26
а S 23 25 21
31
S
1(Л
4ib
О
о:
со сд
рый содержит ступенчатую направляющую, торцеватель. Механизм пакетирования включает вертикально установленный накопитель, образованный неподвижной стенкой 11 конуса и тремя стенками 12-14 каретки, смонтированной с возможностью перемещения посредством шагового кольцевого транспортера 15. Изделия 2 подаются на
1406035
ползуны 24 и 25 и располагаются своими отверстиями над концами проволочной скобы 20, после чего ползуны 24 и 25, а также фиксаторы 22 и 23 раздвигаются, и изделие падает, нани- зываясь на проволочную скобу 20, и укладывается на призматический ложемент 18 каретки. 1 з.п. ф-лы, 5 ил.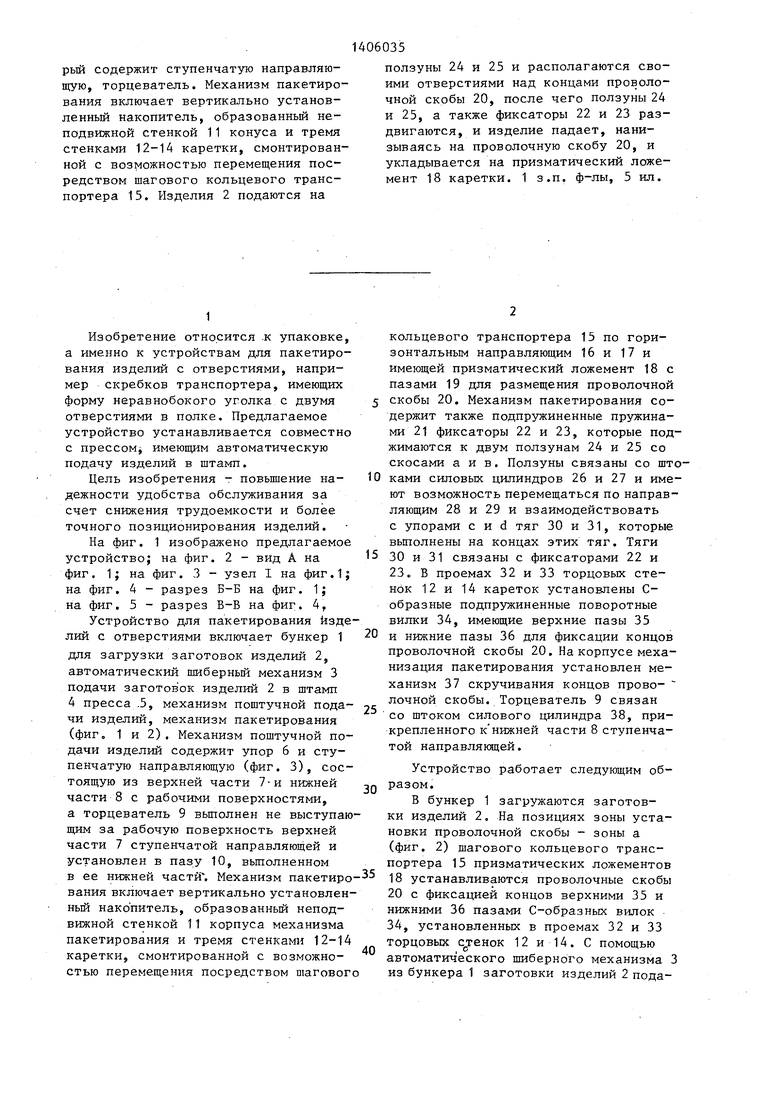
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетирования изделий с отверстиями | 1984 |
|
SU1283159A1 |
| Устройство для пакетирования изделий с отверстиями | 1986 |
|
SU1337315A2 |
| Устройство для пакетирования изделий с отверстиями | 1986 |
|
SU1344687A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для автоматической сборки изделий типа прутковых транспортеров | 1989 |
|
SU1685671A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ШПАЛ | 1992 |
|
RU2075567C1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1289642A1 |
| Манипулятор для кладки стен из штучных элементов | 1989 |
|
SU1712561A1 |

Изобретение относится к упаковке, а именно к устройствам для пакетирования изделий с отверстиями. Цель изобретения - повышение надежности и удобства обслуживания. Устройство для пакетирования изделий с отверстиями содержит бункер для загрузки изделий 2, автоматический шиберный механизм подачи изделий 2 в штамп пресса, механизм поштучной подачи, кото
1
Изобретение относится .к упаковке, а именно к устройствам для пакетирования изделий с отверстиями, например скребков транспортера, имеющих форму неравнобокого уголка с двумя отверстиями в полке. Предлагаемое устройство устанавливается совместно с npeccoMj имеющим автоматическую подачу изделий в штамп.
Цель изобретения - повьшение на- дежности удобства обслуживания за счет снижения трудоемкости и более точного позиционирования изделий.
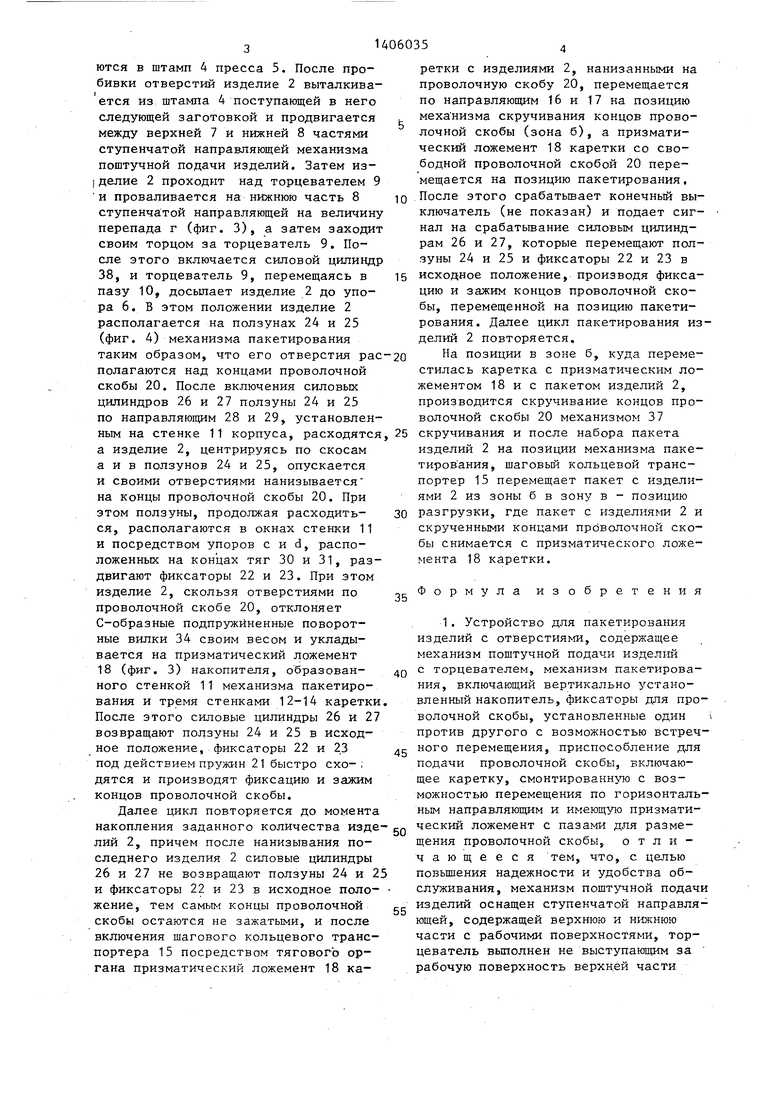
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - уз ел I на фиг.1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4,
Устройство для пакетирования изделий с отверстиями включает бункер 1 для загрузки заготовок изделий 2, автоматический шиберньй механизм 3 подачи заготовок изделий 2 в штамп 4 пресса .5, механизм поштучной пода- чи изделий, механизм пакетирования (фиг. 1 и 2). Механизм поштучной подачи изделий содержит упор 6 и ступенчатую направляющую (фиг. 3), состоящую из верхней части 7-и нижней части 8 с рабочими поверхностями, а торцеватель 9 вьшолнен не выступающим за рабочую поверхность верхней части 7 ступенчатой направляющей и установлен в пазу 10, выполненном в ее нижней части. Механизм пакетиро вания включает вертикально установленный накопитель, образованный неподвижной стенкой 11 корпуса механизма пакетирования и тремя стенками 12-14 каретки, смонтированной с возможностью перемещения посредством шаговог
5
0 5
0
0
кольцевого транспортера 15 по горизонтальным направляющим 16 и 17 и имеющей призматический ложемент 18 с пазами 19 для размещения проволочной скобы 20. Механизм пакетирования содержит также подпрзгжиненные пружинами 21 фиксаторы 22 и 23, которые поджимаются к двум ползунам 24 и 25 со скосами айв. Ползуны связаны со штоками силовых цилиндров 26 и 27 и имеют возможность перемещаться по направляющим 28 и 29 и взаимодействовать с упорами с и d тяг 30 и 31, которые выполнены на концах этих тяг. Тяги 30 и 31 связаны с фиксаторами 22 и 23. В проемах 32 и 33 торцовых стенок 12 и 14 кареток установлены С- образные подпружиненные поворотные вилки 34, имеющие верхние пазы 35 и нижние пазы 36 для фиксации концов проволочной скобы 20. На корпусе механизация пакетирования установлен механизм 37 скручивания концов прово- лочной скобы. Торцеватель 9 связан со штоком силового цилиндра 38, прикрепленного к нижней части 8 ступенчатой направляющей.
Устройство работает следующим образом.
В бункер 1 загружаются заготовки изделий 2. На позициях зоны установки проволочной скобы - зоны а (фиг. 2) шагового кольцевого транспортера 15 призматических ложементов 18 устанавливаются проволочные скобы 20 с фиксацией концов верхними 35 и нижними 36 пазами С-образных вилок 34, установленных в проемах 32 и 33 торцовых сотенок 12 и 14. С помощью автоматического шиберного механизма 3 из бункера 1 заготовки изделий 2 подаются в штамп 4 пресса 5. После пробивки отверстий изделие 2 выталкивается из штампа 4 поступающей в него следующей заготовкой и продвигается между верхней 7 и нижней 8 частями ступенчатой направляющей механизма поштучной подачи изделий. Затем из- j делие 2 проходит над торцевателем 9 и проваливается на нижнюю часть 8 ступенчатой направляющей на величину перепада г (фиг. 3), а затем заходит своим торцом за торцеватель 9. После этого включается силовой цилиндр 38, и торцеватель 9, перемещаясь в пазу 10, досылает изделие 2 до упора 6. В этом положении изделие 2 располагается на ползунах 24 и 25 (фиг. 4) механизма пакетирования таким образом, что его отверстия рас полагаются над концами проволочной скобы 20. После включения силовых цилиндров 26 и 27 ползуны 24 и 25 по направляющим 28 и 29, установленньм на стенке 11 корпуса, расходятся, 25 скручивания и после набора пакета
а изделие 2, центрируясь по скосам айв ползунов 24 и 25, опускается и своими отверстиями нанизывается на концы проволочной скобы 20. При этом ползуны, продолжая расходить- ся, располагаются в окнах стенки 11 и посредством упоров end, расположенных на концах тяг 30 и 31, раздвигают фиксаторы 22 и 23. При этом изделие 2, скользя отверстиями по проволочной скобе 20, отклоняет С-образные подпружиненные поворотные вилки 34 своим весом и укладывается на призматический ложемент 18 (фиг. 3) накопителя, образованного стенкой 11 механизма пакетирования и тремя стенками 12-14 каретки После этого силовые цилиндры 26 и 27 возвращают ползуны 24 и 25 в исходное положение, фиксаторы 22 и 23 под действием пружин 21 быстро схо- ; дятся и производят фиксацию и зажим концов проволочной скобы.
Далее цикл повторяется до момента накопления заданного количества изде ЛИЙ 2, причем после нанизывания последнего изделия 2 силовые цилиндры 26 и 27 не возвращают ползуны 24 и 2 и фиксаторы 22 и 23 в исходное поло-
жение, тем самым концы проволочной скобы остаются не зажатыми, и после включения шагового кольцевого транспортера 15 посредством тягового органа призматический ложемент 18 каю 15 20 060354
ретки с изделиями 2
, нанизанными на проволочную скобу 20, перемещается по направляющим 16 и 17 на позицию меха низма скручивания концов проволочной скобы (зона б), а призматический ложемент 18 каретки со свободной проволочной скобой 20 перемещается на позицию пакетирования. После этого срабатывает конечный выключатель (не показан) и подает сигнал на срабатьгоание силовым цилиндрам 26 и 27, которые перемещают ползуны 24 и 25 и фиксаторы 22 и 23 в исходное положение, производя фиксацию и зажим концов проволочной скобы, перемещенной на позицию пакетирования. Далее цикл пакетирования изделий 2 повторяется.
На позиции в зоне б, куда переместилась каретка с призматическим ложементом 18 и с пакетом изделий 2, производится скручивание концов проволочной скобы 20 механизмом 37
изделий 2 на позиции механизма пакетирования, шаговый кольцевой транспортер 15 перемещает пакет с изделиями 2 из зоны б в зону в - позицию разгрузки, где пакет с изделиями 2 и скрученными концами проволочной скобы снимается с призматического ложемента 18 каретки.
Формула изобретения
J7
.;
Фиг.:}
28
J
17
Ux
28
| Устройство для пакетирования изделий с отверстиями | 1984 |
|
SU1283159A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
