе элемента 29 и на двух входах каждого элемента 24 и 25 будут 1, Контакты 36 реле 30 размыкаются.
При считывании магнитных меток одним из датчиков 20 или 22 на каждом входе соответствующего элемента 25 и 24 будет , сработает соответствующее реле 32 и 31 на обмотку возбуждения 33 электродвигателя 8 подается напряжение Uj или Uj от источника питания 34, В соответствии с этим изменяется частота вращения электро30
35
40
45
50
55
материалом, приводную планшайбу с механизмом формообразования и приводным механизмом подачи навиваемого материала, отличающеес я тем, что, с целью повьппения качества навивки путем предотвращения ее проворачивания, оно снабжено закрепленными на раме за механизмом формообразования последовательно по иаправле- нию движения спирали головкой для записи меток на спираль и датчиками меток на спирали, смещенными один относительно другого по направлению витка спирали, генератором импульсов, логическими элементами И и НЕ и релейным регулятором скорости привода механизма подачи навиваемого матери-; ала, причем датчики меток подключены к первым входам соответствующих логических элементов И, вторые входы которых соединены с генератором импульсов и головкой для записи меток, а выход первого логического элемента И связан с первым входом релейного ре-; гулятора скорости привода механизма подачи навиваемого материала и через логический элемент НЕ с третьими входами остальных логических элементов И, подключенных выходами к соответствующим входам релейного регулятора скорости привода механизма подачи навиваемого материала.
двигателя 8 и направления проворачивания спирали (спираль повернется в противоположную сторону начавшемуся проворачиванию). При начале считывания магнитных меток датчиком 21 уст- ройств о возвращается в стационарный режим.
Применение в устройстве автоматической регулировки, исключающей вращение спирали, позволяет улучшить качество навивки спирали и увеличить надежность работы устрсуйства в целом, так как в витках невращающейся спирали отсутствуют внутренние долблнитель- ные технологичесеие напряжения, приводящие к искажению формы спирали и преждевременному выходу ее из
строя,
Формула изобретения
строя,
Устройство для навивки спирали, 5 содержащее раму, барабан с навиваемым
0
5
0
5
0
5
материалом, приводную планшайбу с механизмом формообразования и приводным механизмом подачи навиваемого материала, отличающеес я тем, что, с целью повьппения качества навивки путем предотвращения ее проворачивания, оно снабжено закрепленными на раме за механизмом формообразования последовательно по иаправле- нию движения спирали головкой для записи меток на спираль и датчиками меток на спирали, смещенными один относительно другого по направлению витка спирали, генератором импульсов, логическими элементами И и НЕ и релейным регулятором скорости привода механизма подачи навиваемого матери-; ала, причем датчики меток подключены к первым входам соответствующих логических элементов И, вторые входы которых соединены с генератором импульсов и головкой для записи меток, а выход первого логического элемента И связан с первым входом релейного ре-; гулятора скорости привода механизма подачи навиваемого материала и через логический элемент НЕ с третьими входами остальных логических элементов И, подключенных выходами к соответствующим входам релейного регулятора скорости привода механизма подачи навиваемого материала.
п
V
-4н 3 n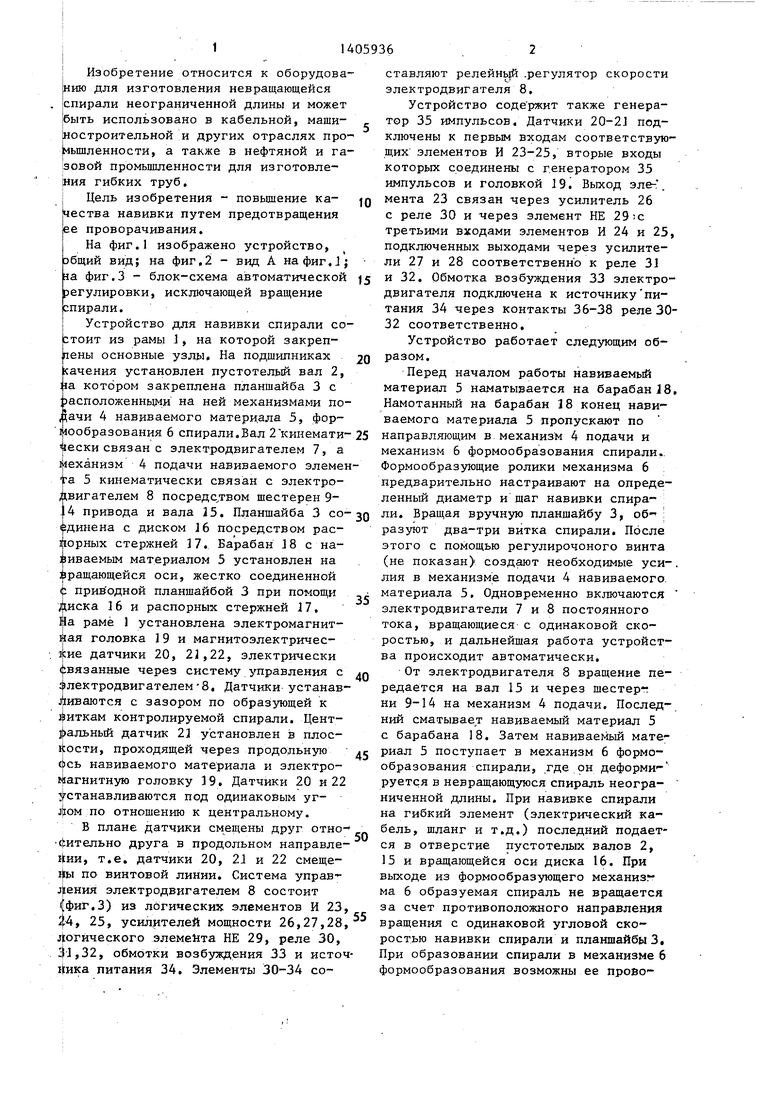
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1985 |
|
SU1442304A1 |
| Устройство для навивки спирали | 1987 |
|
SU1625567A1 |
| Устройство для навивки спирали | 1979 |
|
SU933164A1 |
| Устройство для навивки спирали | 1980 |
|
SU1002073A2 |
| Устройство для навивки спирали | 1980 |
|
SU1093381A1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Устройство для навивки спирали | 1979 |
|
SU1039621A1 |
| Устройство для навивки спирали | 1989 |
|
SU1688961A2 |
| Устройство для навивки спирали | 1987 |
|
SU1440590A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
Изобретение предназначено для изготовления невращающейся спирали неограниченной длины и может быть использовано в кафельной, машиностроительной и других отраслях промышленности, а также в нефтяной и газовой промьшленности для изготовления гибких армированных труб. Целью изобретения является улучшение качества на - виваемой спирали путем предотвраще - ния ее проворачивания, Устройстро состоит из рамы, на которой смонтированы основные узлы, а также устройства для автоматической регулировки, исключающей вращение спир;али, с элек трцмагнитной головкой для нанесения магнитных меток на наружную поверхность витков спирали параллельно ее продольной оси, с магнитоэлектричес- :кими датчиками, установленными за электромагнитной головкой, регистрирующими отклонения магнитных меток при вращении спирали, и посредством электрической связи через усилитель преобразующее устройство воздействует на управляемый электродвигатель привода механизма подачи навиваемого элемента. 3 ил. сл
фиг.г
Ц)иг:3
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ СЕРДЕЧНИКОВ | 1969 |
|
SU415072A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
