Известны установки для электронагрева арматурных стержней и укладки нагретых стержней в упоры поддона, снабженные захватами для стержней и электроконтактами для пропускания электрического тока через стержни. Однако в таких установках процесс нагрева и укладка не автоматизированы.
Описываемая установка для автоматизации процесса нагревз стержней и укладки их в упоры поддона составлена из вертикальных кассет для стержней и механизма для выдачи стержней из кассет :{а электроконтакты и последующей укладки нагретых стержней в упоры поддона. Кассеты имеют направляющие и механизм для продольного перемещения стержней в кассете, который может быть выполнен в виде двух или нескольких щтанг, смонтированных в кассетах с возможностью возвратно-поступательного движения и оборудованных щарнирными зубьями. Эти зубья проскальзывают по арматурным стержням при движении щтанг вверх и захватывают стержни при движении вниз. Механизм для выдачи стержней из кассеты на электроконтакты и последующей укладки нагретых стержней в упоры поддона может быть выполнен в виде трех или более вилок, смонтированных на кассете с возможностью возвратно-поступательного движения в горизонтальном направлении. При этом электроконтакты для подачи тока на арматурные стержни могут быть укреплены на крайних вилках. Штанги и вилки приводятся в возвратно-поступательное движение при помощи гидроцилиндров, щтоки которых соответственно соединены со штангами и с вилками.
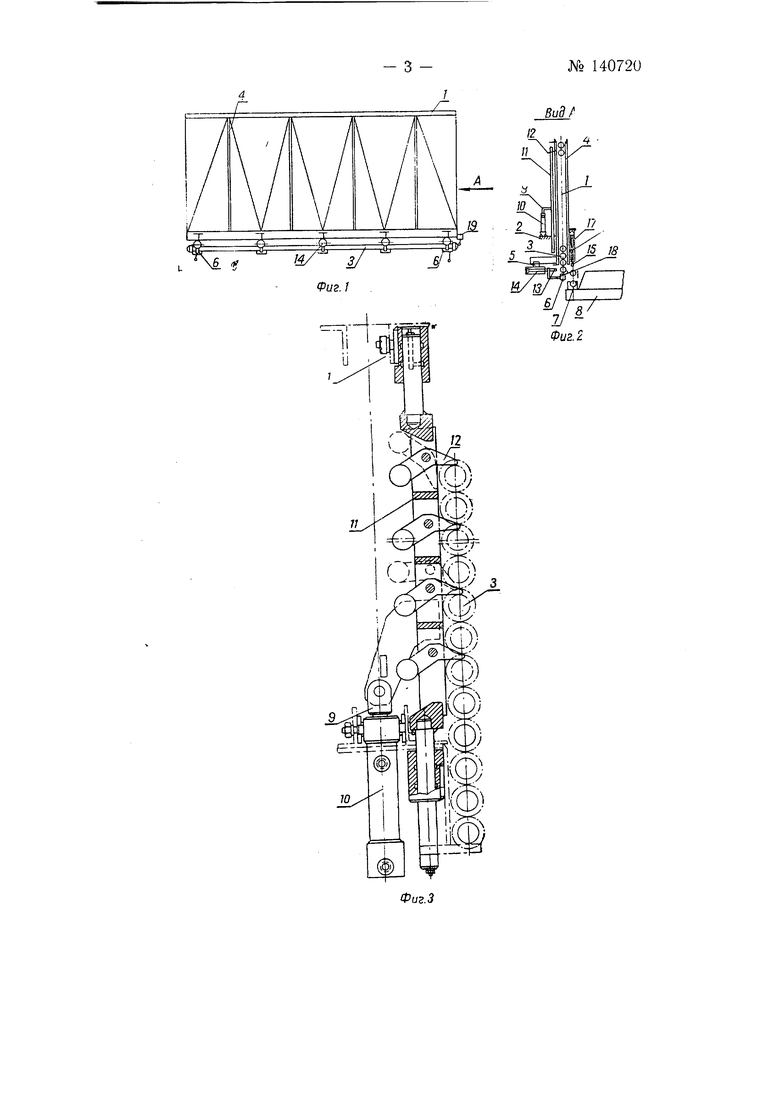
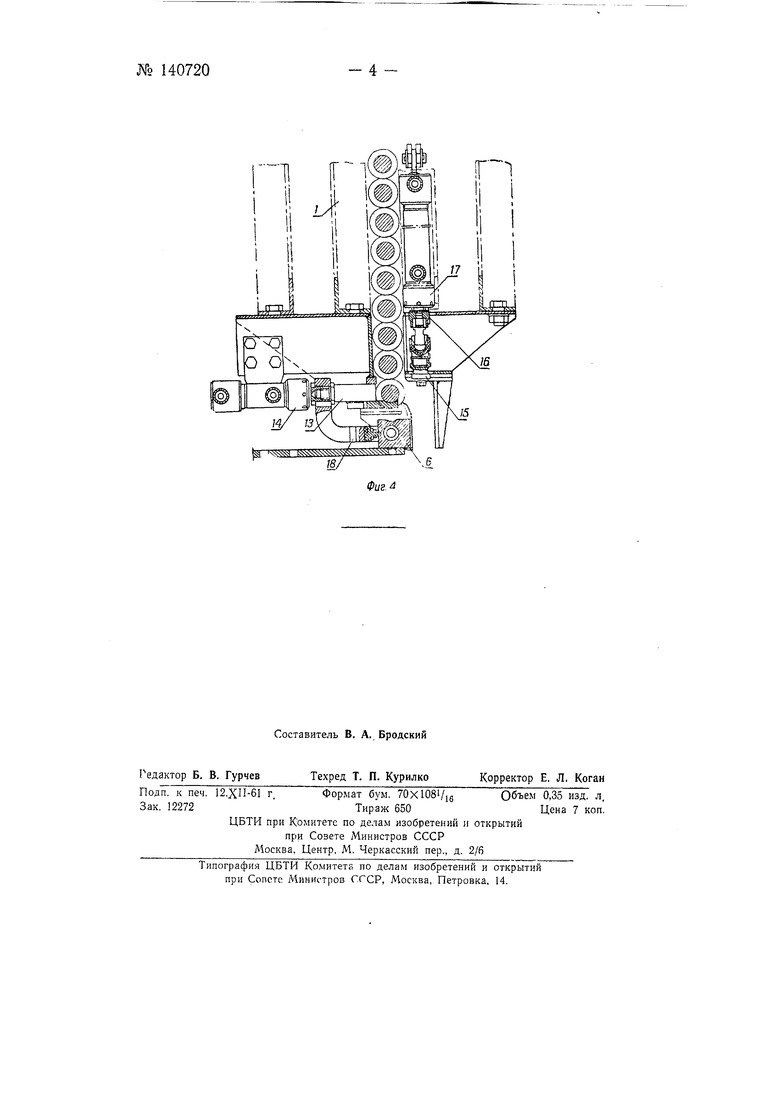
На фиг. 1 изображена схема установки; на фиг. 2 - вид по стрелке А на фиг- 1; на фиг. 3 :- механизм продольного перемещения стер жней; на фиг. 4 - механизм вылачи стержней. № 140720- 2 Установка для электронагрева арматурных стержней и укладки нагретых стержней в упоры поддона состоит из вертикальной кассеты 1, механизма 2 для продольного перемещения арматурных стержней 3 в направляющих 4 кассеты 1, механизма 5 для выдачи стержней 5 на электроконтакты 6 и последующей укладки их в упоры 7 поддона 8 Арматурные стержни 3 загружаются в кассету 1, причем при дви жении щтоков 9 гидроцилиндров 10 механизма 2 вверх смонтированные на щтангах //, соединенных со щтоками 9, щарнирные зубья /2 отклоняются и проскальзывают по стержням 3, а при обратном движении щтоков 9 вниз зубья 12 захватывают стержни 3 и перемещают их вниз. При перемещении щтоков 13 гидроцилиндров 14 механизма 5 вправо нижний стержень 3 из числа находящихся в кассете / смещается вправо и толкателем 15, связанным со щтоком 16 гидроцилиндра 17, прижимается к электроконтактам 6, которые вилками 18 двух крайних щтоков 13 подводятся под него. После необходимого удлинения стержня в результате нагрева концевой выключатель 19 прекращает подачу электрического тока, щтоки 13 вместе с вилками /5 переме1 1аются влево, а толкатель 15 досылает нагретый стержень 3 до упоров 7. Описываемая установка позволяет механизировать и автоматизировать наиболее трудоемкие операции в процессе производства напряженного железобетона, освободиться от затрат ручного труда, совместить операции нагрева и укладки арматуры, нагревать стержни по всей длине, что улучшает механические свойства стали и повысить производительность труда. В установке осуществляется контроль степени нагрева стержней с точностью до ±30°. Предмет изобретения 1.Установка для электронагрева арматурных стержней и укладки нагретых стержней в упоры поддона, снабженная захватами для стержней и электроконтактами для пропускания электрического тока через стержни, отличающаяся тем, что, с целью автоматизации процесса нагрева стержней и укладки нагретых стержней в упоры поддона, оиа составлена из вертикальных кассет для стержней с направляющими и с механизмом для продольного перемещения стержней в кассете и механизма для выдачи стержней из кассет на электроконтакты и последующей укладки нагретых стержней в упоры поддона. 2.Установка по п. 1, отличающаяся тем, что механизм для продольного перемещения стержней в кассетах выполнен в виде двух или нескольких штанг, смонтированных в кассетах с возможностью возвратно-поступательного движения и оборудованных шарнирными зубьями, проскальзывающими по арматурным стержням при движении щтанг вверх и захватывающие стержни при движении вниз. 3- Установка по пп. 1 и 2, отличающаяся тем, что механизм для выдачи стержней из кассеты на электроконтакты и последующей укладки нагретых стержней в упоры поддона выполнен в виде трех или более вилок, смонтированных на кассете с возможностью возвратно-поступательного движения в горизонтальном направлении4.Установка по пп. 1-3, отличающаяся тем, что электрокоптакты для подачи тока на арматурные стержни укреплены на крайних вилках. 5.Установка по пп. 1-4, отличающаяся тем, что для приведения в возвратно-поступательное движение щтанг и вилок применены гидроцилиндры, щтоки которых соответственно соединены со щтангами и вилками.
Ы/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки волокнистого материала в виде минераловатного войлока и другого подобного материала в мешки | 1961 |
|
SU148749A1 |
| Станок для изготовления труб | 1960 |
|
SU137351A1 |
| Установка для разделки цилиндров из волокнистых материалов на скорлупы | 1961 |
|
SU146676A1 |
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Установка для укладки арматурных стержней в упоры поддона | 1982 |
|
SU1071727A1 |
| УСТРОЙСТВО для ЭЛЕКТРОНАГРЕВА И УКЛАДКИ АРМАТУРНЫХ СТЕРЖНЕЙ В УПОРЫ ПОДДОНА | 1972 |
|
SU346467A1 |
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| Установка для заготовки и натяжения арматурных стержней | 1980 |
|
SU968271A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОНАГРЕВА АРМАТУРНЫХСТЕРЖНЕЙ | 1971 |
|
SU322483A1 |