Изобретение относится к крас$ 1ль- .ному производству легкой промышленности. Оно может быть использовано и машиностроении, приборостроении и других отраслях промьштенности для программного управления m аппаратами (станками)т,вьтолня ощими S технологических операций с п. обрабатываемыми изделиями и L обслуживатеЛЯMИi
Целью изобретения является расширение функциональных возможностей устройства.
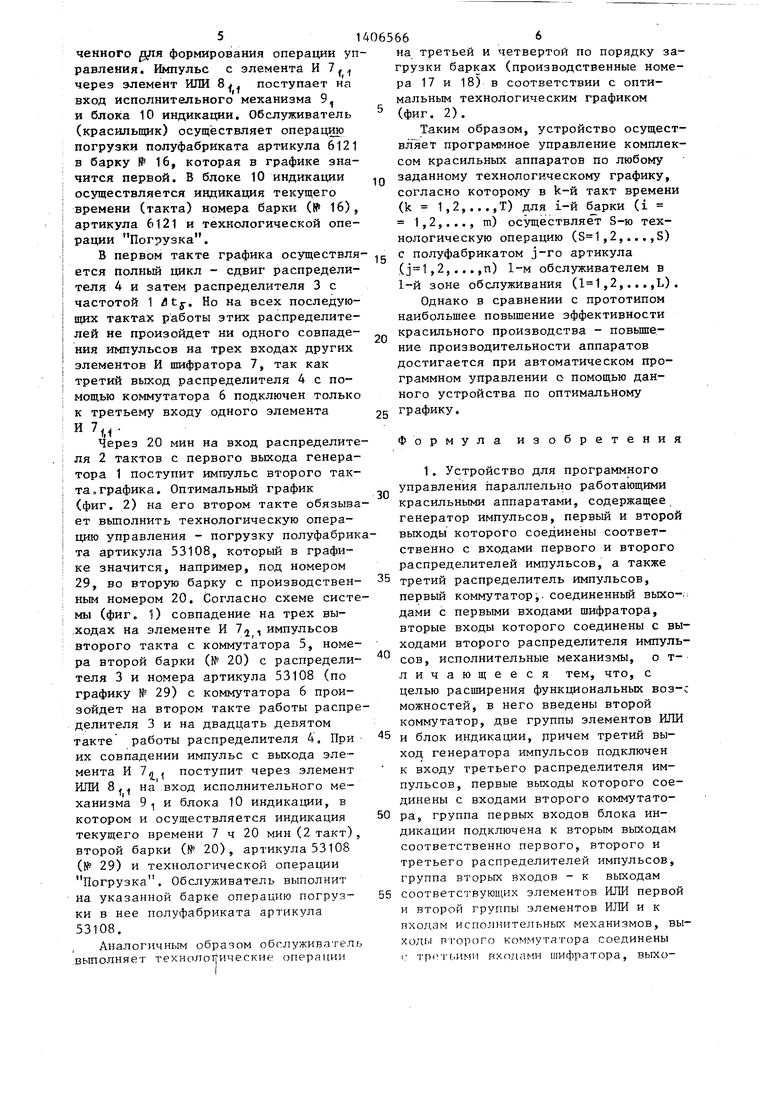
На фиг. 1 представлена структурная схема системы; -на фиг. 2 - оптимальный технологический график работы четьфех красильных аппаратов (барок);, находящихся в зоне обслуживания одного красильщика (робота) .
Обозначения на фиг. 1 и 2:
Т - длительность планируемого периода и количество выходов распределителя 2 тактов)
Ш
15
20
трехзначное число в круглых длительность крашения в мину число под графиком в k-м сто суммарное количество погрузо грузок одной зоны красильньк тов в k-такте. Первая строка на фиг. 2 - номера тактов, в строка - часыд,
Устройство для программно ления параллельно работающим сильными аппаратами содержит тор 1 импульсов, распределит импульсов, распределитель 3 красильных аппаратов, распре 4 импульсов артикулов, первы татор 5, второй коммутатор 6 лов, шифратор 7 с группами т довых элемейтов И 7 7
, 1,7. т, гр q-входо вых элементов ШШ 8 исполнительные механизмы индикации и группы красил
m - количество действующих на кра 25 паратов (барок) 11 i, i 11 п
11l,,i-1U,m сильном производстве красильных аппаратор (барок);
- количество артикулов обрабатываемых полуфабрикатовj
- максимальное количество различных технологических операций, вьтолняемых на одном красильном аппаратеj
- максимальное количество повторений операций одного вида
„
на одном аппарате за планируе мый период;
S - максимальное количество видов операций, выполняемых на одном аппарате;
L - количество зон обслуживания на производстве из расчета обслуживания одной зоны одним красильщикоМ; при этом в зоне находится до четьфех красильных аппаратов;
Нормативное количество аппаратов, обслуживаемых одним красильщиком;
технологическая операция по- , грузки полуфабриката в красиль вый аппарат длительностью в один такт (20 мин) - Q операция выгрузки пол фабрика- та из красильного аппарата, длительностью в один такт;
п - такт простоя аппарата,
Четьфех- или пятизначное число бозначает артикул полуфабриката.
„
т И
5
0
трехзначное число в круглых скобках - длительность крашения в минутах, число под графиком в k-м столбце - суммарное количество погрузок и выгрузок одной зоны красильньк аппаратов в k-такте. Первая строка чисел на фиг. 2 - номера тактов, вторая строка - часыд,
Устройство для программного управления параллельно работающими красильными аппаратами содержит генератор 1 импульсов, распределитель 2 импульсов, распределитель 3 импульсов красильных аппаратов, распределитель 4 импульсов артикулов, первый коммутатор 5, второй коммутатор 6 артикулов, шифратор 7 с группами трехвхо- довых элемейтов И 7 7 ,,,,,
, 1,7. т, группы q-входо вых элементов ШШ 8 i. s исполнительные механизмы . , блок 10 индикации и группы красильных ап25 паратов (барок) 11 i, i 11 п
30
35
40
45
fiS
11l,,i-1U,m Данное устройство обеспечивает:
Управление обработкой полуфабрикатов п различных артикулов, управление цо большому количеству различных программу большая гибкость в процессе обработки полуфабрикатов и управлении им управление большим количеством технологических операций, индикацию работающих красильных аппаратов; индикацию и контроль работающих красильных аппаратов.
Первый, второй и третий выходы генератора 1 импульсов подключены соответственно к входу первого распределителя 2 тактов, второго распределителя 3 красильных аппаратов, третьего распределителя 4 артикулов. Выходы первого распределителя 2 тактов через коммутатор 5 тактов подключены к вторым входам трехвходовых элементов 1 1 шифратора 7, i-й выход второго распределителя 3 красильных аппаратов подключен к объединенным третьим входам i-й группы трехвходовых элементов 7ii, Tj/r i, шифратора 7 при i 1,2,..., m. Выходы 1,2,..., z i-й группы третьего распределителя 4 артикулов через коммутатор 6 артикулов подключены к первым входам элементов И 7
f, J «9 4,2
го элемента И 7 подключен
м
,7{ 1 шифратора 7. Выход каждо- к входу то- ИЛИ 8. котого q-входового элемента
рый соответствует заданной технологической операции. Группы первых входов 1,2,..., Т, 1,2ти1,2,...,п
блока 10 индикации подключены к выходам соответствующего распределителя 2 тактов, распределителя 3 красильных аппаратов и распределителя 4 артикулов и каждый вход из qi«L входов второй группы - к соответствующим выходам элементов ИЛИ и входам исполнительных механизмов 9.
Количество выходов (ячеек)распределителя 2 равно количеству тактов
Устройство для программного управ
в планируемом периоде, например, при «с
Т 1 сут 1440/20 72 тактам работает следующим образом, личество вькодов распределителя 3 исходном состоянии в распредебарок равно количеству действующихлителях 2-4 подготовлены к срабаты- барок. Количество выходов распределителя 4 равно количеству артикулов
ванию первые выходы (ячейки). При включении устройства (например, в .20 7 ч 00 мин) импульс с первого выхо да генератора 1 устанавливает первую ячейку распределителя 2 (тактов в единичное состояние. Первый импул с второго выхода генератора 1 произ водит запись единицы в первую ячейку распределителя 3. Импульсы с третьего выхода генератора 1 поступают на вход распределителя 4 и осу ществляют его сдвиг с частотой 1/dt, т.е. с первого выхода генер тора 1 импульсы поступают на сдвиг распределителя 2 импульсов с интервалом /5t, с второго выхода генерат ра 1 импульсы поступают на сдвиг
обрабатываемых полуфабрикатов.
Группы элементов И 7 7
i, 7 1,2 7m,,i представляют собой шифратор 7 (программоноситель) , который производит моделирова ние технологических операций (погрузку, выгрузку, подачу воды, пара и т.д.), различных оптимальных графиков работы барок и их обслуживания, при этом регулирующее воздействие осуществляется с помощью электрических управляющих импульсой.
Первые объединенные по группам входы элементов И 7,- -7 , подключены к i-му выходу распределителя 3 импульсов барок, вторые входы - к ,выходам первого коммутатора 5 тактов Количество элементов И в i-й группе равно 2 - максимальному количеству вьтолняемых технологических операций разного вида на одном красильном аппарате. Коммутатор 5 обеспечивает возможность подключения любого выхода распределителя 2, который соответствует номеру такта оптимального графика работы и обслуживания барок, а второму входу элемента И 7, находящегося в группе элементов И 7;. - соответствующей i-й управляемой в рассматриваемом интервале времени (такте) барки.
Третьи входы элементов И подключены к выходам второго коммутатора 6 следующим образом: j-й выход распределителя 4 импульсов во втором коммутаторе 6 подключены к третьему входу элемента И в той группе элементов И 7 -7 - I которая соответствует i-й управляемой в данном такте барк ё согласно оптимальному расписанию работы и обслуживания барок.
Выходы каждой группы из S элемен- тов ИЛИ 8j , соответствующих количеству видов операций, подключены к входам соответствующего механизма ( и к входам индикатора 10, а входы конкретного исполнительного механизма - к управляемым красильным аппаратам (баркам) 11 ,..., , объединенным в группы (зоны обслуживания) из га штук.
Устройство для программного управ
лителях 2-4 подготовлены к срабаты-
ванию первые выходы (ячейки). При включении устройства (например, в 7 ч 00 мин) импульс с первого выхода генератора 1 устанавливает первую ячейку распределителя 2 (тактов) в единичное состояние. Первый импульс с второго выхода генератора 1 производит запись единицы в первую ячейку распределителя 3. Импульсы с третьего выхода генератора 1 поступают на вход распределителя 4 и осуществляют его сдвиг с частотой 1/dt, т.е. с первого выхода генератора 1 импульсы поступают на сдвиг распределителя 2 импульсов с интервалом /5t, с второго выхода генератора 1 импульсы поступают на сдвиг
распределителя 3 с интервалом , а с третьего выхода - на сдвиг распределителя 4 с интервалом t, причем, /)t 7 tg74t, например t г 1с, /)to( 1 мс.
Первым, согласно графику (фиг. 2) подлежит управлению операция погрузки полуфабриката артикула 6121, например, в красильный аппарат (барку) с производственным номером 16. В
графике, по которому работает устройство, баркам и артикулам присвое- .ны порядковые номера согласно действующим на производстве номенклатурам. Но поскольку барка № 16 будет задействована на процесс первой, ей в графику присваивается дополнительньй первый номер, которому соответствует первый выход распределителя 3. Артикулу 6121 присвоен третий номер, которому соответствует третий выход в распределителе 4. Поэтому на третьем такте работы распределителя 4 произойдет совпадение импульсов на трех входах элемента И 7 i , предназна
ченного 1я формирования операции управления. Импульс с элемента И 7., через элемент ИЛИ 8. поступает на вход исполнительного механизма 9;| и блока 10 индикации. Обслуживатель (красильщик) осуществляет операцию погрузки полуфабриката артикула 6121 в барку № 16, которая в графике значится первой. В блоке 10 индикации осуществляется индикация текущего времени (такта) номера барки (№ 16), артикула 6121 и технологической операции Погрузка.
В первом такте графика осуществляется полный цикл - сдвиг распределителя 4 и затем распределителя 3 с частотой 1 tj-. Но на всех последующих тактах работы этих распределителей не произойдет ни одного совпадения импульсов на трех входах других элементов И шифратора 7, так как третий выход распределителя 4 с помощью коммутатора 6 подключен только к третьем входу одного элемента
И7,,.
Через 20 мин на вход распределителя 2 тактов с первого выхода генератора 1 поступит импульс второго такта, графика. Оптимальный график (фиг. 2) на его втором такте обязывает выполнить технологическую операцию управления - погрузку полуфабрикта артикула 53108, который в графике значится, например, под номером 29, во вторую барку с производствен- номером 20. Согласно схеме системы (фиг. 1) совпадение на трех вы- .ходах на элементе И 7/ , импульсов второго такта с коммутатора 5, номера второй барки (№ 20) с распределителя 3 и номера артикула 53108 (по графику № 29) с коммутатора 6 произойдет на втором такте работы распределителя 3 и на двадцать девятом такте работы распределителя 4, При их совпадении импульс с выхода элемента И 7, , поступит через элемент РШИ 8 на вход исполнительного механизма 9 и блока 10 индикации, в котором и осуществляется индикация текущего времени 7 ч 20 мин (2 такт), второй барки (№ 20), артикула 53108 (№ 29) и технологической операции Погрузка. Обслуживатель выполнит на указанной барке операцию погрузки в нее полуфабриката артикула 53108.
. Аналогичным образом Обслуживатель .вьтолняет технолот ические операции
5
0
0
на третьей и четвертой по порядку загрузки барках (производственные номера 17 и 18) в соответствии с оптимальным технологическим графиком (фиг. 2).
Таким образом, устройство осуществляет программное управление комплексом красильных аппаратов по любому Q заданному технологическому графику, согласно которому в k-й такт времени (k 1,2,...,Т) для i-й барки (i 1,2,..., m) осуществляет S-ю технологическую операцию (,2,...,S) с полуфабрикатом j-ro артикула (,2,...,п) 1-м обслуживателем в 1-й зоне обслуживания (,2,...,L).
Однако в сравнении с прототипом наибольшее повышение эффективности красильного производства - повьше- ние производительности аппаратов достигается при автоматическом программном управлении о помощью данного устройства по оптимальному 5 графику.
Формула изобретения
1. Устройство для программного управления параллельно работающими красильными аппаратами, содержащее генератор импульсов, первый и второй выходы которого соединены соответственно с входами первого и второго распределителей импульсов, а также третий распределитель импульсов, первый коммутатор,, соединенньй выхо-.: дами с первыми входами шифратора, вторые входы которого соединены с выходами второго распределителя импульсов, исполнительные механизмы, о т- личающееся тем, что, с целью расширения функциональных воз-с можностей, в него введены второй коммутатор, две группы элементов ИЛИ и блок индикации, причем третий выход генератора импульсов подключен к входу третьего распределителя импульсов, первые выходы которого соединены с входами второго коммутато0 ра, группа первых входов блока индикации подключена к вторьт выходам соответственно первого, второго и третьего распределителей импульсов, группа вторых входов - к выходам
5 соответствующих элементов ИЛИ первой и второй группы элементов ИЛИ и к входам исполнительных механизмов, вы- ходь второго коммутатора соединены с , входами ишфратора, выхо5
0
5
7
ды которого подключены к соответствующим входам элементов ИЛИ первой и второй группы элементов ИЛИ.2. Устройство по п. 1, отличающееся тем, что шифратор содержит группы элементов И, первые
входы которых подключены к первым входам щифратора вторые входы - к вторым входам шифратора, третьи входы - к третьим входам шифратора, выходы которого соединены с выходами элементов И соответствующей группы элементов И.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом крашения | 1987 |
|
SU1527344A1 |
| СТАТИСТИЧЕСКИЙ АНАЛИЗАТОР ОТКЛОНЕНИЙ НАПРЯЖЕНИЯ | 1992 |
|
RU2041497C1 |
| УСТРОЙСТВО ДЛЯ ТЕКУЩЕГО КОНТРОЛЯ И СТАТИСТИЧЕСКОГО АНАЛИЗА ОТКЛОНЕНИЙ НАПРЯЖЕНИЯ | 1997 |
|
RU2130199C1 |
| Многоканальный регулятор тепловых процессов (его варианты) | 1980 |
|
SU943667A1 |
| Устройство для централизованного контроля и управления движением транспортных средств | 1985 |
|
SU1317467A1 |
| Аналого-цифровой преобразователь | 1986 |
|
SU1478330A1 |
| СИСТЕМА ДЛЯ ПЕРЕДАЧИ И ПРИЕМА ИНФОРМАЦИИ КОДОМ ПЕРЕМЕННОЙ ДЛИНЫ | 1996 |
|
RU2123765C1 |
| АНАЛИЗАТОР ОТКЛОНЕНИЙ НАПРЯЖЕНИЯ | 1995 |
|
RU2106009C1 |
| Устройство для контроля и диагностики цифровых блоков | 1983 |
|
SU1167610A1 |
| Устройство для приема и передачи сигналов контроля от датчиков | 1987 |
|
SU1418793A1 |
Изобретение относитря к красильному производству легкой промышленности (трикотажные фабрики, шелковые и суконные комбинаты). Оно может быть .использовано в машиностроении, приборостроении и других отраслях промышленности для программного управления m аппаратами (станками), выполняющими S технологических операций с п обрабатываемыми изделиями и L обслуживателями. Цель изобретения - расширение функциональных возможностей. Устройство для программного управления параллельно работающими красильными аппаратами содержит генератор 1 импульсов, три распределителя 2, 3 и 4 импульсов, г ервый 5 и второй 6 коммутаторы, шифратор 7, группы элементов ИЛИ 8 -8,5 исполнительные механизмы , блок 10 индикации и группы красильных аппаратов 11 устройство обесгечивает управление обработкой полуфабрикатов и- различных артикулов по различным программам, большую гибкость в процессе обработки полуфабрикатов. 1 з.п. ф-лы, 2 ил. (Л
Ю20344ffЯ6й
tt1l1IIOQin0111H00001i10111f010BOUfOHI}tOIHHBatmO}nBlSt01SfeOfOt
Фиг. г
п
| Устройство для программного управления | 1968 |
|
SU456254A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для программного управления | 1976 |
|
SU603952A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| « | |||
