k .V N;;-;4.;- :ni}I
.к .;, ММ 0,51,0
,5 2,0 2,5 3,0 3,5
4,5 5,0
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм осевой регулировки валка | 1980 |
|
SU900897A1 |
| Предварительно напряженная прокатная клеть | 1989 |
|
SU1660778A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ С ПРОКАТНЫМ ВАЛКОМ | 2000 |
|
RU2186644C2 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ И ФИКСАЦИИ ВЕРХНЕГО И НИЖНЕГО ВАЛКОВ В КЛЕТИ ОБЖИМНОГО СТАНА | 2000 |
|
RU2183520C1 |
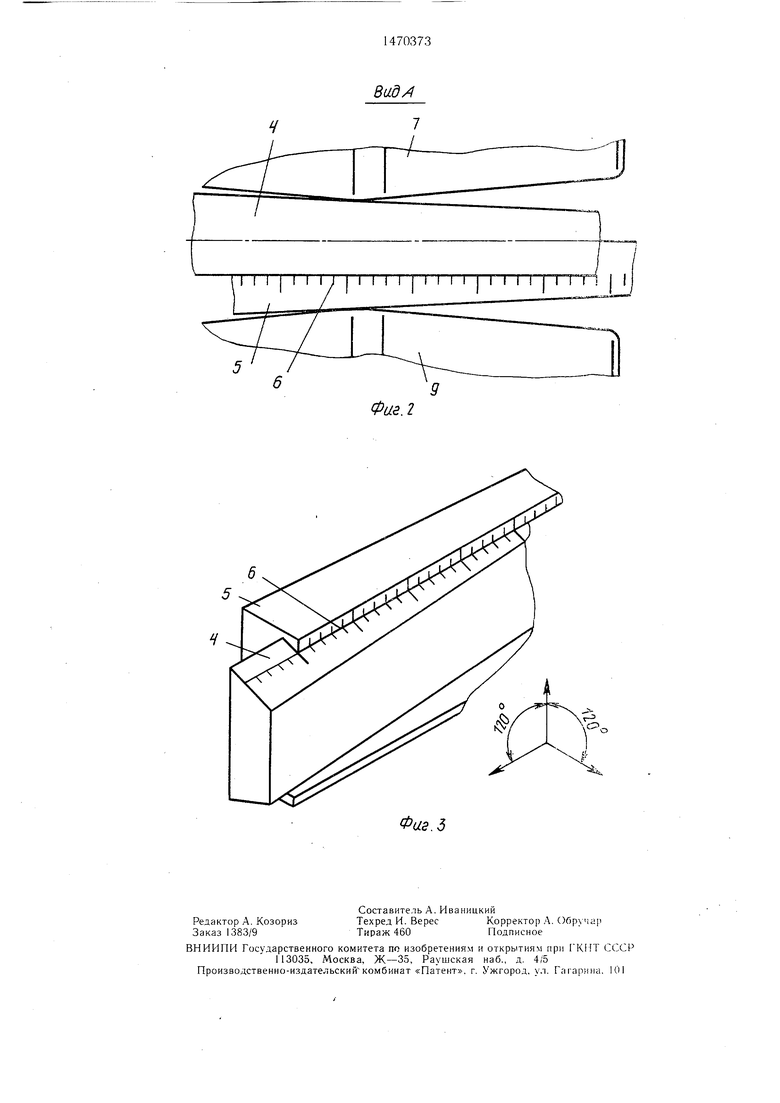
Изобретение относится к прокатному производству, а именно к приспособлениям, применяемым для настройки трехвалковых станов винтовой прокатки. Цель изобретения - сокращение времени настройки. Приспособление включает втулку 1 с конической наружной поверхностью и диаметральными прорезями 2. В стенках втулки 1 через каждые 120° выполнены направляющие 3, в которых размещены клиновые щупы. Через диаметральные прорези 2 пропущены концы измерительного прибора, например кронциркуля. Одна из прорезей совпадает с направляющей 3. Для достижения цели каждый из клиновых щупов выполнен из двух частей 4 и 5, связанных посредством направляющих поступательного движения в осевом направлении. На каждой из частей клинового щупа нанесены шкалы - указатели величины осевого смещения их друг относительно друга. Для осуществления настройки валков 7,8 и 9 приспособление с помощью стержня оправки, зажимаемого в центрователях стана, устанавливают в очаге деформации. Затем попеременным перемещением частей 4 и 5 составного щупа в направляющих обеспечивают контакт боковых поверхностей щупа с соответствующими валками и, пользуясь шкалами-указателями, определяют величину и характер несимметричности в расположении прокатных валков. После этого перемещения валков ликвидируют несимметричность их положения. При этом могут быть использованы заранее подготовленные таблицы для перевода показаний шкал в величины необходимого перемещения валков. 1 з.п.ф-лы, 3 ил. 1 табл.
М:Ч Ц ;.мст- ,.Ч1Ч11ОСТЬ
установки
валков, мм 0,58 1,5
1,73 2,30 2,89 3,46 4,04 4,62 5,2 5,77
I I I I I I ; I т 1 г I т т гтл I I I I
8ад/1
Фаг. 2
| Приспособление для настройки трехвалкового стана винтовой прокатки | 1973 |
|
SU457499A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
