00 00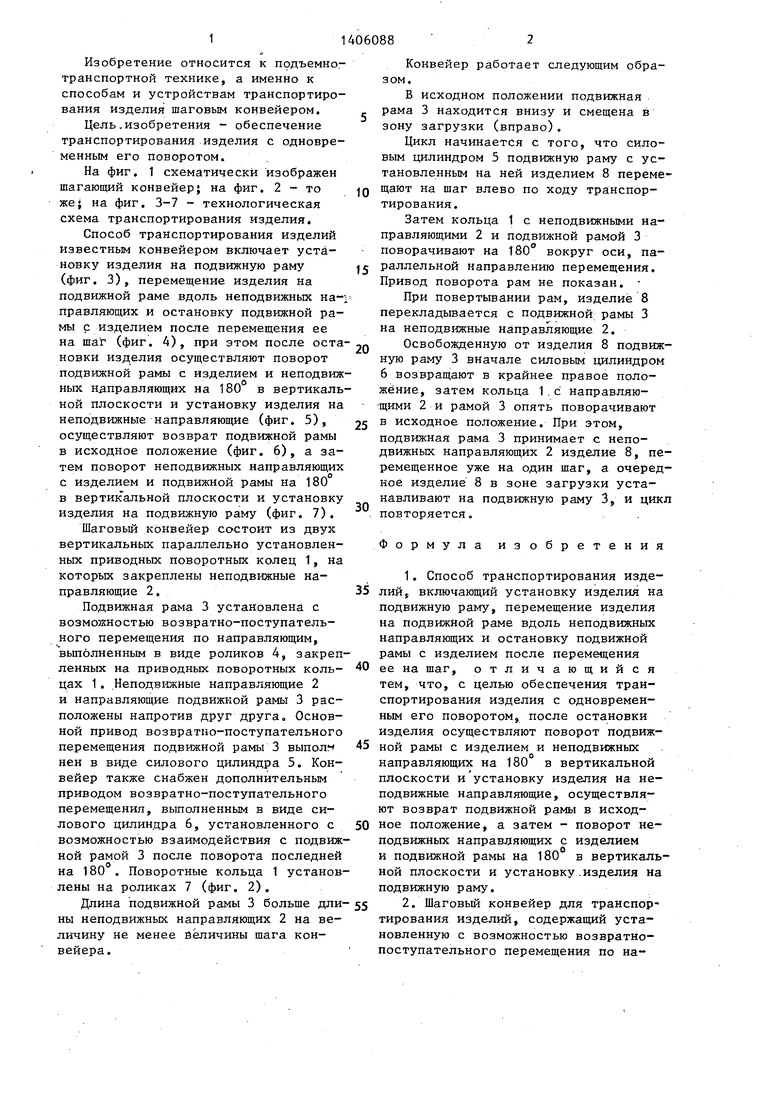
| название | год | авторы | номер документа |
|---|---|---|---|
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
| Шаговый конвейер | 1988 |
|
SU1546366A1 |
| Шаговый конвейер для транспортирования цилиндрических изделий | 1991 |
|
SU1803365A1 |
| Шаговый конвейер | 1989 |
|
SU1646957A1 |
| Шаговый конвейер | 1990 |
|
SU1787880A1 |
| Шаговый конвейер | 1989 |
|
SU1789454A1 |
| Шаговый конвейер | 1979 |
|
SU846437A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Шагающий конвейер | 1988 |
|
SU1507690A1 |
| Шаговый конвейер | 1982 |
|
SU1062142A1 |
Изобретение относится к подъемно-транспортной технике. Цель - обеспечение транспортирования изделия с одновременным его поворотом. Изделие устанавливают на подвижную раму (Р) 3, размещенную с возможностью возвратно-поступательного перемещения по направляющим (Н) в виде роликов, закрепленных на двух вертикальных паралл ельно установленных при- ВТ5ДНЫХ кольцах 1. Приводом 5 Р 3 с установленным на ней изделием перемещают на шаг влево по ходу транспортирования и останавливают. Дополнительным приводом 6 Р 3 с изделием и уста- но ленные напротив Н (роликов) и закрепленные на кольцах 1 неподвижные Н 2 поворачивают в вертикальной плоскости на 180 . При повертывании Р 3 изделие перекладывается на Н 2. Освобожденную от изделий Р 3 приводом 6 возвращают в исх.одное положение. Затем Н 2 и Р 3 поворачивают в вертикальной плоскости на 180 и Р 3 принимает с Н 2 изделие, перемещенное уже на один шаг. Очередное изделие в зоне загрузки устанавливают на Р 3, цикл повторяется. 2 с.п. ф-лы, 7 ил. с 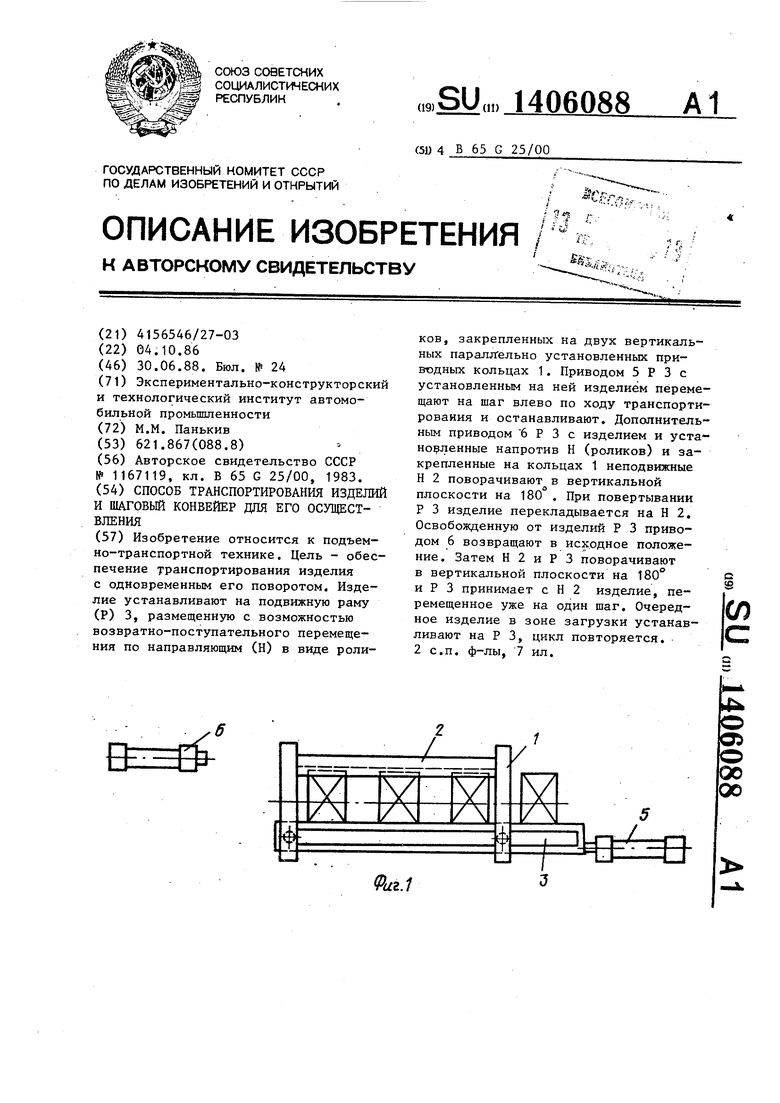
Фаг.1
Изобретение относится к подъемно- транспортной технике, а именно к способам и устройствам транспортирования изделия шаговым конвейером.
Цель.изобретения - обеспечение транспортирования изделия с одновременным его поворотом.
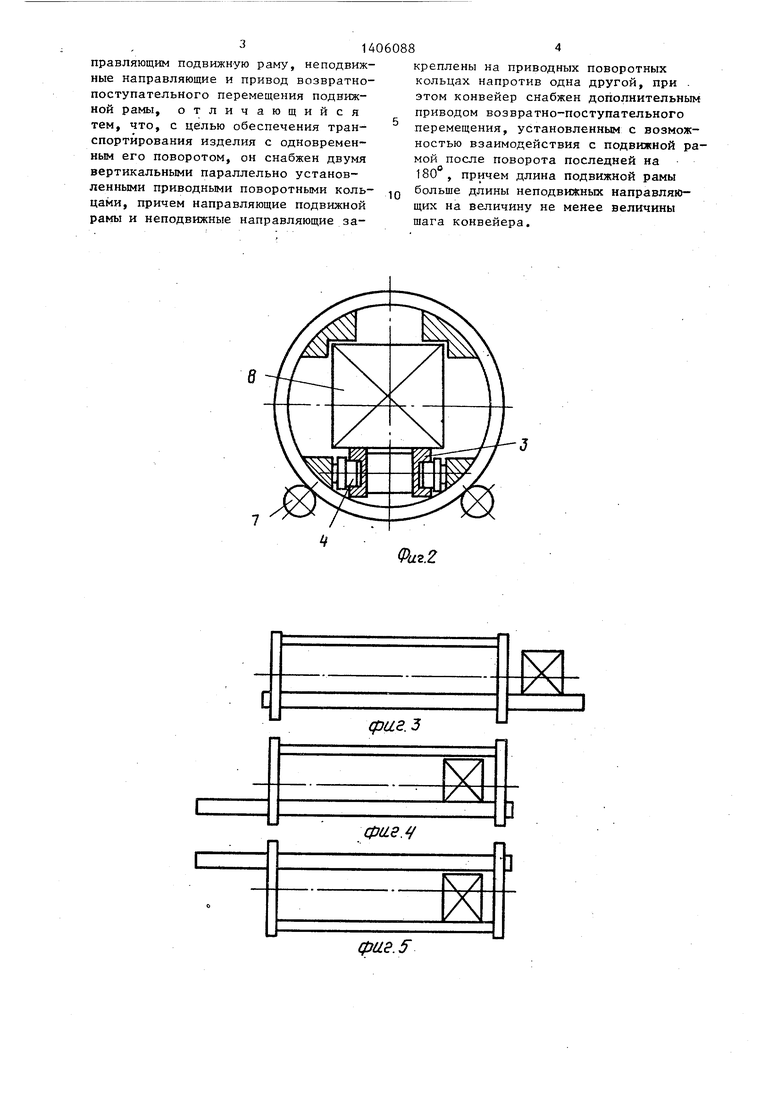
На фиг, 1 схематически изображен шагающий конвейер; на фиг. 2 - то же; на фиг. 3-7 - технологическая схема транспортирования изделия.
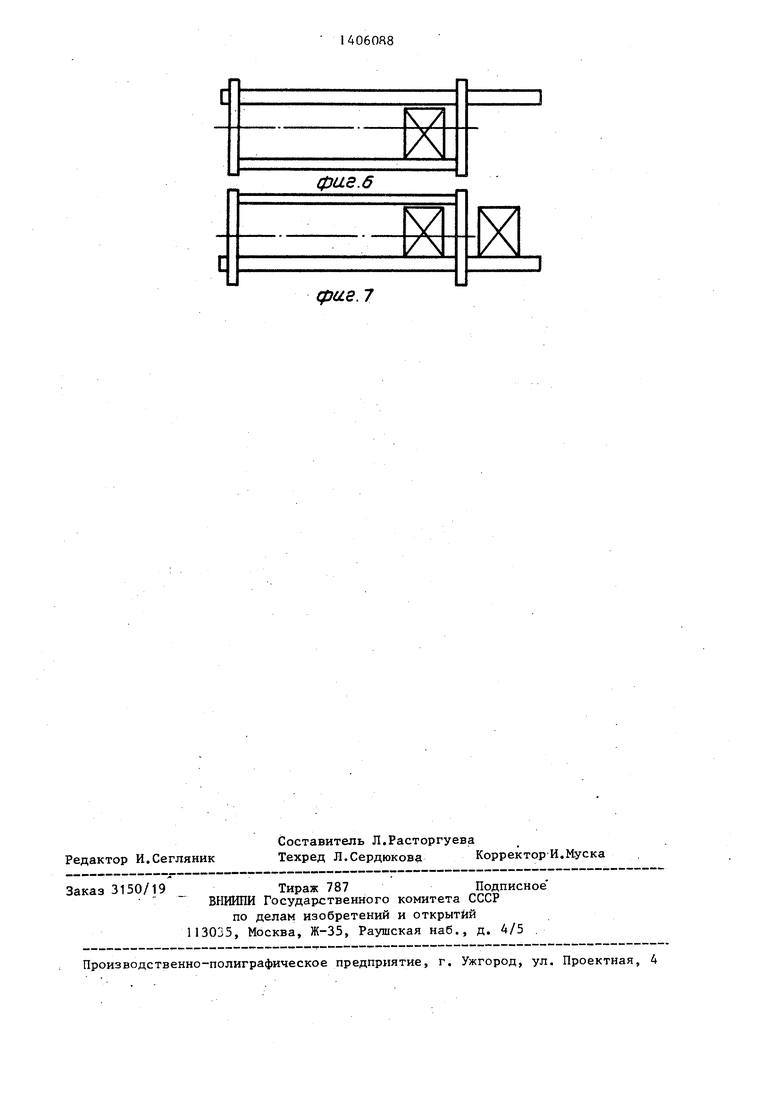
Способ транспортирования изделий известным Конвейером включает установку изделия на подвижную раму (фиг. 3), перемещение изделия на подвижной раме вдоль неподвижных направляющих и остановку подвижной рамы с изделием после перемещения ее на ша г (фиг. 4), при этом после остановки изделия осуществляют поворот подвижной рамы с изделием и неподвижных ндправляющих на 180 в вертикальной плоскости и установку изделия на неподвижные направляющие (фиг. 5), осуществляют возврат подвижной рамы в исходное положение (фиг. 6), а затем поворот неподвижных направляющих с изделием и подвижной рамы на 180 в вертик апьной плоскости и установку изделия на подвижную раму (фиг. 7).
Шаговьй конвейер состоит из двух вертикальных параллельно установленных приводных поворотных колец 1, на которых закреплены неподвижные направляющие 2.
Подвижная рама 3 установлена с возможностью возвратно-поступательного перемещения по направляющим, выполненным в виде роликов 4, закрепленных на приводных поворотных кольцах 1. Неподвижные направляющие 2 и направляющие подвижной рамы 3 расположены напротив друг друга. Основной привод возвратно-поступательного перемещения подвижной рамы 3 выполз нен в виде силового цилиндра 5. Конвейер также снабжен дополнительным приводом возвратно-поступательного перемещения, выполненным в виде силового цилиндра 6, установленного с возможностью взаимодействия с подвижной рамой 3 после поворота последней на 180 . Поворотные кольца 1 установлены на роликах 7 (фиг. 2).
Длина подвижной рамы 3 больще длины неподвижных направляющих 2 на величину не менее величины шага конвейера.
Конвейер работает следующим образом.
В исходном положении подвижная рама 3 находится внизу и смещена в зону загрузки (вправо).
Цикл начинается с того, что силовым цилиндром 5 подвижную раму с установленным на ней изделием 8 перемеQ щают на щаг влево по ходу транспортирования.
Затем кольца 1 с неподвижными направляющими 2 и подвижной рамой 3 поворачивают на 180° вокруг оси, па раллельной направлению перемещения. Привод поворота рам не показан,
При повертывании рам, изделие 8 перекладьюается с подвижной рамы 3 на неподвижные направляющие 2.
Q Освобожденную от изделия 8 подвижную раму 3 вначале силовьм цилиндром 6 возвращают в крайнее правое положение, затем кольца 1.с направляющими 2 и рамой 3 опять поворачивают
5 в исходное положение. При этом, подвижная рама 3 принимает с неподвижных направляющих 2 изделие 8, перемещенное уже на один щаг, а очередное изделие 8 в зоне загрузки устанавливают на подвижную раму 3, и цикл повторяется.
Формула изобретения
0 ее на шаг, отличающийся тем, что, с целью обеспечения транспортирования изделия с одновременным его поворотом, после остановки изделия осуществляют поворот подвиж5 ной рамы с изделием и неподвижных направляющих на 180 в вертикальной плоскости и установку изделия на неподвижные направляющие, осуществляют возврат подвижной рамы в исход0 ное положение, а затем - поворот неподвижных направляющих с изделием и подвижной рамы на 180 в вертикальной плоскости и установку .изделия на подвижную раму.
5 2. Шаговый конвейер для транспортирования изделий, содержащий установленную с возможностью возвратно- поступательного перемещения по на3140
правляющим подвижную раму, неподвижные направляющие и привод возвратно- поступательного перемещения подвижной рамы, отличающийся тем, что, с целью обеспечения транспортирования изделия с одновременным его поворотом, он снабжен двумя вертикальными параллельно установленными приводными поворотными кольцами, причем направляющие подвижной рамы и неподвижные направляющие за
креплены на приводных поворотных кольцах напротив одна другой, при . этом конвейер снабжен дополнительным приводом возвратно-поступательного перемещения, установленным с возможностью взаимодействия с подвижной рамой после поворота последней на 180 , причем длина подвижной рамы больше длины неподвижных направляющих на величину не менее величины шага конвейера.
Фаг2
фаг.
фае.
фае.7
