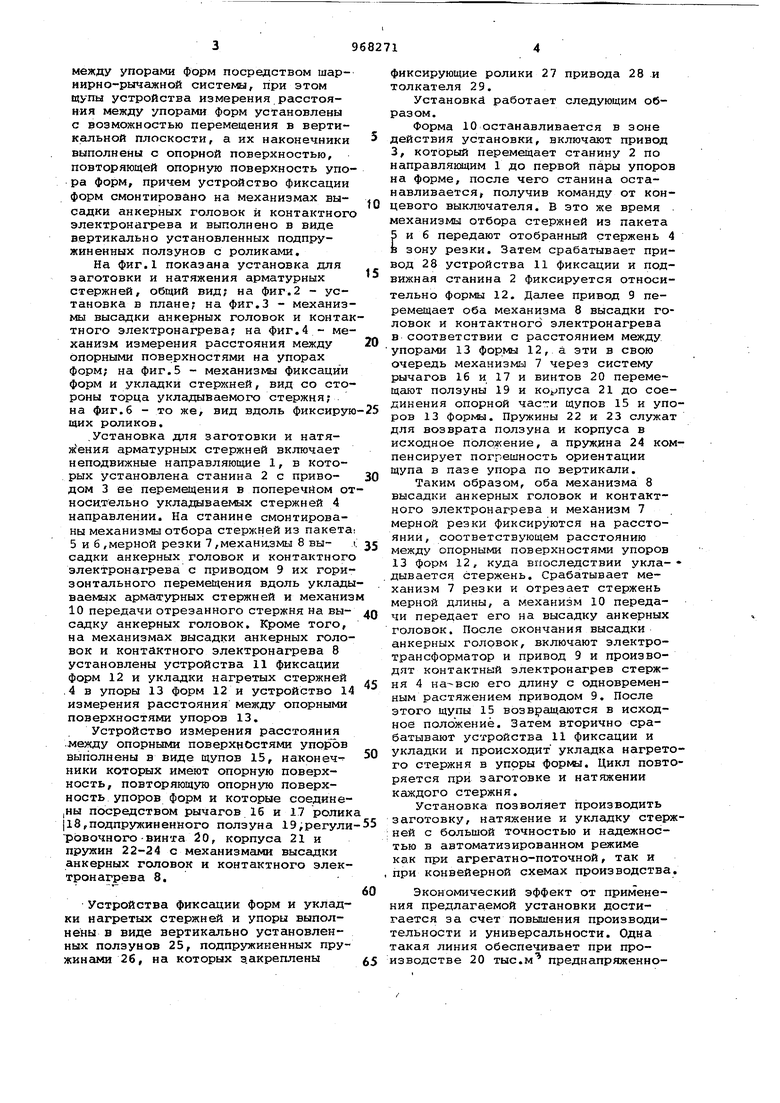
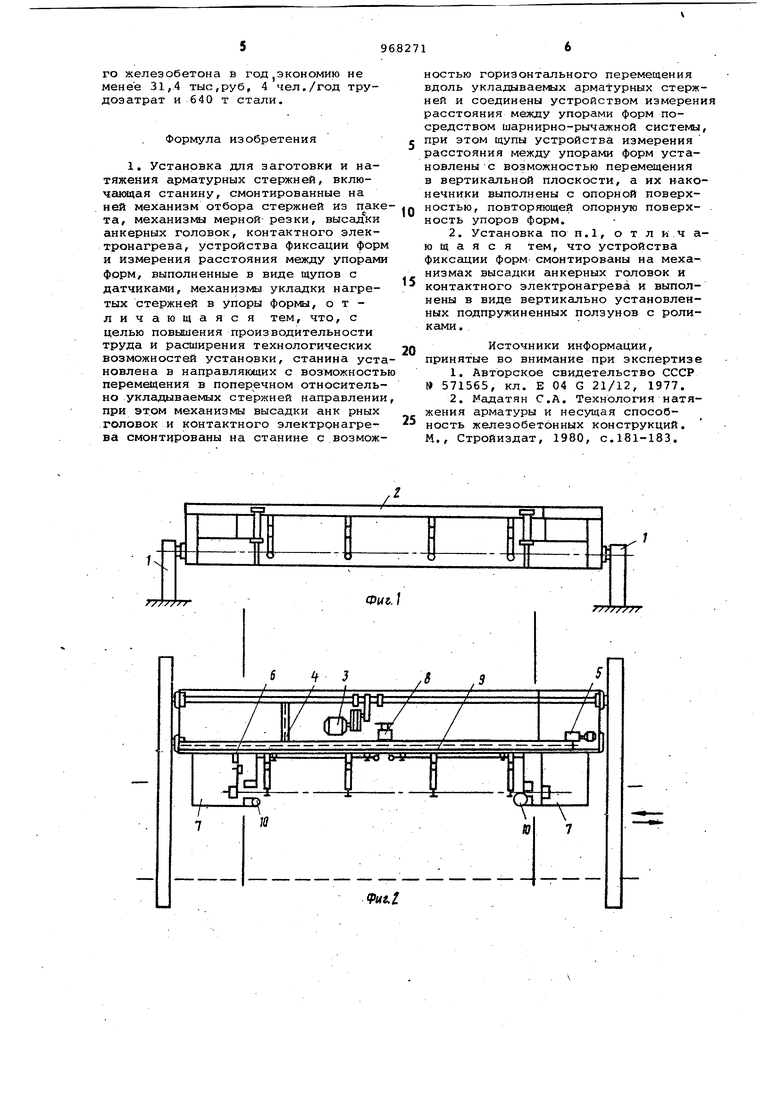
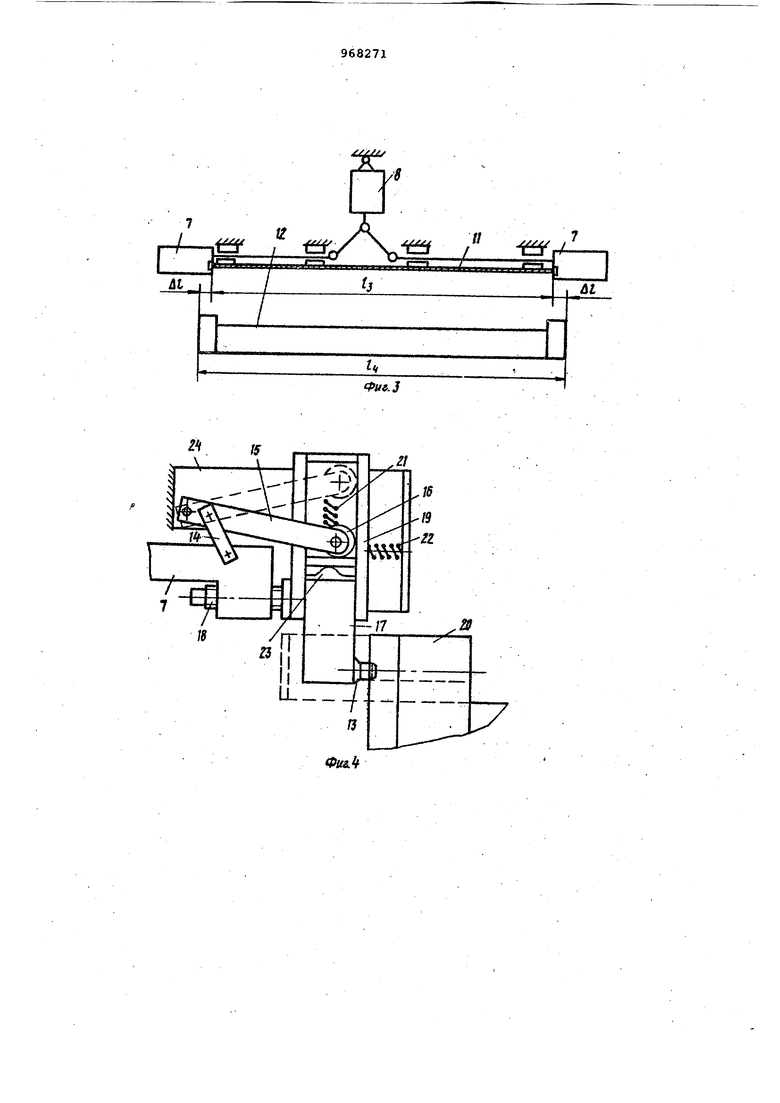
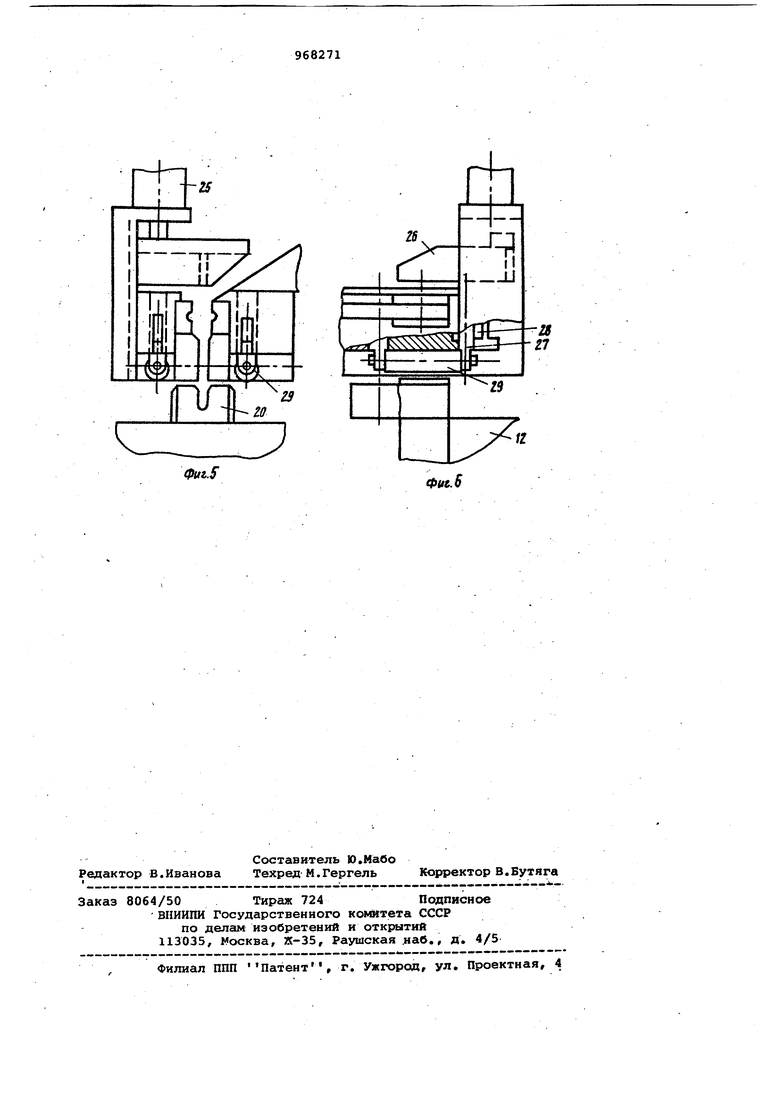
между упорами форм посредством шариирно-рычажной системы, при этом щупы устройства измерения расстояния между упорами форм установлены с возможностью перемещения в вертикальной плоскости, а их наконечники выполнены с опорной поверхностью, повторяющей опорную поверхность упо ра форм, причем устройство фиксации форм смонтировано на механизмах высадки анкерных головок и контактного электронагрева и выполнено в виде вертикально установленных подпружиненных ползунов с роликами. На фиг.1 показана установка для заготовки и натяжения арматурных стержней, общий вид; на фиг.2 - установка в плане; на фиг.З - механизмы высадки анкерных головок и контак тного электронагрева на фиг.4 - механизм измерения расстояния между опорными поверхностя1 ш на упорах форм; на фиг. 5 - механизмы фиксацией форм и укладки стержней, вид со стороны торца укладываемого стержня; на фиг.6 - то же, вид вдоль фиксирую щих роликов. .Установка для заготовки и натяжения арматурных стержней включает неподвижные направляющие 1, в которых установлена станина 2 с приводом 3 ее перемещения в поперечйом от носительно укладываемых стержней 4 направлении. На станине смонтированы механизмы отбора стержней из пакета 5 и б ,мерной резки 7,механазглы 8 высадки анкерных головок и контактного электронагрева с приводом 9 их горизонтального перемещения вдоль уклады ваемых арматурных стержней и механиз 10 передачи отрезанного стержня на высадку анкерных головок. Кроме того, на механизмах высадки анкерных головок и контактного электронагрева 8 установлены устройства 11 фиксации форм 12 и укладки нагретых стержней .4 в упоры 13 форм 12 и устройство 14 измерения расстояния между опорными поверхностями упоров 13. Устройство измерения расстояния между опорными поверхностями упррЪв выполнены в виде щупов 15, наконечНИКИ которых имеют опорную поверхность, повторяющую опорную поверхность упоров форм и которые соедине|НЫ посредством рычагов 16 и 17 ролик 118,подпружиненного ползуна 19,регули рьвочного-винта 20, корпуса 21 и пружин 22-24 с механизмами высадки анкерных головок и контактного электронагрева 8. Устройства фиксации форм и укладки нагретых стержней и упоры выполнены в виде вертикально установленных ползунов 25, подпружиненных пружинами 26, на которых з.акреплены фиксирующие ролики 27 привода 28 .и толкателя 29. Установка работает следующим образом. Форма 10 останавливается в зоне действия установки, включают привод 3, который перемещает станину 2 по направлякадим 1 до первой пары упоров на форме, после чего станина останавливается, получив команду от концевого выключателя. В это же время . механизмы отбора стержней из пакета 5 и 6 передают отобранный стержень 4 в зону резки. Затем срабатывает привод 28 устройства 11 фиксации и подвижная станина 2 фиксируется относительно формы 12. Далее привод 9 перемещает оба механизма 8 высадки головок и контактного электронагрева в соответствии с расстоянием между упорами 13 формы 12, а эти в свою очередь механизмы 7 через систему рычагов 16 и 17 и винтов 20 перемещают ползуны 19 и корпуса 21 до соединения опорной части щупов 15 и упоров 13 формы. Пружины 22 и 23 служат для возврата ползуна и корпуса в исходное положение, а пружина 24 компенсирует погрешность ориентации щупа в пазе упора по вертикгши. Таким образом, оба механизма 8 высадки анкерных головок и контактного электронагрева и механизм 7 мерной резки фиксируются на расстоянии, соответствующем расстоянию между опорными поверхностями упоров 13 форм 12, куда впоследствии укла- дывается стержень. Срабатывает механизм 7 резки и отрезает стержень мерной длины, а механизм 10 передачи передает его на высадку анкерных головок. После окончания высадки анкерных головок, включают электротрансформатор и привод 9 и производят контактный электронагрев стержня 4 на-всю его длину с одновременным растяжением приводом 9. После этого щупы 15 возвращаются в исходное положение. Затем вторично срабатывают устройства 11 фиксации и укладки и происходит укладка нагретого стержня в упоры формы. Цикл повторяется при заготовке и натяжении каждого стержня. Установка позволяет производить заготовку, натяжение и укладку стержней с большой точностью и надежностью в автоматизированном режиме как при агрегатно-поточной, так и при конвейерной схемах производства. Экономический эффект от применения предлагаемой установки достигается за счет повышения производительности и универсальности. Одна такая линия обеспечивает при производстве 20 тыс.м пред напряжен ного железобетона в год,экономию не менее 31,4 тыс,ру6, 4 чел./год трудозатрат и 640 т стали.
Формула изобретения
1. Установка для заготовки и натяжения арматурных стержней, вклюЧсшицая станину, смонтированные на ней механизм отбора стержней из пакета, механизмы мерной резки, высад ки анкерных головок, контактного электронагрева, устройства фиксации форм и измерения расстояния между упорами форм, выполненные в виде щупов с датчиками, механизмы укладки нагретых стержней в упоры формы, о т личающаяс я тем, что, с целью повышения производительности труда и расширения технологических возможностей установки, станина установлена в направляющих с возможность перемещения в поперечном относительно укладываемых стержней направлении при этом механизмы высадки анк рных головок и контактного электронагрева смонтированы на станине с возможностью горизонтального перемещения вдоль укладываемых арматурных стержней и соединены устройством измерения расстояния между упорами форм посредством шарнирно-рычажной системы, при этом щупы устройства измерения расстояния между упорами форм установлены с возможностью перемещения в вертикальной плоскости, а их наконечники выполнены с опорной поверхностью, повторяющей опорную поверхность упоров форм.
2. Установка по п.1, о т л и ч аю щ а я с я тем, что устройства фиксации форм смонтированы на механизмах высадки анкерных головок и
5 контактного электронагрева и выполнены в виде вертикально установленных подпружиненных ползунов с роликами.
Источники информации,
0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР 571565, кл. Е 04 G 21/12, 1977.
2.Мадатян С.А. Технология натяжения арматуры и несущая способ5ность железобетонных конструкций. М., Стройиздат, 1980, с.181-183.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Устройство для предварительного натяжения арматурных стержней | 1975 |
|
SU571565A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| Установка для укладки арматуры в форму | 1986 |
|
SU1384696A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU1040093A1 |
| Устройство для образования анкерных головок на арматурной проволоке | 1976 |
|
SU598678A1 |
| Линия для изготовления железобетонных изделий | 1983 |
|
SU1105591A1 |
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
n ./
0Ut.S
ФИ1.6
