Известно устройство для электроиагрева и укладки арматурных стержней в упоры поддона, содержащее вертикальные кассеты с механизмами продольного леремещення и поштучной выдачи стержней и механизмы укладки стерл ней с токоподводящими колодками.
Цель изобретения - исключить возможность перегрева стержней, а также обеспечить точность их укладки.
Достигается это тем, что в предлагаемом устройстве механизмы укладки смонтированы с возможностью поперечного относительно поддона перемещения па каретках, установлепных с противоположных сторон поддона и имеющих автономный привод. Каждый механизм укладки выполнен с подпружиненными щеками, имеющими возможность вертикального перемещения, и снабжен рычажной системой принудительной досылки стержня.
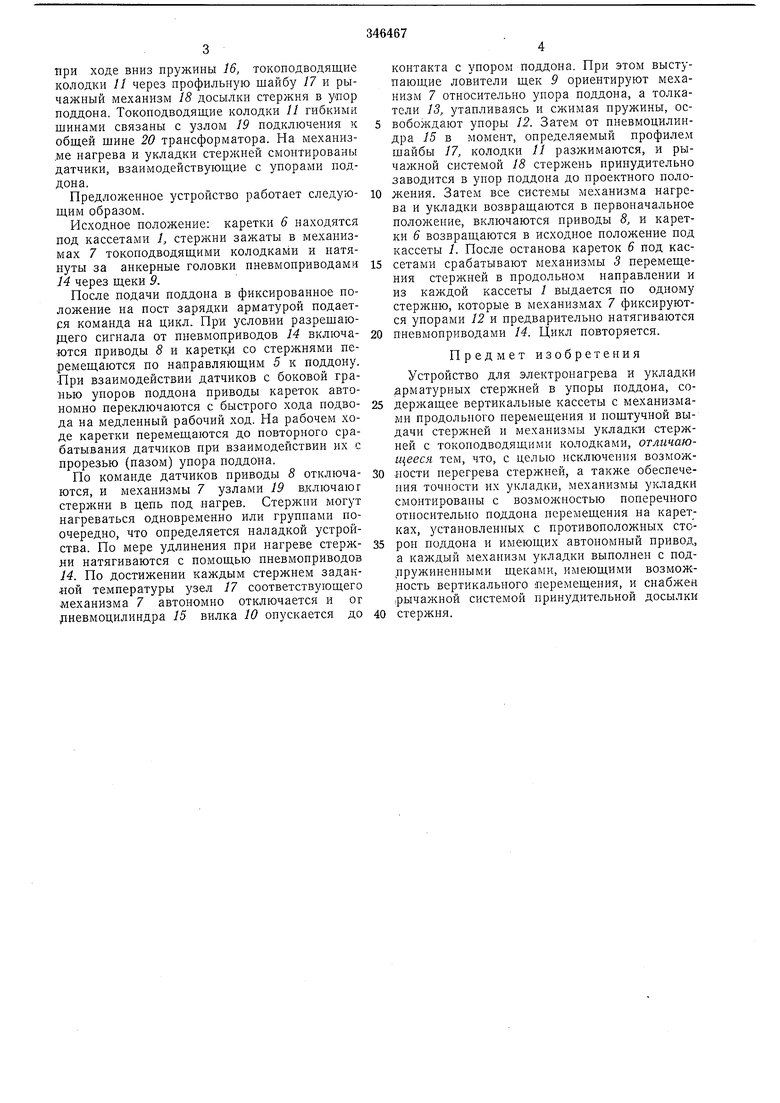
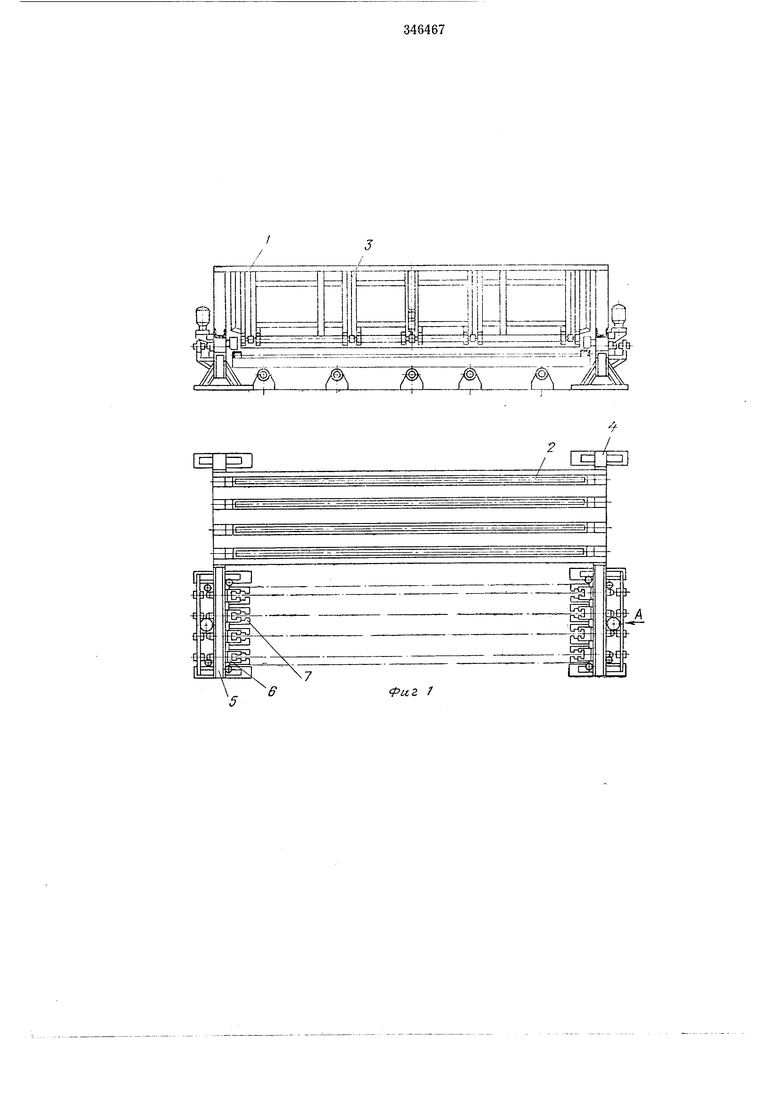
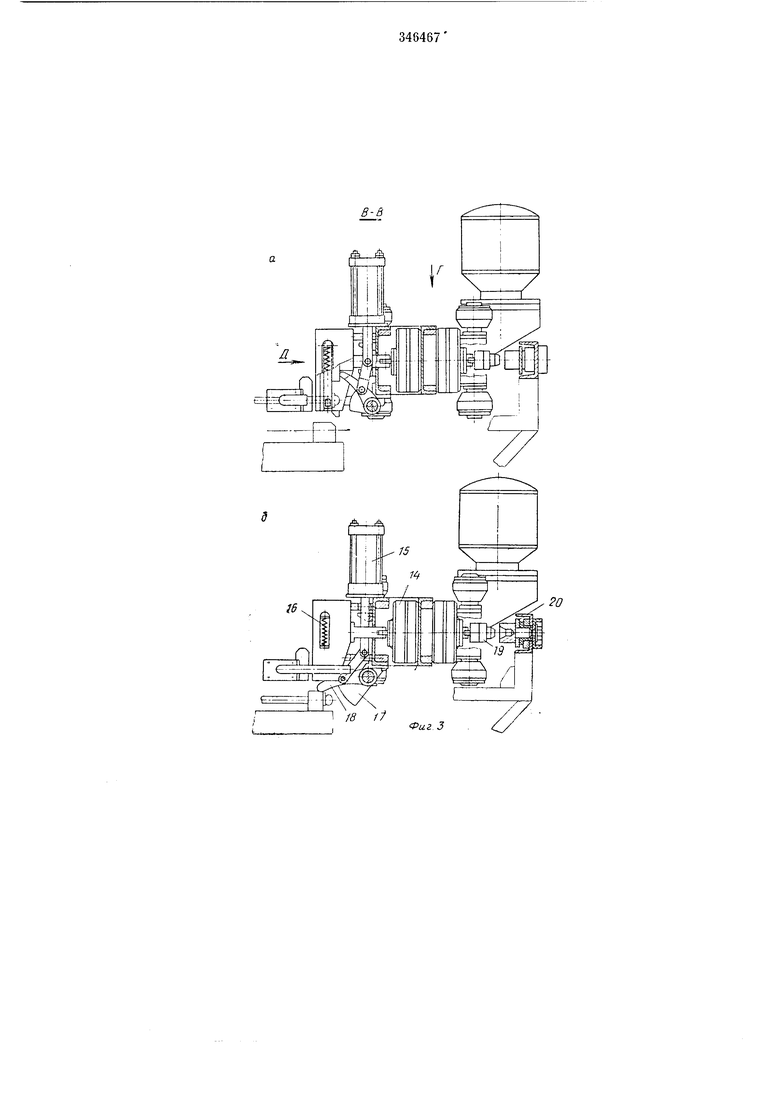
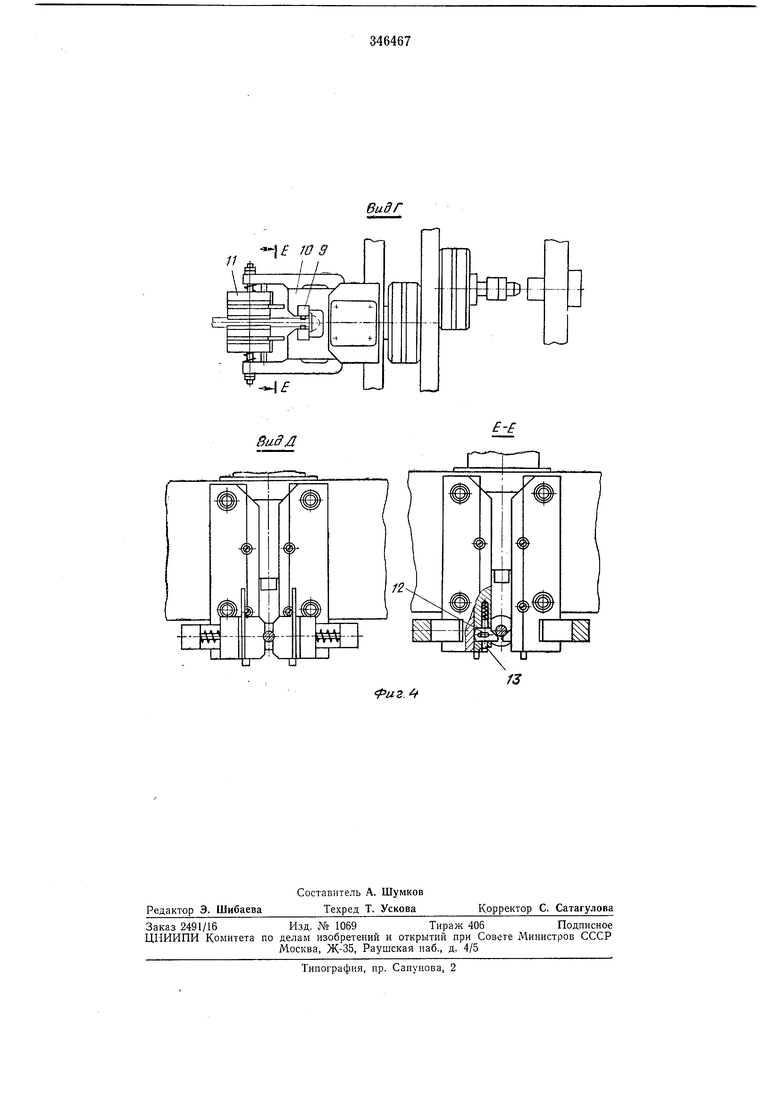
На фиг. 1 показано предложенное устройство в двух проекциях; на фиг. 2 - вид по стрелкам Л и Б; на фиг. 3 - механизм нагрева и укладки: а - в момент начала и б - в момент окончания цикла укладки стержня; на фиг. 4 - вид по стрелкам Г и Д и разрез по Е-Е.
Устройство включает в себя батарею вертикальных кассет J для стержней с направляющими 2 и механизмом 3 продольного перемещения стержней в кассете с узлом поштучной выдачи стержней. Батарея кассет установлена на раме 4 сбоку от поста зарядки поддона стержнями.
Батарея кассет н пост зарядки связаны между собой направляющими 5, пмеющи.ми установочное перелгещенис (раздвиженне) при переналадке устройства для работы с арматурным г стерлчнями различной длины. По направляющим 5, перпендикулярно укладываемым стержням, перемещаются две самоходные каретки 6, на каждой из которых смонтированы механизмы 7 нагрева и укладки стержней. Число кассет 1 и механизмов 7 на каждои каретке соответствует числу стержней, укладываемых на ноддон. Каретки 6 перемещаются по направляющим 5 от автономных приводов 8 через, например, реечпую передачу.
Механизмы нагрева и укладки стержней, смонтированные на каретке 6, выполнены в виде двух щек 9, перпендикулярных плоскости поддона, смонтированных на вилке 10, к которой крепятся также качающиеся токоподводящие колодки 11. Внутри щек 9 смонтированы упоры 12 и взаимодействующие с ними подпружинепные толкатели 13. Вилка 10 связана с пневмоприводом 14, смонтированным в корпусе каретке 6. От пневмоцилиндра 15
при ходе вниз пружины 16, токоподводящие колодки и через профильную шайбу 17 и рычажный механизм 18 досылки стержня в упор поддона. Токоподводящие колодки 11 гибкими шинами связаны с узлом 19 подключения к общей шине 20 трансформатора. На механиз,ме нагрева и укладки стержней смонтированы датчики, взаимодействующие с упорами поддона.
Предложенное устройство работает следующим образом.
Исходное положение: каретки 6 находятся под кассетами 1, стержни зажаты в механизмах 7 токоподводящими колодками и натянуты за анкерные головки пневмоприводами 14 через щеки 9.
После подачи поддона в фиксированное положение на пост зарядки арматурой подается команда на цикл. При условии разрешающего сигнала от пневмоприводов 14 включаются приводы 8 и каретки со стержнями перемещаются по направляющим 5 к поддону. При взаимодействии датчиков с боковой гранью упоров поддона приводы кареток автономно переключаются с быстрого хода подвода на медленный рабочий ход. На рабочем ходе каретки перемещаются до повторного срабатывания датчиков при взаимодействии их с прорезью (пазом) упора поддона.
По команде датчиков приводы 8 отключаются, и механизмы 7 узлами 19 в,ключаюг стержни в цепь под нагрев. Стержни могут нагреваться одновременно или группами поочередно, что определяется наладкой устройства. По мере удлинения при нагреве стержни натягиваются с помощью пневмоприводов 14. По достижении каждым стержнем заданной температуры узел 17 соответствующего механизма 7 автономно отключается и ог рневмоцилиндра 15 вилка 10 опускается до
контакта с упором поддона. При этом выступающие ловители щек 9 ориентируют механизм 7 относительно упора поддона, а толкатели 13, утапливаясь и сжимая пружины, освобождают упоры 12. Затем от пневмоцилиндра 15 в момент, определяемый профилем щайбы 17, колодки 11 разжимаются, и рычажной системой 18 стержень принудительно заводится в упор поддона до проектного полодеения. Затем все системы механизма нагрева и укладки возвращаются в первоначальное положение, включаются приводы 8, и каретки 6 возвращаются в исходное положение под кассеты 1. После останова кареток 6 под кассетами срабатывают механизмы 3 перемещения стержней в продольном направлении и из каждой кассеты 1 выдается по одному стержню, которые в механизмах 7 фиксируются упорами 12 и предварительно натягиваются
пневмоприводами 14. Цикл повторяется.
Предмет изобретения
Устройство для электронагрева и укладки арматурных стержней в упоры поддона, содержащее вертикальные кассеты с механизмами продольного перемещения и поштучной выдачи стержней и механизмы укладки стержней с токоподводящими колодками, отличающееся тем, что, с целью исключения возможности перегрева стержней, а также обеспечения точности их укладки, механизмы укладки смонтированы с возмоншостью поперечного относительно поддона перемещения на каретках, установленных с противоположных сторон поддона и имеющих автономный привод, а каждый механизм укладки выполнен с подпружиненными щеками, имеющими возможрость вертикального перемещения, и снабжен рычажной системой принудительной досылки
стержня.
Tz:
.. tml ,
j. I.
а
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОНАГРЕВА АРМАТУРНЫХСТЕРЖНЕЙ | 1971 |
|
SU322483A1 |
| Установка для электронагрева арматурных стержней и укладки нагретых стержней в упоры поддона | 1960 |
|
SU140720A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| МАШИНА ДЛЯ УКЛАДКИ В БАНКИ НЕРАЗДЕЛАННОЙ РЫБЫ | 1968 |
|
SU213658A1 |
| Установка для сборки пакетов | 1982 |
|
SU1106792A1 |
| Установка для укладки арматурных стержней в упоры поддона | 1982 |
|
SU1071727A1 |
| УСТРОЙСТВО для ПОШТУЧНОЙ ВЫДАЧИ ПРЕДМЕТОВ | 1966 |
|
SU182938A1 |
(риг 1
В
ж
Ш О
up-4г
Фиг. 2
t
ВидЛ
ffuS-ff
