ел
ел
со ;о
Изобретение относится к производству изделий сборного бетона и железобетона.
Целью изобретения является повыше- Ие качества изготавливаемых изделий а счет увеличения точности стыковочных поверхностей.
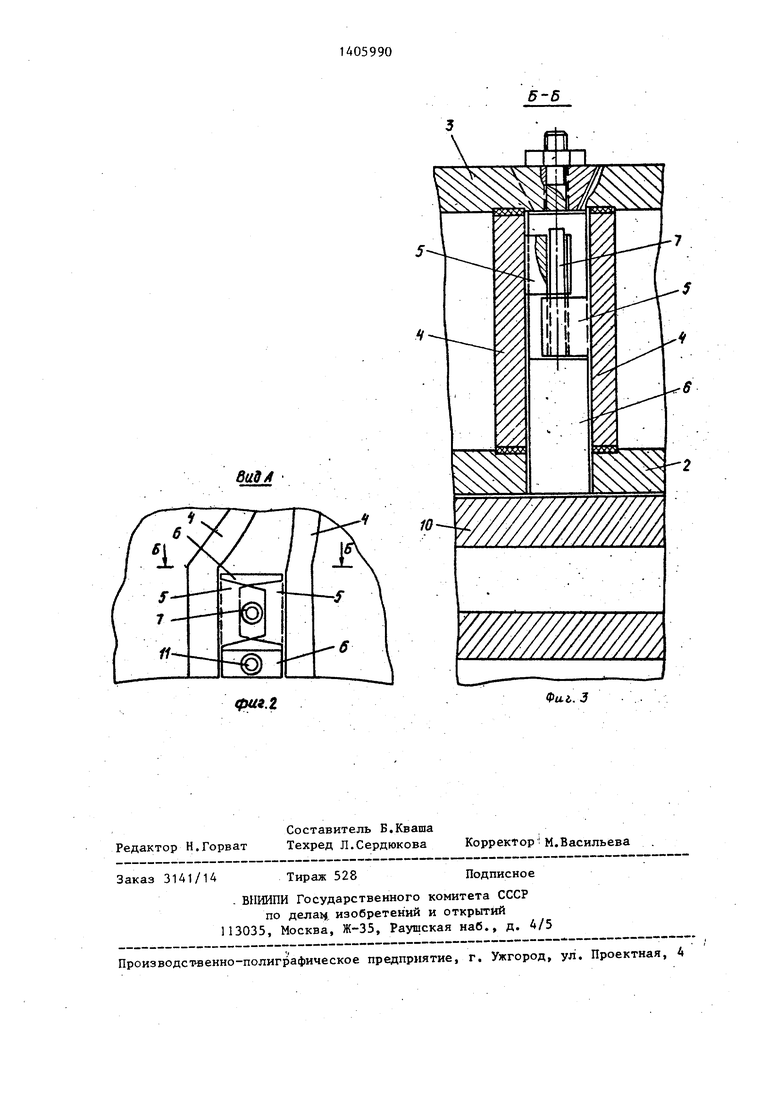
На фиг.1 схематично изображен фра- гнвнт кассетной формы для изготовле- иия блоков тоннельной обделки из бетонных смесей, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Кассетная форма для изготовления блоков тоннельной обделки из бетонных смесей состоит из изогнутой по радиусу наружной обечайки 1, смонтированной на поддоне 2, кольцевой крьшки 3 и составных из контактирующих друг с другом пластин радиальных перегородок А с проушинами 5. Крепление перегородок к поддону и кольцевой крьппке производится фигурными болтами 6 с резьбовыми штырями 7 для проушин 5 перегородок. В перегородках 4 образованы отверстия для заглушенных с одной стороны трубок 8. В зти трубки монтируются направляющие штыри для точной фиксации перегородок. Для уве- личения жесткости формы наружная обечайка 1 выполнена с ребрами жесткости 9. Поддон 2 может быть выполнен из частей и монтироваться на кольцевой неразрезной платформе 10.
Процесс формования в кассетной форме для изготовления изделий из бетонных смесей происходит следующим образом.
I Перед формованием производят сбор- I ку формы, для чего на платформу 10 I устанавливают поддон 2, на который в местах расположения торцов бетонируемых блоков тоннельной обделки устанавливают пластины перегородок 4 Таким образом, чтобы вертикальные .штыри 7 фигурных болтов 6 вошли в
5 0 5 о
5
0
5
проушины 5 примыкающих друг к другу пластин перегородок. Затем сверху на резьбовые концы 11 фигурных болтов 6 устанавливают кольцевую крьш1ку 3 и фиксируют гайками. После сборки кассетную форму подводят под механизм радиального прессования, подают жест- кобетонную смесь, приводят механизм прессования во вращение и прессуют изделие укатывающими роликами. После прессования блоков производят распа- лубливание кассетной формы, для чего поднимают крьшку 3, отделяют поддон 2 от наружной обечайки 1 путем их вертикального смещения друг относительно друга. Затем с помощью подъемного устройства проушины 5- перегородок 4 снимают с вертикальных штырей 7 фигурных болтов 6, разбирая кольцо н отдельные блоки. После бетонирования блоков пластины перегородок 4 становятся закладными частями конструкции блоков на их торцах. Готовые блоки на поддоне 2 отправляют на дальнейшую тепловлажностную обработку, после чего блоки отделяют от поддона 2, который используется для формования последующих колец.
Формула изобретения
Кассетная форма для изготовления блоков тоннельной обделки из бетонных смесей, содержащая смонтированную на поддоне изогнутую по радиусу наружную обечайку и соединенные с поддоном радиальные перегородки, отличающаяся тем 5 что, с целью повышения качества изготавливаемых изделий за счет увеличения точности стыковочных поверхностей, она снабжена закрепленной на верхней части обечайки кольцевой крышкой, а каждая радиальная перегородка выполнена составной из контактирующих одна с другой пластин, связанных посредством разъ емных соединений с кольцевой крышкой.
ВаЪА
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонныхблОКОВ | 1979 |
|
SU835757A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1991 |
|
SU1812108A1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU1036558A1 |
| Кассетная установка для изготовления изделий из бетонной смеси | 1982 |
|
SU1024279A2 |
| ОБДЕЛКА ПОДЗЕМНОГО СООРУЖЕНИЯ | 2010 |
|
RU2457332C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| СБОРНАЯ ВОДОНЕПРОНИЦАЕМАЯ ОБДЕЛКА ТУННЕЛЯ И КОЛЬЦЕВОЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2008 |
|
RU2386754C2 |
Изобретение относится к производству изделий сборного бетона и железобетона и позволяет повысить качество изготавливаемых изделий за счет увеличения точности стыковочных поверхностей. Это достигается тем, что кассетная форма для изготовления блоков тоннельной обделки из бетонных смесей снабжена закрепленной на верхней части обечайки 1 кольцевой крышкой.3, а каждая радиальная перегородка 4 выполнена составной из контактирующих одна с другой пластин, связанных посредством разъемных соединений с кольцевой крьпикой. 3 ил. с 
(fjut.z
Составитель Б.Кваша Редактор Н.Горват Техред Л.Сердюкова Корректор М.Васильева
Заказ 3141/14
Тираж 528
- ВНИИПИ Государственного комитета СССР
по дела, изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг. J
Подписное
| Форма для изготовления железобетонных блоков тунельной обделки | 1976 |
|
SU604696A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
