Известны способы настройки трубоправильных станов с двумя трехвалковыми обоймами и поворотными планшайбами, где настройка определяется, например, по контакту трубы с валками.
Отличительной особенностью описываемого способа является то, что настройка осуществляется посредством измерительных приборов, устанавливаемых на планшайбах боковых валков.
Такой способ повышает точность настройки и упрощает ее.
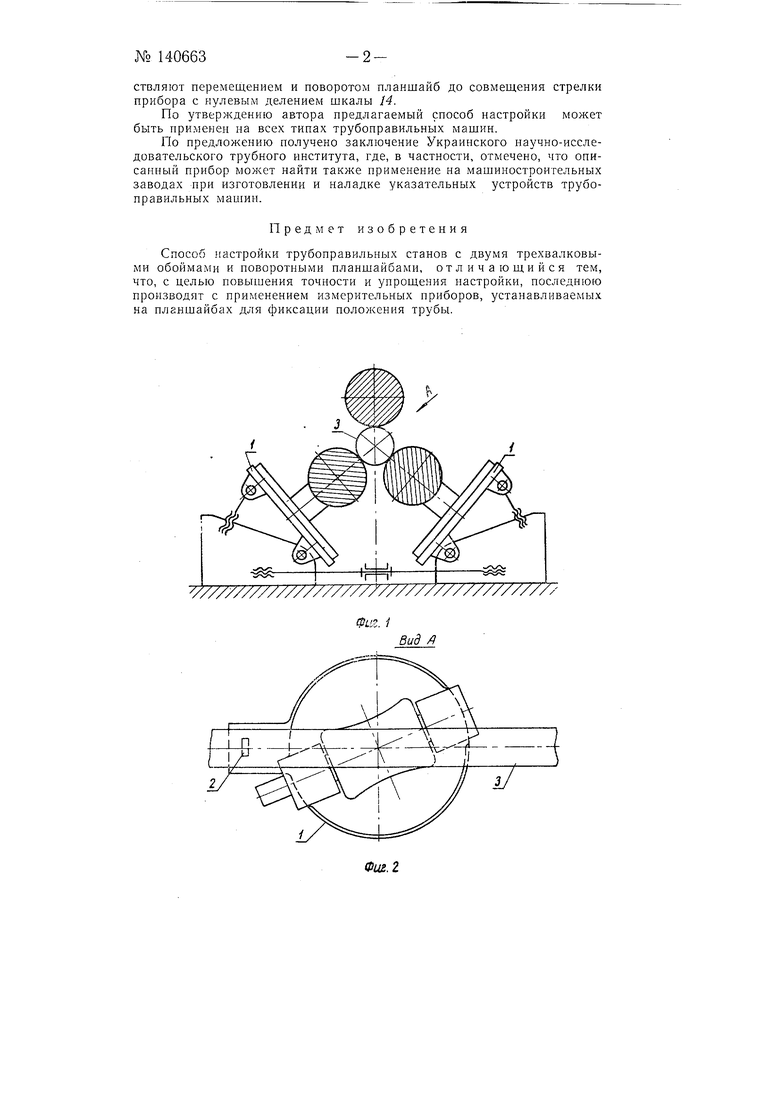
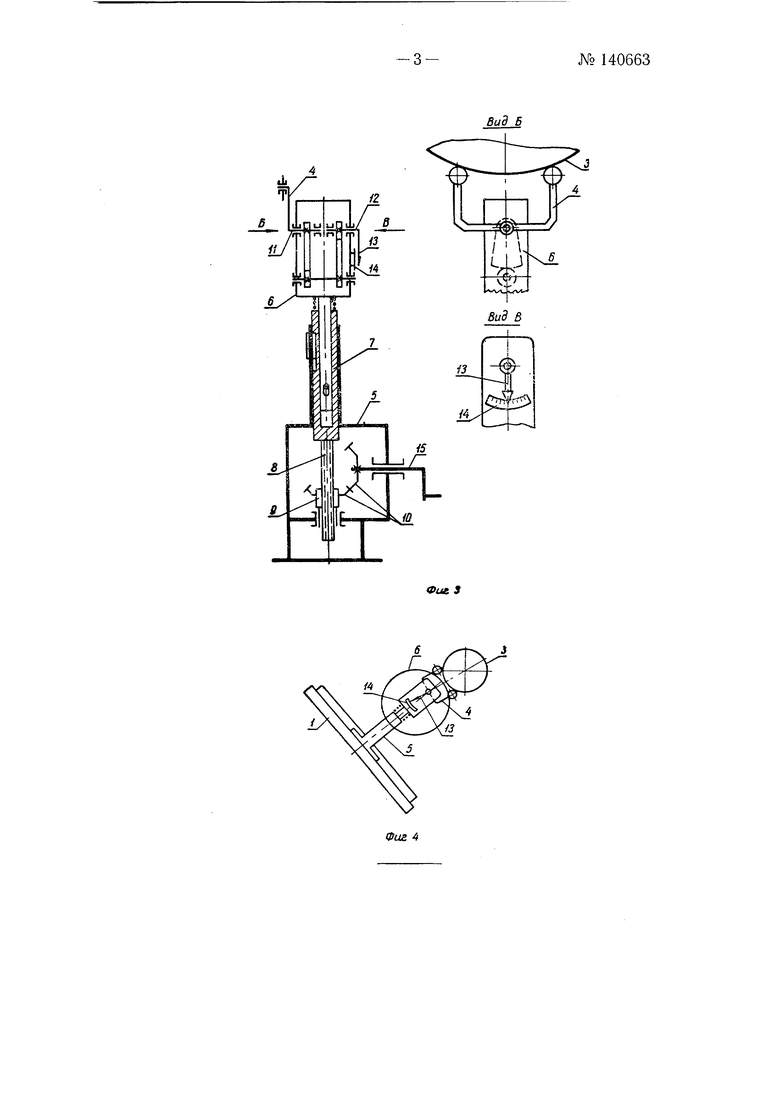
На фиг. 1 схематически изображен трубоправильный стан; на фиг. 2 - вид по стрелке А на трубу и планшайбу на фиг. 1; на фиг.З - прибор для настройки трубоправильного стана и вид по стрелкам Б и В; на ф1иг. 4 - установка прибора на планшайбе.
Суш,ность описываемого способа настройки трубоправильного стана с трехвалковыми обоймами и поворотными планшайбами / состоит в том, что настройка производится по прибору 2. снабженному указателем и устанавливаемому по контрольным штифтам на планшайбах /. Прибор устанавливается на планшайбе так, чтобы ось трубы 3 была перпендикулярна к плоскости вилки 4 прибора.
Прибор для настройки состоит из корпуса 5, редуктора 6 и штока 7, винт 8 которого взаимодействует через гайку 9 с конической передачей W. На осях 11 и 12 редуктора установлены соответственно вилки 4 и стрелка /, указывающая по шкале 14 положение оси симметрии вилки относительно центра трубы.
При настройке трубоправильного стана на заданный размер трубы к последней посредством ручки 15 конической передачи прижимают вилку 4 с подпружиненным редуктором.
Если стан настроен правильно, то стрелка 13 будет стоять на нулевом делении шкалы 14, что указывает на совмещение центров сечений валка и трубы с перпендикуляром, опущенным из центра сечения бокового валка на планшайбу.
При неправильной настройке стана стрелка прибора покажет отклонение от нулевого деления шкалы. Настройку вэтом случае осуществляют перемещением и поворотом планшайб до совмещения стрелки прибора с нулевым делением шкалы 14.
По утверждению автора предлагаемый способ настройки может быть применен на всех типах трубоправильных машин.
По предложению получено заключение Украинского научно-исследовательского трубного института, где, в частности, отмечено, что описанный прибор может найти также применение на машиностроительных заводах при изготовлении и наладке указательных устройств трубоправильных машин.
Предмет изобретения
Способ настройки трубоправильных станов с двумя трехвалковыми обоймами и поворотными планшайбами, отличающийся тем, что, с целью повышения точности и упрощения настройки, последнюю производят с применением измерительных приборов, устанавливаемых на планщайбах для фиксации положения трубы.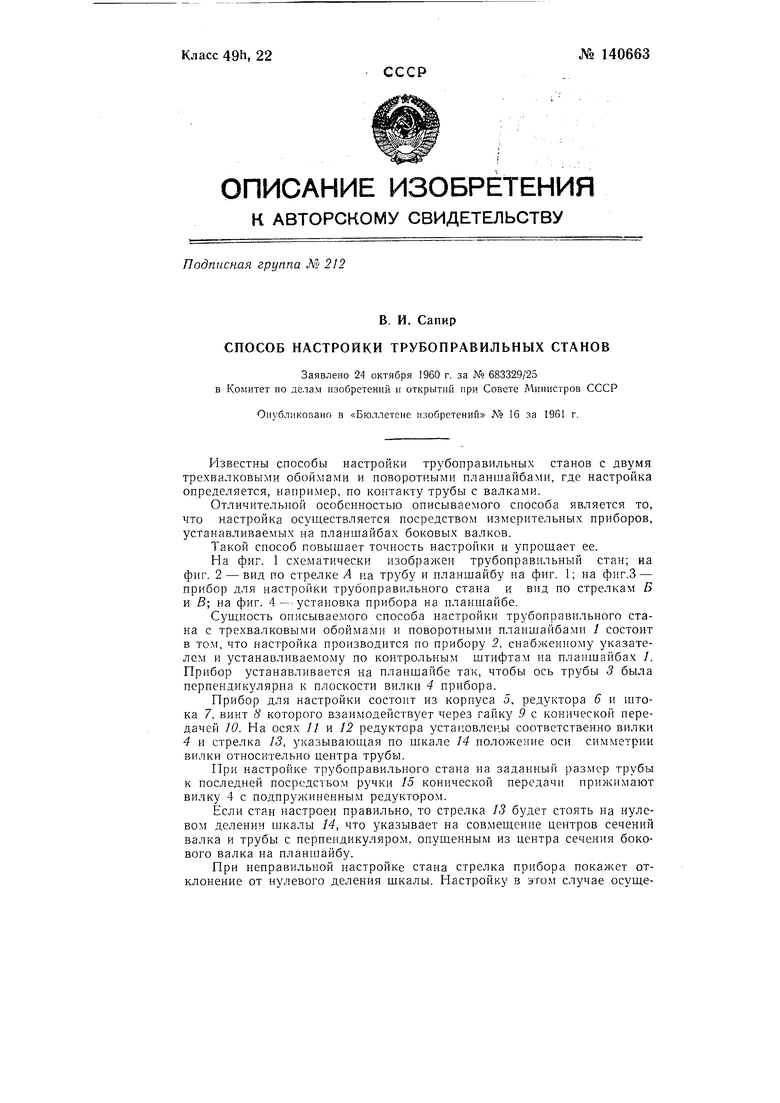
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоправильный стан | 1959 |
|
SU121013A1 |
| СПОСОБ НАСТРОЙКИ КОСОВАЛКОВОЙ ПРАВИЛЬНОЙ МАШИНЫ ПРИ ПРАВКЕ ТРУБ С ТЕМПЕРАТУРОЙ 500-700°C | 2009 |
|
RU2406582C2 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Машина для обработки металлов давлением | 1983 |
|
SU1188974A1 |
| МАШИНА ДЛЯ ПРАВКИ ТРУБ | 1970 |
|
SU267312A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| Приспособление для настройки трехвалкового стана винтовой прокатки | 1985 |
|
SU1470373A1 |
У///////////////////////////////////////
Фил. i
Вид /7
