Известна рабочая клеть трехвалкового раскатного трубопрокатного стана, включающая станину, три приводные валка, каждый из которых смонтирован в поворотной кассете, траверсы и нажимные винты.
Предлагаемая рабочая клеть отличается тем, что, с целью обеспечения независимой от угла подачи регулировки угла раскатки, кассета с валком подвешена шарнирно к подвижной траверсе и снабжена направляющими для перемещения в пазах барабана. С целью упрощения настройки и конструкции клети, нажимное устройство каждого валка выполнено в виде одного центрального винта, приводимого общим для нажимных устройств всех валков приводом.
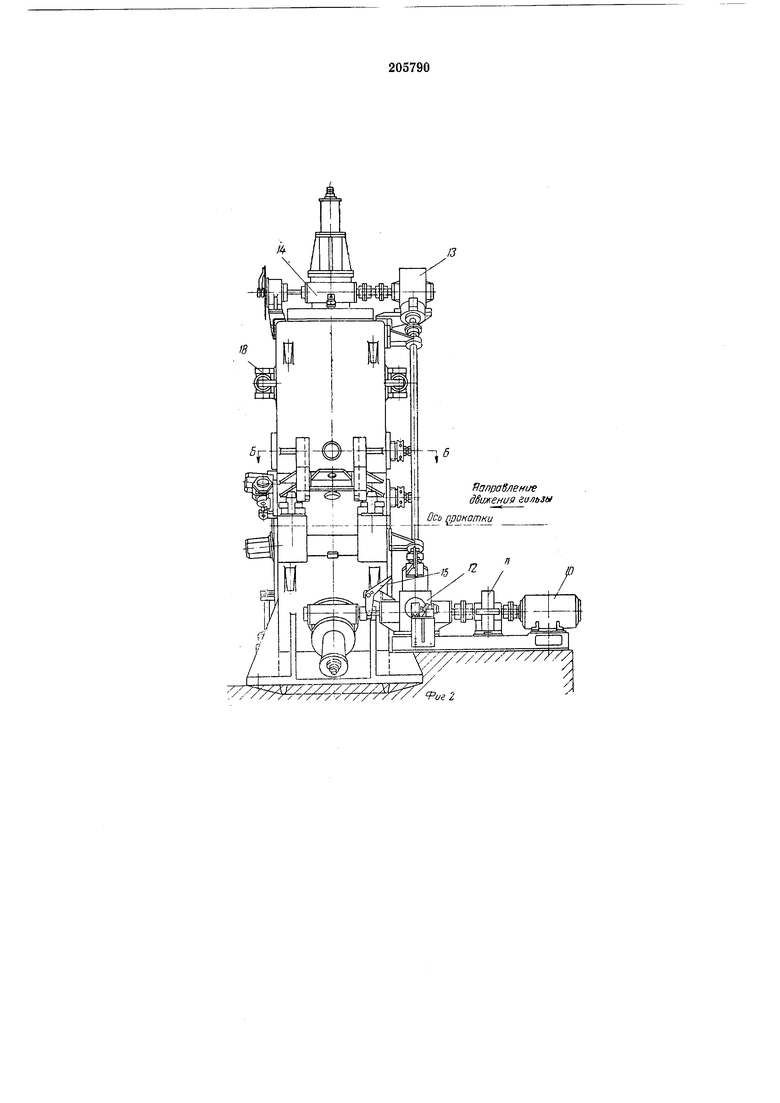
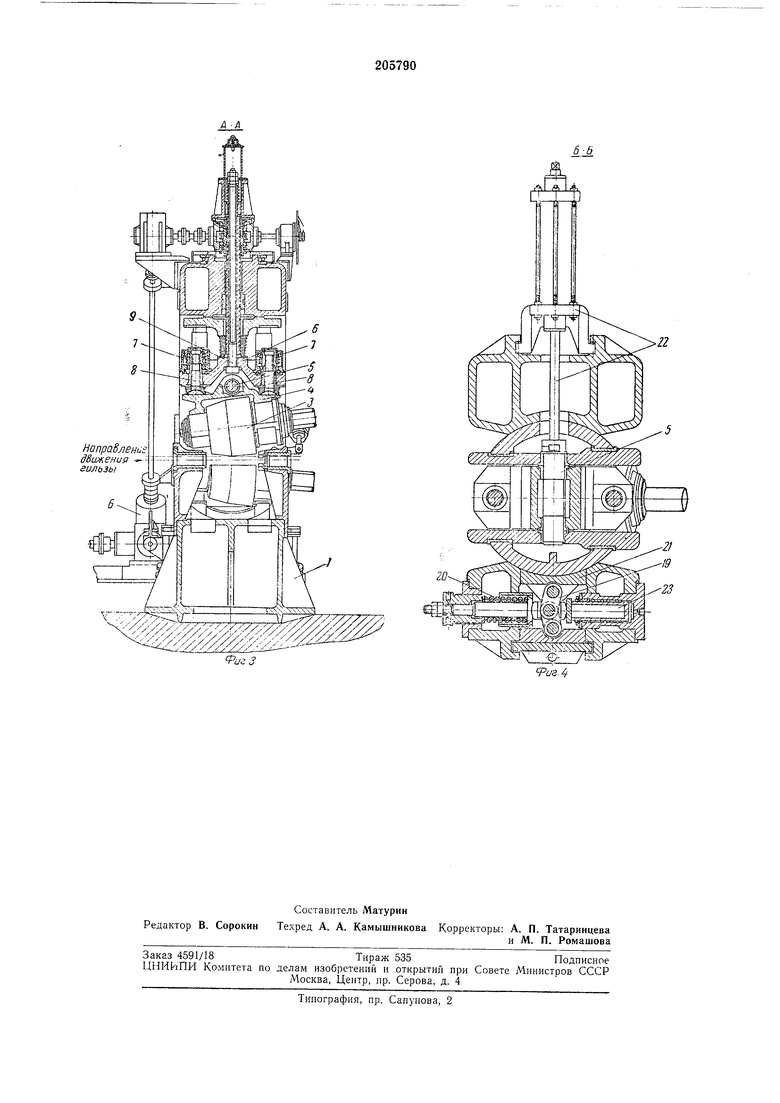
На фиг. 1 изображена описываемая клеть, вертикальный разрез; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 2.
В станине 1 клети установлены барабаны 2. Рабочие валки 3 закреплены в кассете 4 осями 5, щарнирно связаны с подвижной траверсой 6, могущей перемещаться направляющими в пазах барабана. На каждой траверсе установлено по два редуктора 7 механизма регулировки угла раскатки.
версами тягой 9, проходящей через нажимной винт и опирающейся на него через пружины с помощью гаек. Вращение нажимным винтам передается от электродвигателя 10 через редуктор 11 к распределительному редуктору 12, от которого вращение передается на три конические пары 13, соединенные через муфты с червячными глобоидными редукторами 14.
Для обеспечения необходимой предварительной подстройки каждого валка относительно оси прокатки применены муфты 15 переключения.
Верхний барабан подвещивается к крыщке станины с помощью тяг 16, обеспечивающих необходимое поджатие с помощью пружин и закрепленных на обойме 17, опирающейся на станину через подщипник. Для изменения угла подачи рабочих валков на станине рабочей клети установлен механизм 18.
Для обеспечения зажима барабана установлены механизмы стопорения, включающие систему рычагов 19, прулшны 20, распирающие эту систему и создающие усилия зажатия на бащмаке 21.
Для перевалки рабочих валков в станине и барабанах выполнены отверстия, через которые с помощью приспособления 22, вытаскивая предварительно ось 5, вынимают кассету с рабочим валком.
ры 23 механизмов зажима барабана, которые, сжимая пружину, отожмут колодки от барабана. Затем механизмами 18 разворачивают барабан на необходимый угол и отключают гидроцилиндры.
Изменение угла раскатки осуществляют следующим образом.
Освобождают один нажимной винт на необходимую величину, устанавливают винтом валок на нужный угол и затягивают до отказа.
Предмет изобретения
1. Рабочая клеть трубопрокатного стана поперечно-винтовой прокатки, включающая
станину, приводные валки, каждый из которых смонтирован в поворотной кассете, траверсы и нажимные устройства, отличающаяся тем, что, с целью обеспечения независимо от угла подачи регулировки угла раскатки, кассета с валком подвешена шарнирно к подвижной траверсе и снабжена направляющими для перемещения в пазах барабана.
2. Рабочая клеть по п. 1, отличающаяся тем, что, с целью упрощения настройки и конструкции клети, нажимное устройство каждого валка выполнено в виде одного центрального винта, приводимого общим для нажимных
устройств всех валков приводом.

| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2386494C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Клеть стана винтовой прокатки | 1986 |
|
SU1404128A1 |
16
Напра8лен1 дбиженир -гильзы
Фч- У
I и и
6-t)
22
Pus
