S
С/) С
Изобретение относится к способам упрочнения металлических полуфабрикатов, преимущественно труб и оболочек вращения,
Целью изобретения является повьше ние эксплуатационной надежности.
Пример, Закручиванию подвергались трубы из сплава Д16Т длиной 1500 мм и сечением 40 36 мм. При дискретном закручивании труб длина участка закручивания равна 50 мм, а длина промежуточного участка, не подвергавшегося закручиванию - 30 мм. Угол закручивания образцов 38-40.
Закручивание участков проводилось при , после чего труба подвергалась закалке при 495°С охлаждением в воде и резке на экспериментальные отрезки длиной 500 мм.
Результаты испытаний экспримен- тальных отрезков труб с заглушенными концами на действие внутреннего давления приведены в таблице.
Полученные, результаты показывают,
Рллакс что при одинаковом уровне
i potip
0,95 для дискретно закрученных образцов среднее количество циклов нагружения внутренним давлением на
10-15% выше по сравнению с непрерывной закруткой и на 25-30% выше по сравнению с незакрученными трубами.
Последующая после закрутки термообработка необходима для снятия напряжений после закрутки и получения высоких и равномерных механических свойств материала трубы.
Фор. мула изобретения
Способ упрочнения длинномерных тел вращения, преимущественно труб и оболочек, включающий термическую обработку и пластическую деформацию кручением, отличающийся тем, что, с целью повьшения эксплуатационной надежности, кручению подвергают дискретно расположенные участки длиной 10-20 толщин стенки трубы, чередующиеся с участками, не подвергаемыми кручению, длиной 0,3- 1,0 длины закручиваемых участков, причем перед кручением очередного участка осуществляют его местный нагрев, а по окончании кручения последнего участка вся труба подвергается общему нагреву по режиму термической обработки.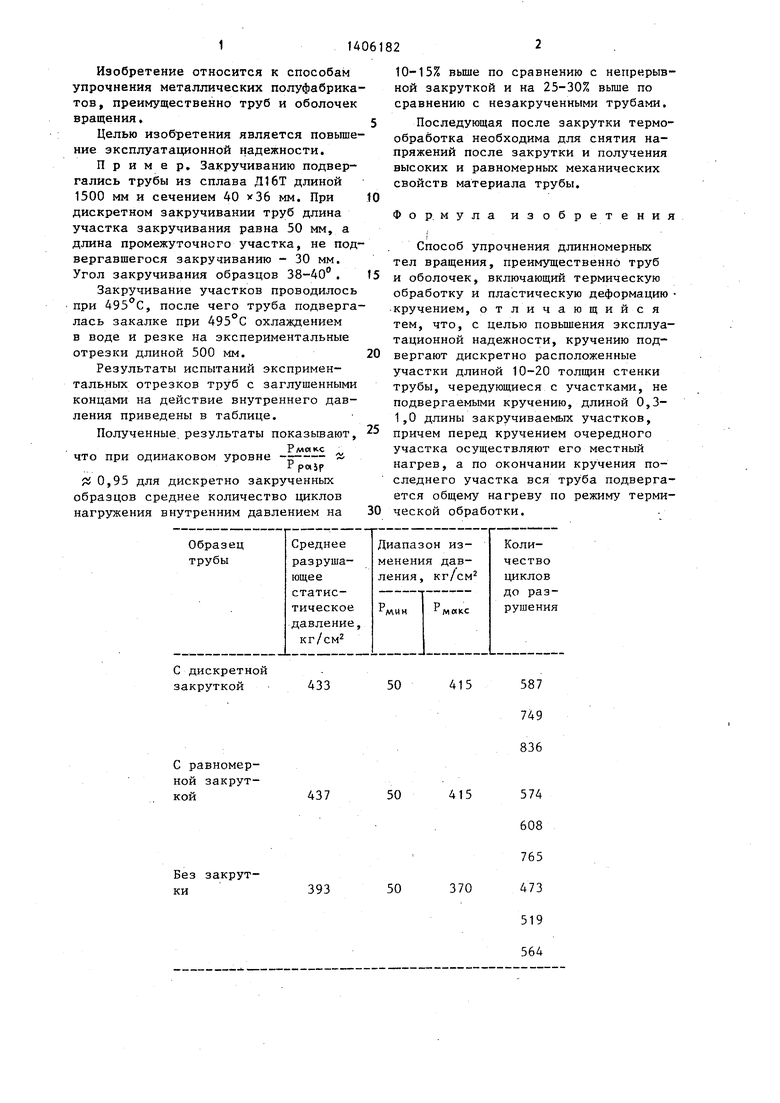
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ упрочнения стальных изделий | 1985 |
|
SU1381174A1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ | 2017 |
|
RU2643285C1 |
| Способ упрочнения стальных изделий | 1982 |
|
SU1109449A1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ обработки заготовок из ферритно-мартенситной стали | 2021 |
|
RU2772151C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
Изобретение относится к способам упрочнения металлических полуфабрикатов, преимущественно труб и оболочек вращения. Цель - повышение эксплуатационной надежности. Участки труб длиной от 10 до 20 толщин ее стенки,расположенные друг от друга на расстоянии от 0,3 до 1,0 длины самих участков, поочередно подвергают нагреву и деформации кручением. После пластической деформации последнего участка закручивания осуществляют нагрев всей трубы. 1 табл.
С дискретной закруткой
433
С равномерной закруткой
437
Без закрутки
393
50
415
587
749
415
370
836
574 608 765 473 519 564
| Способ упрочнения стальных изделий | 1982 |
|
SU1109449A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
