I
Изобретение относится к устройствам для электронагрева арматурных стержней при изготовлении предварительно напряженных железобетонных изделий.
Известно устройство для электронагрева арматурных стержней при изготовлении пред варительно напряженных железобетонных изделий, содержащее каретку, форму-вагонетку с упорами, подвижную и неподвижную электроконтактные головки и вилочньш захваты, внутри каждого из которых смонтирована взаимодействующая с упором формывагонетки и опертая на установленные в выемке вилочного захвата ролики подпружиненная втулка, на поверхности которой образованы пазы с наклонными гранями для перемещения анкерных приспособлений арматурных стержней 1.
Известно и другое устройство то.го же назначения, содержащее форму-вагонетку с упорами, каретку с вилочными захватами и электроконтактные головки, при этом каждый вилочный захват щарнирно закреплен на каретке и снабжен кулачком, взаимодействующим со смонтированным на каретке конечным выключателем 2.
Недостатком этих устройств является необходимость ручной укладки арматурных стержней в подающее приспособление.
Наиболее близким к изобретению является устройство для электронагрева арматурных стержней, содержащее лоток, упор для стержней, механизм поштучного отбора стержней с поворотными.от привода зубьями, механизм поштучной подачи стержней с приводными рычагами и механизмы высадки анкеров, нагрева и укладки нагретых
10 стержней 3.
Недостатком данного устройства является сложность его конструкции.
Цель изобретения - упростить конструкцию устройства.
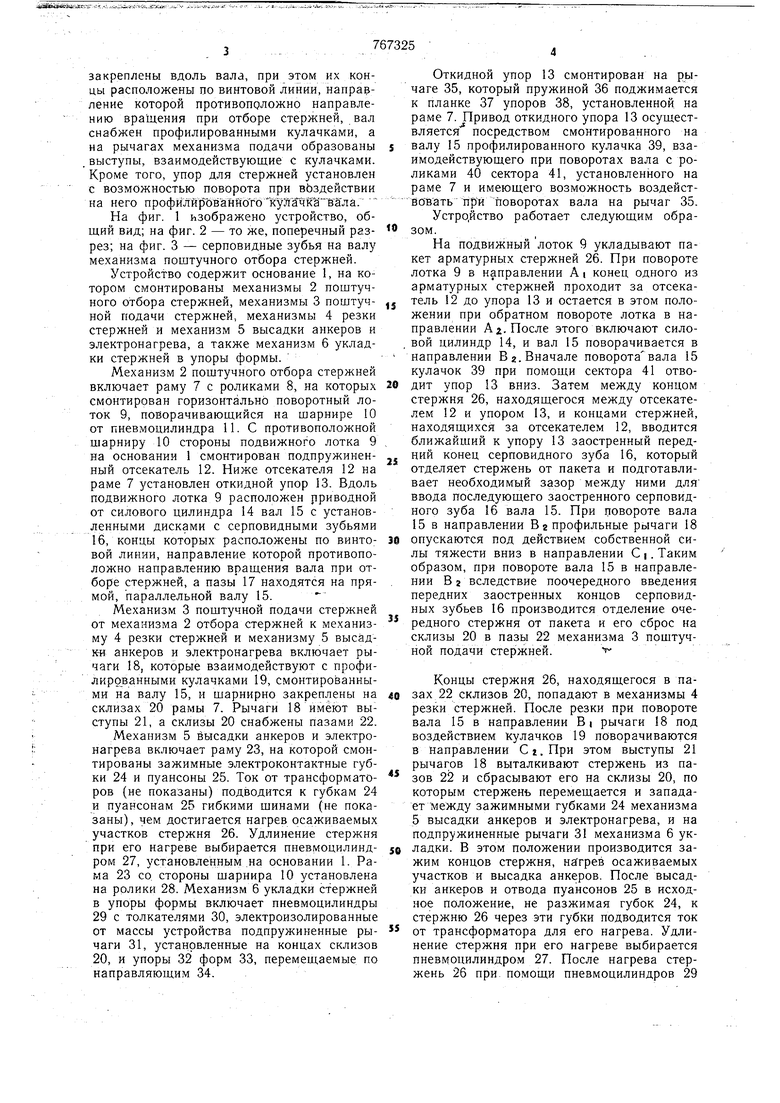
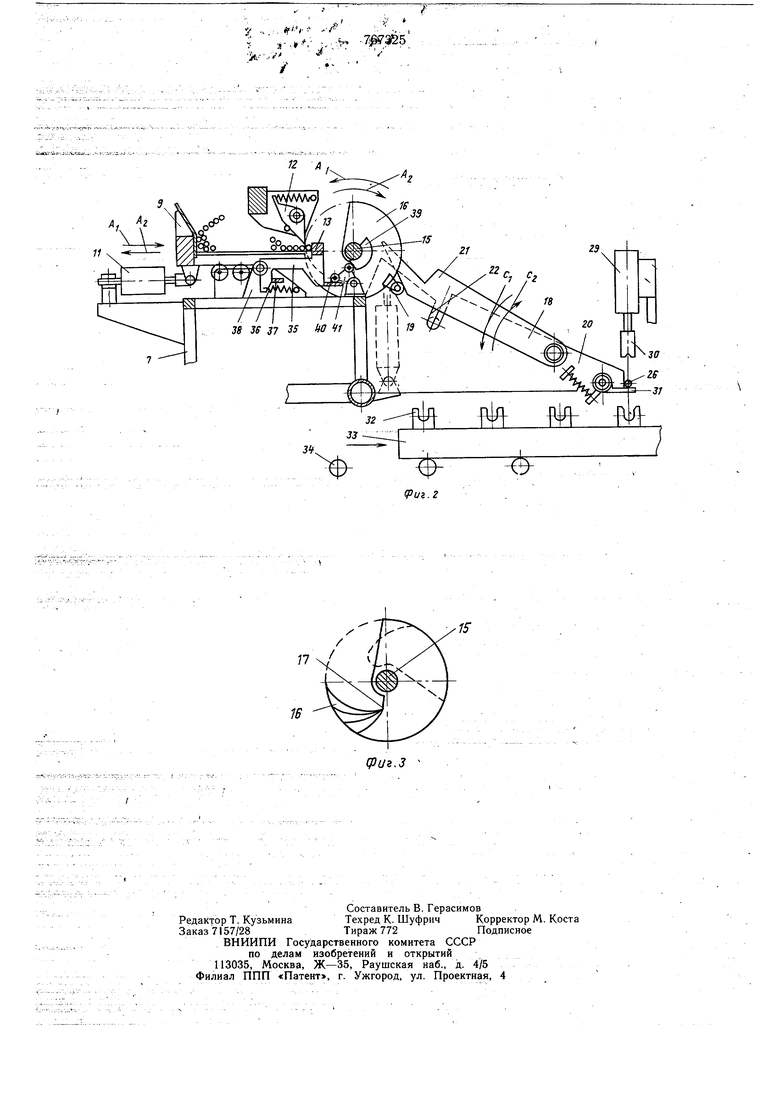
Для этого в устройстве для электронагре15ва арматурных стержней, содержащем лоток, упор для стержне,й, механизм пощтучного отбора стержней с поворотными от привода зубьями, механизм поштучной подачи стержней с приводными рычагами и меха20низмы высадки анкеров, нагрева и укладки нагретых стержней, механизм отбора стержней снабжен соединенным с приводом валом, а зубья выполнены серповидной формы и закреплены вдоль вала, при этом их концы расположены по винтовой линии, направление которой противоположно направлению вращения при отборе стержней, вал снабжен профилированными кулачками, а на рычагах механизма подачи образованы выступы, взаимодействующие с кулачками. Кроме того, упор для стержней установлен с возможностью поворота при Бездействии на него профйлйрованйбгЬ КуЛачка Мла. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - серповидные зубья на валу механизма пощтучного отбора стержней. Устройство содержит основание 1, на котором смонтированы механизмы 2 поштучного отбора стержней, механизмы 3 пощтучной подачи стержней, механизмы 4 резки стержней и механизм 5 высадки анкеров и электронагрева, а также механизм б укладки стержней в упоры формы. Механизм 2 пощтучного отбора стержней включает раму 7 с роликами 8, на которых смонтирован горизонтально поворотный лоток 9, поворачивающийся на щарнире 10 от пневмоцилиндра 11. С противоположной щарниру 10 стороны подвижного лотка 9 на основании 1 смонтирован подпружиненный отсекатель 12. Ниже отсекателя 12 на раме 7 установлен откидной упор 13. Вдоль подвижного лотка 9 расположен рриводной от силового цилиндра 14 вал 15 с установленными дисками с серповидными зубьями 16, концы которых расположены по винтовой линии, направление которой противоположно направлению вращения вала при отборе стержней, а пазы 17 находятся на примой, параллельной валу 15. Механизм 3 пощтучной подачи стержней от механизма 2 отбора стержней к механизму 4 резки стержней и механизму 5 высадки анкеров и электронагрева включает рычаги 18, которые взаимодействуют с профилированными кулачками 19, смонтированными на валу 15, и щарнирно закреплены на склизах 20 рамы 7. Рычаги 18 имеют выступы 21, а склизы 20 снабжены пазами 22. Механизм 5 высадки анкеров и электронагрева включает раму 23, на которой смонтированы зажимные электроконтактные губки 24 и пуансоны 25. Ток от трансформаторов {не показаны) подводится к губкам 24 и пуансонам 25 гибкими щинами (не показаны) , чем достигается нагрев осаживаемых участков стержня 26. Удлинение стержня при его нагреве выбирается пневмоцилиндром 27, установленным ,на основании 1. Рама 23 со стороны щарнира 10 установлена на ролики 28. Механизм 6 укладки стержней в упоры формы включает пневмоцилиндры 29 с толкателями 30, электроизолированные от массы устройства подпружиненные рычаги 31, установленные на концах склизов 20, и упоры 32 форм 33, перемещаемые по направляющим 34. . Откидной упор 13 смонтирован на рычаге 35, который пружиной 36 поджимается к планке 37 упоров 38, установленной на раме 7. Привод откидного упора 13 осуществляется посредством смонтированного на валу 15 профилированного кулачка 39, взаимодействующего при поворотах вала с роликами 40 сектора 41, установленного на раме 7 и имеющего возможность воздейстЁо ать при поворотах вала на рычаг 35. Устройство работает следующим образом. На подвижный лоток 9 укладывают пакет арматурных стержней 26. При повороте лотка 9 в направлении А i конец одного из арматурных стержней проходит за отсекатель 12 до упора 13 и остается в этом положении при обратном повороте лотка в направлении А 2. После этого включают силовой цилиндр 14, и вал 15 поворачивается в направлении В г. Вначале поворотавала 15 кулачок 39 при помощи сектора 41 отводит упор 13 вниз. Затем между концом стержня 26, находящегося между отсекателем 12 и упором 13, и концами стержней, находящихся за отсекателем 12, вводится ближайщий к упору 13 заостренный передний конец серповидного зуба 16, который отделяет стержень от пакета и подготавливает необходимый зазор между ними для ввода последующего заостренного серповидного зуба 16 вала 15. При повороте вала 15 в направлении В 2 профильные рычаги 18 опускаются под действием собственной силы тяжести вниз в направлении С i. Таким образом, при повороте вала 15 в направлении В г вследствие поочередного введения передних заостренных концов серповидных зубьев 16 производится отделение очередного стержня от пакета и его сброс на склизы 20 в пазы 22 механизма 3 поштучной подачи стержней. Концы стержня 26, находящегося в пазах 22 склизов 20, попадают в механизмы 4 резки стержней. После резки при повороте вала 15 в направлении Bi рычаги 18 под воздействием Кулачков 19 поворачиваются в Направлении С г. При этом выступы 21 рычагов 18 выталкивают стержень из пазов 22 и сбрасывают его на склизы 20, по которым стерженъ перемещается и западает между зажимными губками 24 механизма 5 высадки анкеров и электронагрева, и на подпружиненные рычаги 31 механизма 6 укладки. В этом положении производится зажим концов стержня, нйгрев осаживаемых участков и высадка анкеров. После высадки анкеров и отвода пуансонов 25 в исходное положение, не разжимая губок 24, к стержню 26 через эти губки подводится ток от трансформатора для его нагрева. Удлинение стержня при его нагреве выбирается пневмоцилиндром 27. После нагрева стержень 26 при помощи пневмоцилиндров 29
и толкателей 30 укладывают в упоры 32 формы 33. Для электронагрева следующего стержня форма 33 перемещается на требуемый шаг по направляющим 34.
После остывания стержня в упорах 32 происходит его напряжение.
Формула изобретения
1. Устройство для электронагре1ва арматурных стержней, срдержащее лоток, упор для стержней, механизм поштучного отбора стержней с поворотными от привода зубьями, механизм поштучной подачи стержней с приводными рычагами и механизмы высадки анкеров, нагрева и укладки нагретых стержней, отличающееся тем, что, с целью упрощения конструкции, механизм отбора стержней снабжен соединенным с приводом валом, а зубья выполнены серповидной фбрМЫ и закреплены вдоль вала, при этом их концы расположены по винтовой линии, направление которой противоположно направлению, вращения вала при отборе стержней, вал снабжен профилированными кулачками, а на рычагах механизма подачи образованы выступы, взаимодействующие с кулачками.
2. Устройство по п. 1, отличающееся тем, что упор для стержней установлен с возможностью поворота при воздействии
0 на него профилированного кулачка вала.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 314873, кл. Е 04 G 21/12, 1969.
2.Авторское свидетельство СССР № 398730, кл. Е 04 G 21/12, 1971.
3.Авторское свидетельство СССР № 203184, кл. Е 04 G 21/12, 1963.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Установка для укладки арматуры в форму | 1986 |
|
SU1384696A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Установка для образования анкеров на арматурных стержнях | 1987 |
|
SU1414947A1 |
; I .
, ..,.r.v. / .
,-.,.г- . ,... if-..v ; /
/ . 1.
