Изобретение относится к сварочному оборудованию и может быть использовано при изготовлении проволочных решеток из мерных прутков круглого сечения.
Цель изобретения - повышение производительности и расширение технологических возможностей.
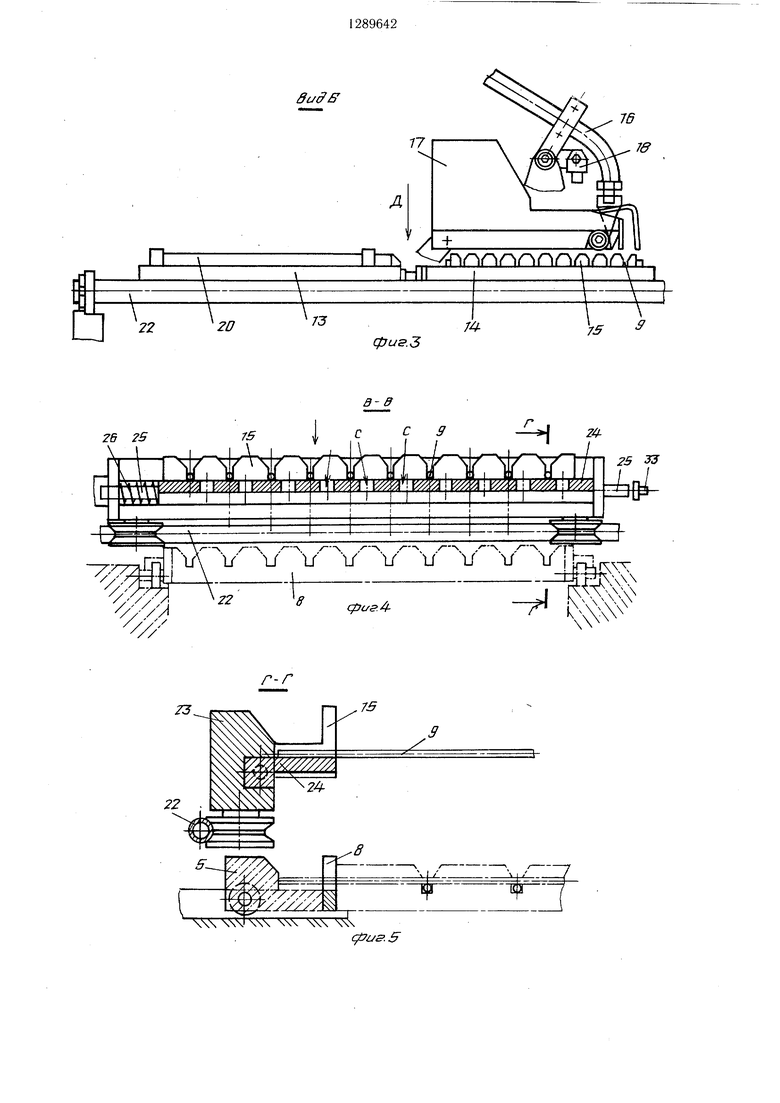
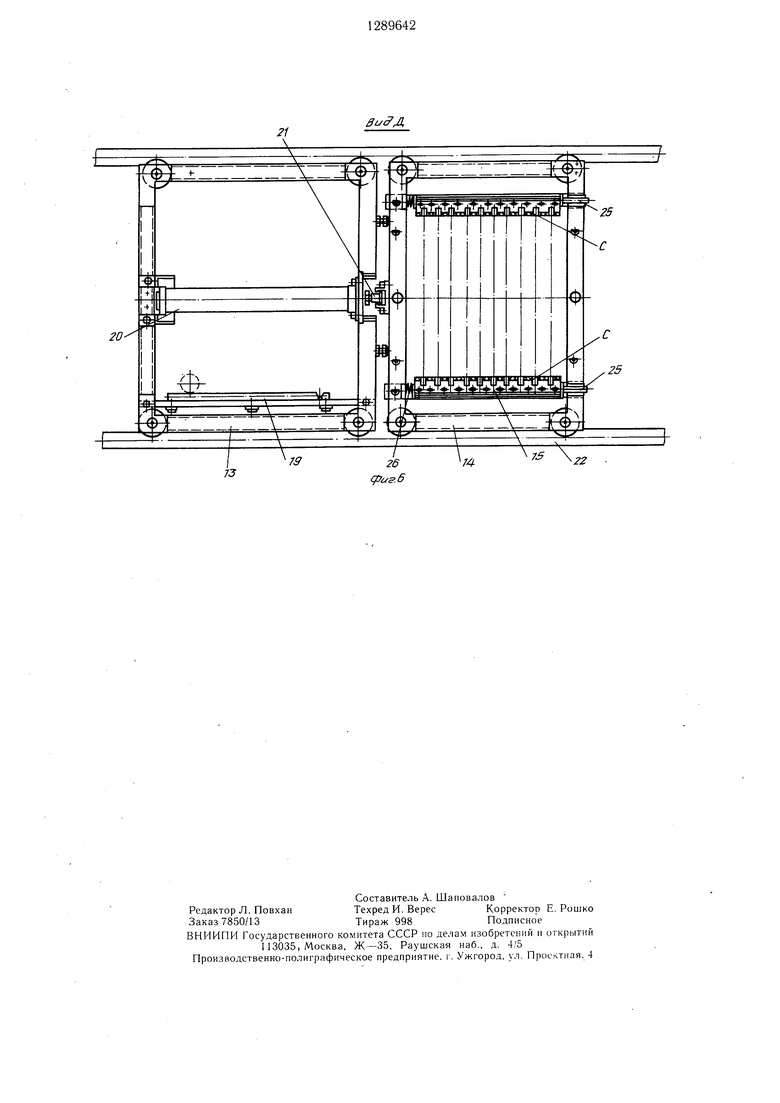
На фиг. 1 изображен автомат, обший вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - вид Д на фиг. 3.
Автомат для изготовления решеток содержит станину 1, установленные на ней приводной 2 и натяжной 3 валы-звездочки, на которые надеты цепи транспортера 4, несуш,ие тележки 5 с гребенками 6 для поперечных прутков 7 и гребенками 8 для продольных прутков 9 решетки 10.
Приводной вал-звездочка 2 соединен с приводом вращения через электромагнитную муфту (не показаны). К станине 1 крепится приводная станция 11 набора продольных прутков 9, на которой смонтирован механизм 12 загрузки продольных прутков 9 который снабжен транспортной кареткой 13 и сборочной тележкой 14, на которой ус- тановлены гребенки 15 для набора продольных прутков 9. Вакуумная присоска 16 смонтирована на бункере 17 и под действием толкателя 18 по одной захватывает и сбрасывает прутки 9 в гребенки 15 по мере перемещения тележки 14 от электромеханичес- кого привода (не показан) и реечной передачи с рейкой 19.
На транспортной каретке 13 установлен пневмоцилиндр 20, конец штока 21 которого сочленен со сборочной тележкой 14 и посредством которого сборочная тележка 14 дополнительно перемещается по направляющим 22 в зону цепного транспортера 4 для пересыпки продольных прутков 9 из гребенок 15 в гребенки 8 на несущей тележке 5. На сборочной тележке 14 под гре- бейками 15 в направляющих 23 установлены подвижные планки 24 с пазами С и хвостовиками 25, расположенными с обоих концов подвижных планок 24, причем с одного конца подвижных планок 24 на хвостовики 25 установлены пружины 26 для возврата подвижных планок 24. На станине 1 также установлен механизм 27 загрузки поперечных прутков 7 непосредственно в гребенки 6 несущих тележек 5, имеющий свою вакуумную присоску, бункер и толкатель.
Кроме того, на станине 1 установлены подъемный сварочный стол 28, сварочная головка 29 со сварочными трансформаторами 30, направляющие 31 съемника 32 и упоры 33.
Автомат работает следующим образом.
В процессе работы несущие тележки 5 совершают больщие и малые шаговые перемещения. Сначала . несущие тележки 5 со- верщают перемещения на шаги, равные расстояниям между поперечными прутками 7 решетки 10. Количество перемещений при это.м равно количеству шагов между поперечными прутками. В процессе этих перемещений, а именно во время остановки несущей тележки 5 между шага.ми, механизм 27 загрузки сбрасывает прутки 7 непосредственно в призматические пазы гребенок 6 несущих тележек 5. В это время происходит сварка одного ноперечного прутка 7 ранее собранной рещетки 10. В это же время, совмещая время сборки продольных прутков 9 со сборкой поперечных прутков 7, на станции 11, в стороне от несущих, тележек 5, механизм 12 загрузки продольных прутков 9 из бункера 17 вакуумными присосками 16 под действием толкателя 18 укладывает продольные прутки 9 в гребенки 15 сборочной тележки 14, которая вместе с транспортной кареткой 13 перемещается под присоской 16 от электромеханического привода (не показан ) и реечной передачи с рейкой 19 по направляющим 22. Транспортная каретка 13 перемещается вместе со сборочной тележкой 14 за счет того, что она сочленена с ней концом штока 21. Как только в сборочную тележку 14 укладывается последний пруток 9, срабатывает пневмоцилиндр 20 и досылает сборочную тележку 14 по направляющим 22 в зону цепного транспортера, где ее уже ждет несущая тележка 5 после большого шагового перемещения транспортера 4, с уложенными ранее на нее поперечны.ми прутками 7 механизмом 12 загрузки во время малого шагового перемещения несущей тележки 5. Как только хвостовики 25 сборочной тележки 14 доходят до жестких упоров 33, происходит смещение подвижных планок 24 и сжатие пружин 26, прутки 9 через пазы С пересыпаются из гребенок 15 в гребенки 8 несущей тележки.
Таким образом рещетка собирается и после большого щагового перемещения несущей тележки 5 оказывается на позиции сварки. При это.м сварка производится в момент остановки транспортера 4 в перерывах между шагами по одно.му поперечному прутку 7 к продольным пруткам 9 на подъемном столе 28 сварочной головкой 29, запитанной от сварочных трансформаторов 30. После сварки несущая тележка 5 с решеткой 10 попадает на позицию съема, где съемником 32 она вынимается из гребенок 6 и 8 несущей тележки 5 транспортера 4 и по направляюихим 31 съемник 32 выносит готовую рещетку за пределы машины, где она передается на последующие технологические операции.
Затем срабатывает пневмоцилиндр 20, DJTOKOM 21 он подтягивает сборочную тележку 14 к транспортной каретке 13, а под действием пружин 26 планки 24 возвращаются в исходное положение, смеш,ая пазы С гребенок 15 (фиг. 5).
Затем включается электромеханический привод и транспортная карет1 а 13 вместе со сборочной тележкой 14 возвращается в исходное положение.
Машина работает в непрерывном автоматическом цикле и за счет совмещения операций раздачи продольных и поперечных прутков рещетки со сваркой цикл работы мащины является минимально возможным.
Предложенное устройство полностью механизирует процесс укладки продольных прутков при сборке и сварке деталей типа «решетка при изготовлении их из мерных прутков.
Формула изобретения
Автомат для изготовления проволочных решеток, состоящий из размешенных на станине транспортера со средствами для фиксации продольных элементов решетки, бун
5
0
керов для продольных и поперечных элементов со средствами для автоматической поштучной выдачи, сварочной головки и съемника готовых изделий, отличающийся тем. что, с целью повышения производительности и расширения технологических возможностей, он снабжен размещенным под сварочной головкой подъемным столом и средством для транспортировки продольных элементов к месту сборки, выполненным в виде отдельной приводной станции, состоящей из смонтированных на станине перпендикулярно транспортеру направляющих, размешенных на направляющих и связанных одна с другой сборочной и транспортной тележек, первая из которых выполнена приводной посредством зубчато-реечной передачи и имеет размещенные по ее краям гребенки и смонтированные под гребенками с возможностью возвратно-поступательного перемещения подпружиненные планки с пазами, а на второй размещен привод дополнительного перемещения сборочной тележки, выполненный в виде силового цилиндра, шток которого связан со сборочной тележкой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1291330A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Машина для сборки и сварки сотовых решеток | 1987 |
|
SU1418017A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
Изобретение относится к сварочному оборудованию и позволяет повысить производительность путем совмещения времени сборочных операций с транспортными и сварочными. Автомат состоит из станины 1, на которой установлен транспортер 4 с несущими тележками 5, механизма загрузки поперечных прутков, механизма загрузки продольных прутков, подъемного сварочного стола 28, сварочной головки 29 со сварочными трансформаторами 30. Механизм загрузки продольных прутков снабжен сборочной тележкой и транспортной кареткой, связанными между собой в единое целое, имеющими общий привод перемещения и смонтированными друг за другом на горизонтальных направляющих 22, расположенных под бункером с прутками над транспортными тележками перпендикулярно их движению. Автомат дает возможность полностью механизировать процесс укладки прутков при сборке и сварке решетчатых дета- д лей при изготовлении их из мерных прут- S ков. 6 ил. (Л N:) 00 со Oi 4 N5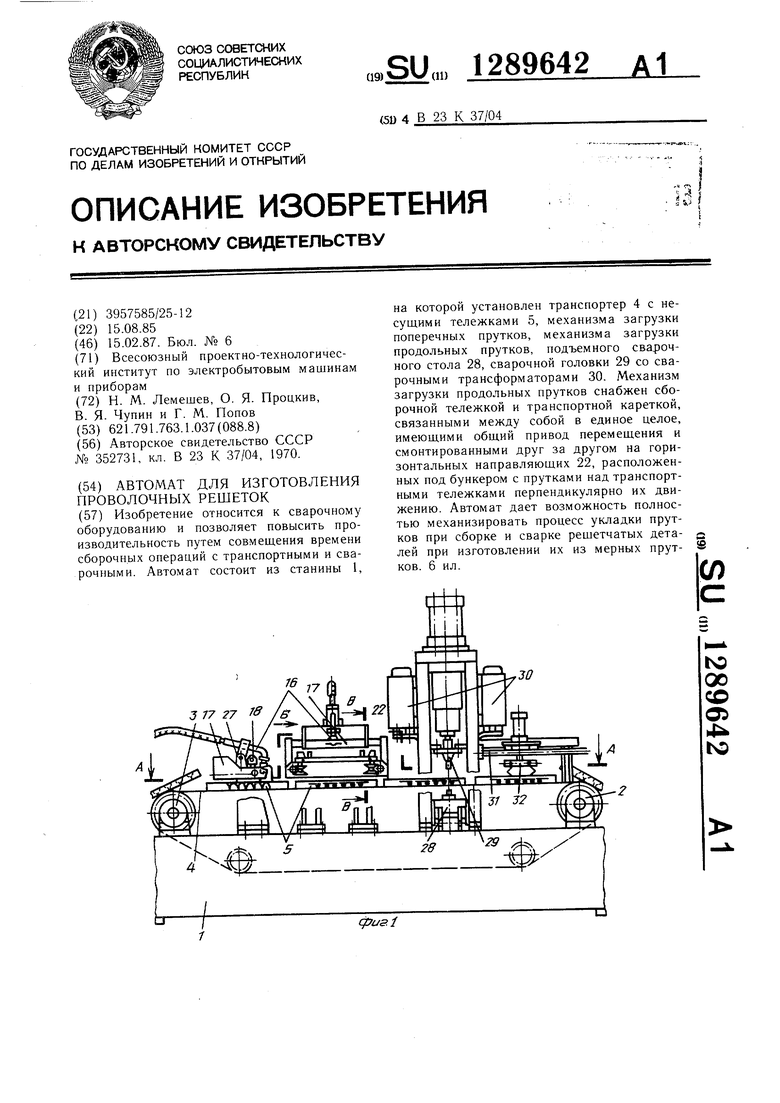
5 f
3affff
п
V.
22
2D
73
76
ЯШПГ|ППП/ |Г|А,
/ь
7
фиг.З
75
ff
25 313
i
cjpuff.5
срие.6
| 0 |
|
SU352731A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
