Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству, и касается усовер- 11;енствования механизма поворота заготов- К1 пилигримового стана.
Цель изобретения - увеличение срока с,1ужбы рабочих калибров путем уменьше- я их износа за счет переменного угла поВ(
н;
рота заготовки.
На фиг. 1 изображен механизм поворота готовки пилигримового стана, обш.ий вид;
фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- зрез Б-Б на фиг. 2; на фиг. 4 - развертка ели; на фиг. 5 - кинематическая схема аимного расположения дрели, обоймы с
в;
нолями и копиров. Механизм поворота заготовки пилигривого стана содержит дрель 1 с четырьмя винтообразными направляющими 2 (аЬ),
cd), 4(ef} и 5(gh), обойму 6, охватываю- щ/ю дрель и имеющую элементы 7 взаимойствия с ее направляющими, а также при- вод 8 возвратно-поступательного движения дрели и привод 9 непрерывного вращения обоймы. Механизм снабжен охватывающим обойму стационарным корпусом 10 с закреп- ле|нными на его внутренней цилиндрической noJBepXHOCTH копирами 11 и 12. В радиальных najsax обоймы с возможностью перемещения установлены пинали 13, в каждой из которых на одном торце установлен элемент взаимо- де1ствия с направляющей дрели, а на дру- ГО1Л - копирный ролик 14 взаимодействия с копиром, при этом винтообразные направ- ляощие дрели выполнены с различными угла ни (а, р, а и Y) подъема.
I Дрель установлена посредством подщип- ни;(ов 15 в ползуне 16 и имеет щлицевой конец 17 для соединения через систему зуб- ча- ых передач (на фиг. 2 показана тонко) с Е.алом поворота заготовки (не показаны) и передачи ему периодического вращения изЕ1естным способом.
Привод возвратно-поступательного дви- дрели представляет собой кривощип но-1ползунный механизм 18, с кривощипом 19 и и атуном 20, щарнирно связанным с ползу- 16. Ползун соверщает возвратно-посту- на йельное движение в направляющих 21 22 и соединен с шатуном при помощи оси 23. Кривощип установлен коренными meijiKaMH 24 на подшипниках 25 в раме, а meijiKofi 26 соединен с шатуном.
Привод непрерывного вращения обоймы выполнен в виде двухступенчатого редуктора 27, пустотелый тихоходный вал 28 которого заканчивается обоймой, а быстроходный вал| 29 соединен при помощи муфт 30, про- ме чуточного вала 31, конического редуктора 32 и муфты 33 с кривон1ипно-г1олзунным мех анизмом.
Элемент 7 взаимодействия обоймы с на- прс)вляющими 2, 3, 4 или 5 дрели представ- ;1яс|т собой сухарь 34, установленный на тор0
5
0 5
0
5
0
5
0
5
це пиноли, а копирный ролик 35 смонтирован на другом торце пиноли посредством оси 36. Каждая пиноль снабжена двумя пружинами 37, которь е, воздействуя на ось 36, поджимают ролик к профилю одного из копиров 11 или 12. Исходя из условий работы предлагаемого механизма копиры имеют раз ный рабочий профиль и установлены в стационарном корпусе со смещением по оси, поэтому в обойме оси двух пинолей смещены относительно осей двух других пинолей на величину смещения копиров 11 и 12.
Вал 38 конического редуктора является приводным валом механизма поворота заготовки, который соединен с главным приводом стана (не показан) и вращается с той же угловой скоростью, что и рабочие калибры пилигримового стана.
Механизм поворота заготовки пилигри.мо- вого стана работает следующим образом.
При включении главного привода стана (не показан) вал 38 конического редуктора 32 начинает вращаться. Вращение от вала 38 передается через муфту 33 кривощи- пу 19, который, вращаясь своими коренными щейками 24 в подшипниках 25, воздействует шейкой 26 на шатун 20. Шатун 20, соединенный при помощи оси 23 с ползуном 16, приводит последний в возвратно-поступательное движение. Дрель 1, монтированная на подшипниках 15 в ползуне 16, также совершает возвратно-поступательное движение.
Одновременно вращение от конического редуктора через муфты 30 и промежуточный вал 31 передается быстроходному валу 29 двухступенчатого редуктора 27, тихоходный вал 28 которого, выполненный в виде обоймы 6, тоже приводится во вращение.
В рассматриваемом примере конструктивного выполнения предлагаемого механизма передаточное число конического редуктора 32 равно единице, а передаточное отношение двухступенчатого редуктора 27 составляет четыре, поэтому одному обороту обоймы соответствует четыре оборота криво- щипа 19, т. е. одному обороту обоймы соответствует четыре цикла пилигримовой прокатки. Последнее обстоятельство определяет число винтообразных направляющих 2{аЬ}, 3{cd), 4(ef) и 5(gh) дрели и число элементов 7 взаимодействия обоймы с этими направляющими. Исходя из величины выбранных углов(а, р, а и -у) подъем винтообразных направляющих 2-5, переменный угол поворота дрели и кинематически связанной с ней заготовки изменяются в следующей последовательности: 90° в первом цикле прокатки, 75° во втором цикле, 90° в третьем цикле и 105° в четвертом цикле прокатки.
На фиг. 4 дана развертка дрели, которая показывает изменение формы и угла подъема каждой винтообразной направляющей 2-5 в зависимости от угла поворота кривошипа 19. Каждая из направляюших имеет три
участка, причем два участка, соответствующие повороту кривошипа на углы О-30°, 150-180°, 180-210° и 330-360° выполнены прямолинейными, а участки, соответствующие повороту кривошипа 19 на углы 30- 150° и 210-330° выполнены винтообразными. Такая нарезка направляющих дрели обусловлена величиной промежутков цикла пилигримовой прокатки, отведенных на деформирование заготовки рабочими калибрами стана. В данном случае операции де- формирования заготовки соответствует поворот кривошипа на угол 30-150° при прямом ходе дрели и заготовки с оправкой (не показаны). Поворот кривошипа на углы О- 30° и 150-180° при прямом ходе соответст- вует промежуткам цикла, когда осуществляются разгон и торможение заготовки с оправ кой в их возвратно-поступательном движении. При повороте кривошипа на 180-360° осуществляется обратный ход заготовки с оправкой.
Основная функция предлагаемого механизма заключается в осуществлении периодического поворота дрели на заданный угол, согласованного с вращением рабочих калибров и поворотом кривощипа 19. Этот меха- низм должен обеспечить гарантированный выстой дрели при повороте кривощипа от 30 до 150°, когда рабочие участки калибров деформируют заготовку на оправке, и поворот дрели при повороте кривошипа от О до 30° и от 150 до 360°, когда в очаге дефор- мации сопряжены холостые зевы калибров.
Принцип работы предлагаемого механизма основан на поочередном введении в контакт с направляющими дрели сухарей 34, установленных на торцах пинолей. Управление последовательностью такого контакти- рования обеспечивается копирами 11 и 12, рабочие профили которых взаимодействуют с рамами, монтированными на других торцах пинолей. Введение в контакт и вывод из контакта сухарей с направляющими сопровождается перемещением пинолей в обойме в радиальном направлении и осуществляется в области «мертвых точек возвратно-поступательного движения дрели.
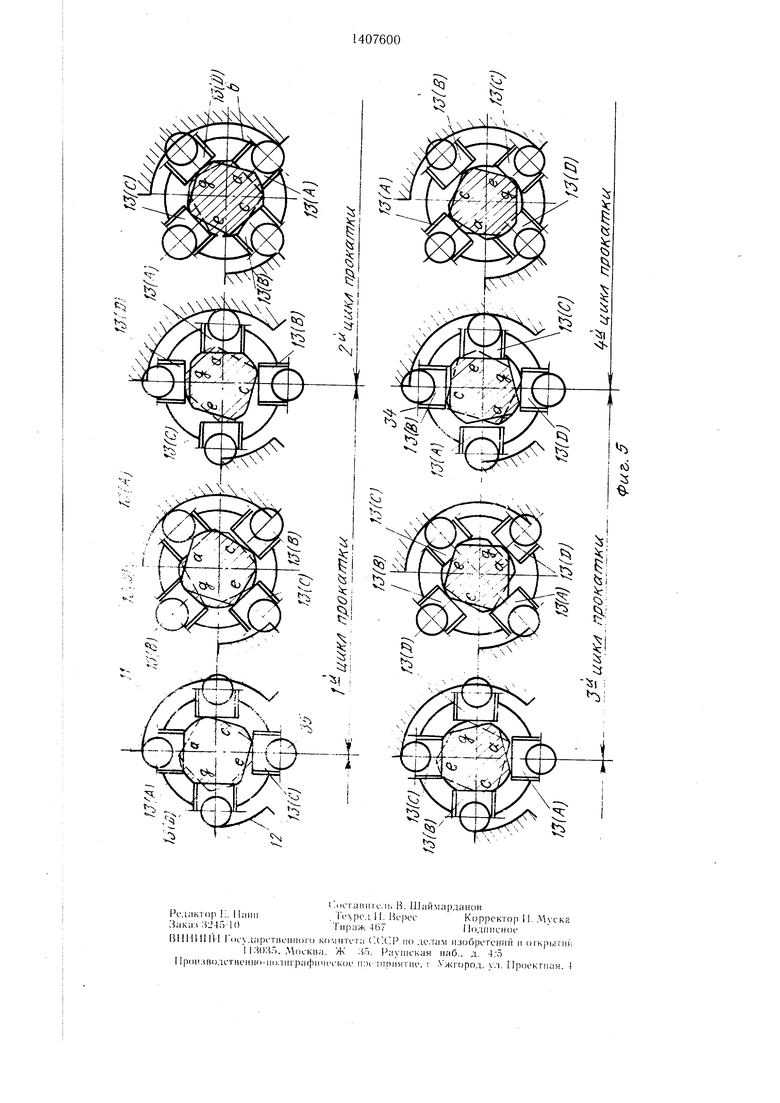
На фиг. 4 и 5 механизм поворота заготов
ки показан в положении, соответствующем началу прямого хода заготовки с оправкой и дрели в первом цикле прокатки. Для боль- щей наглядности кинематической схемы на фиг. 5 пиноли имеют буквенные обозначения: А, В, С, D, при этом копир 11 взаимодейст- вует с роликами пинолей Л и С, а копир 12 - с роликами пинолей В я D.
Рассмотрим работу предлагаемого механизма по циклам прокатки (фиг. 4 и 5).
Первый цикл прокатки.
Сухарь пиноли (Л) взаимодействует с направляющей 2 (аЬ) дрели, а ролик этой пиноли (А) контактирует с рабочим профилем копира 11. При прямом ходе дрели за
0 0
5 О
5
5
Q
5
время, соответствующее повороту кривошипа 10 на угол О-30°, дрель взаимодействует с сухарем прямолинейным участком направляющей 2(аЬ) и поворачивается на угол равный углу поворота обоймы, т. е. на 30°: ,5°. За время, соответствующее повороту кривошипа на угол 30-150°, сухарь перемешается по винтообразному участку направляющей 2(аЬ) дрели, не пoвopaч fвaя ее. Происходит вычитание движений или гарантированный выстой дре.ти во время деформирования заготовки рабочими калибрами. За время, соответствующее повороту кривошипа на угол 150-180°, сухарь перемещается по прямолинейному участку направляющей 2(аЬ) и дрель поворачивается на угол поворота обоймы, т. е. на 7,5°. При обратном дрели за время, соответствующее пово- роту кривощипа на угол , дрель взаимодействует с сухарем прямолинейным участком направляющей 2(аЬ) и поворачивается на угол, равный 7,5°. За время, соответствующее повороту кривошипа на угол 210-330°, сухарь взаимодействует с винтообразным участком направляющей 2(аЬ) дрели и поворачивает ее на угол, равный 60°. Этот угол складывается из угла в 30° поворота обоймы за это время и угла в 30° поворота дрели за счет винтообразного участка ее направляющей 2(аЬ). За время, соответствующее повороту кривошипа на угол 330- 360°, дрель взаимодействует с сухарем прямолинейным участком направляющей 2(аЬ) и поворачивается на угол, равный 7,5°.
Таким образом, суммарный угол поворота дрели в первом цикле прокатки равен 7,5+7,5+7,5+60+7,.
Второй цикл прокатки.
Сухарь и ролик пиноли (А) продолжают взаимодействовать соответственно с направляющей 2(аЬ) дрели и рабочим профилем копира И.
Аналогично с первым циклом прокатки, при прямом ходе дрели, последняя поворачивается на угол, равный 7,5°, имеет выстой и опять поворачивается на угол, равный 7,5°. В конце прямого и начале обратного ходов дрели ролик пиноли (Л) сходит с рабочего профиля копира 11, а ролик пиноли (В) заходит на рабочий профиль копира 12. В результате действия пружин 37 на ось 36 пиноль (Л) отходит от дрели и.ее сухарь теряет контакт с направляющей 2(аЬ}. Сухарь пиноли (В) вступает в контакт и начинает взаимодействовать с направляющей 3 (cd) дрели. При обратном ходе дрели за время, соответствующее повороту кривошипа на угол 180-210°, дрель взаимодействует с сухарем пиноли (В) прямолинейным участком направляющей 3 (cd) и поворачивается на угол, равньнг 7,5°. -За время, соответствующее повороту кривошипа на угол 210- 330°, сухарь взаимодействует с винтообразным участком направляющей 3 (cd) дрели
и поворачивает ее на угол, равный 45°. Этот угол складывается из угла в 30° поворота обоймы за это время и угла в 15° поворота дрели на счет винтообразного участка ее направляющей 3 (cd). Разница этих углов поворота в первом и втором циклах объясняется тем, что угол а подъема винтообразного участка направляющей 2 (аЬ) больше угла р подъема винтообразного участка направляющей 3 (cd), Далее за время, соответствующее повороту кривощипа на угол 330-360°, дрель взаимодействует с сухарем прямолинейным участком направляющей 3 (cd) и поворачивается на угол, равный 7,5
Таким образом, суммарный угол поворота дрели во втором цикле прокатки равен 7,5+7,5-f7,5+45-f7,.
В конце обратного хода дрели ролик пи- ноли (В) сходит с рабочего профиля копира 12, а ролик пиноли (С) заходит на рабочий профиль копира 11. В результате действия пружин 37 на ось 36 пиноль (В) от- ходит от дрели и ее сухарь теряет контакт с направляющей 3 (cd). Сухарь пиноли (С) начинает взаимодействовать с направляющей 4 (ef) дрели. Третий цикл прокатки.
; Сухарь пиноли (С) взаимодействует с направляющей 4 (ef), а ролик этой пиноли |(С) контактирует с рабочим профилем ко- ира И. Поворот дрели в этом цикле прокатки аналогичен ее повороту в первом цикле, а поскольку углы а подъема винто- эбразных участков направляющих 2 (аЬ) i 4 (ef) одинаковы, то суммарный угол по- зорота дрели будет равен 90°. j Четвертый цикл прокатки. : Сухарь и ролик пиноли (С) продолжают взаимодействовать соответственно с направ- .(1яющей. 4 (ef) дрели и рабочим профилем 1|;опира 11.
I Как и в первом цикле прокатки, при пря- itiOM ходе дрели последняя поворачивается «а угол, равный 7,5°, имеет выстой, и опять 1 1оворачивается на угол, равный 7,5°. В кон- ike прямого и начале обратного ходов дрели фолик пиноли (С) сходит с рабочего профиля Копира II, а ролик пиноли (D) заходит ika рабочий профиль копира 12. В результате Действия пружин 37 на ось 36 пиноль (С) Отходит от дрели и ее сухарь теряет контакт С направляющей 4 (ef). Сухарь пиноли (D) Е|ступает в контакт и начинает взаимодействовать с направляющей 5 (gh) дрели. При с братном ходе дрели за время, соответст- Е ующее повороту кривощипа на угол 180- 310°, дрель взаимодействует с сухарем пино- /1и (D) прямолинейным участком направляющей 5 (gh) и поворачивается на угол, р|авный 7,5°. За время, соответствующее по- йороту кривощипа на угол 210-330°, сухарь в|заимодействует с винтообразным участком Направляющей 5 (gh) дрели и поворачивает ее на угол, равный 75°. Этот угол склады- BJaeTCH из угла в 30° поворота обоймы за это вjpeмя и угла в 45° поворота дрели за счет
винтообразного участка ее направляющей 5 (gh). Разница этих углов поворота в первом и четвертом циклах прокатки объясняется тем, что угол 7 подъема винтообразного участка направляющей 5 (gh) больше угла а подъема винтообразного участка направляющей 2 (аЬ). Далее за время, соответствующее повороту кривошипа на угол 330- 360 дрель взаимодействует с сухарем прямолинейным участком направляющей 5 (gh) и поворачивается на угол, равный 7,5°.
Суммарный угол поворота дрели в четвертом цикле прокатки равен 7,5+7,5+7,5+ + 75+7,.
В конце обратного хода дрели ролик пи- ноли (D) сходит с рабочего профиля копира 12, а ролик пиноли (А) заходит на рабочий профиль копира 11. В результате действия пружин 37 на оси 36 пиноль (D) отходит от дрели и ее сухарь теряет контакт с направляющей 5 (gh). Сухарь пиноли (А) начинает взаимодействовать с направляющей 2 (аЬ).
Далее циклы прокатки повторяются.
Такое конструктивное исполнение предлагаемого механизма решает вопрос обеспечения переменного угла поворота заготовки в пилигримовом стане.
Переменные углы поворота заготовки, ра вные 90, 75, 90 и 105° и т. д., позволяют раскатывать утолщения стенок трубы, образованные в зонах выпусков калибров, не только гребнями калибров, но и расположенными по обе стороны от гребней боковыми участками, .калибров, в то время как при постоянном угле поворота заготовки, равном 90°, раскатка этих утолщений осуществлялась бы только гребнями калибров. Это обстоятельство предопределяет более равномерный износ рабочих поверхностей калибров и примерно в два раза увеличивает срок их службы.
Формула изобретения
Механизм поворота заготовки пилигри- мового стана, содержащий дрель, с винтообразными направляющими, обойму, охватывающую дрель и имеющую элементы взаимодействия с ее направляющими, приводы возвратно-поступательного перемещения дрели и непрерывного вращения обоймы, отличающийся тем, что, с целью увеличения срока службы рабочих калибров за счет уменьшения их износа путем обеспечения переменного угла поворота заготовки, он снабжен стационарным корпусом с закрепленными на его внутренней цилиндрической поверхности копирами, охватывающим обойму, которая снабжена диаметрально расположенными в ее радиальных пазах пинолями, на одних концах которых размещены элементы взаимодействия с направляющими дрели, а на другом - копирный ролик, при этом углы подъема винтообразных направляющих выполнены различными.


| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотно-подающий механизм пилигримового стана | 1981 |
|
SU1215775A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| ПОДАЮЩИЙ АППАРАТ ПИЛИГРИМОВОГО СТАНА | 1991 |
|
RU2010638C1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2271886C2 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1171130A1 |
| Привод периодического поворота дрели поворотно-подающего механизма стана холодной прокатки труб | 1989 |
|
SU1729638A1 |
| Привод рабочей клети стана холодной прокатки труб | 1984 |
|
SU1178513A1 |

Изобретение относится к трубопрокатному производству. Цель изобретения - увеличение срока службы рабочих калибров путем уменьшения их износа за счет переменного угла поворота заготовки. Механизм содержит дрель 1 с винтообразными направляющими 2, 3, 4, 5. Последние выполнены с различны.ми углами подъема. Дрель охвачена обоймой 6, в радиальных пазах которой размещены пиноли 13. На одном торце пино- лей установлены элементы 7 взаимодействия с соответствующими направляющими дрели, а па другом - копирный ролик 14 взаимодействия с копирами 11, 12. Копирь работают поочередно и.размещены на внутренней цилиндрической поверхности стационарного корпуса 10 со смещением вдоль оси. 5 ил. 6-Ь 35 о ® (Л с 10 зи J7 о: y.j
CpUE.I
0 J0° Угол noSopoma /tpi/Sou/i/na S
360° 330°
Прямой ход врели i
ЗБО
A29 27
75О 78О
2Ю° г во
Одра/пный ход 7
Фиг
| Данилов Ф | |||
| А | |||
| и др | |||
| Горячая прокатка и прессование труб.-М.: Металлургия | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Искроудержатель для паровозов | 1920 |
|
SU271A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Поворотно-подающий механизм пилигримового стана | 1981 |
|
SU1215775A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
