2. Механизм по п. 1, о т л ичающийся тем, что регулятор лоложения ролика в пазу кулисы выполнен в виде шатуна, шарнирно соединенной с ним гайки, винта и его привода вращения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1984 |
|
SU1222340A1 |
| Распределительный подающе-поворот-Ный МЕХАНизМ CTAHA ХОлОдНОй пРОКАТ-Ки ТРуб | 1979 |
|
SU839630A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Распределительно-подающий механизм редукторного типа стана холодной прокатки труб (его варианты) | 1984 |
|
SU1212639A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1171130A1 |
| Муфта свободного хода подающе-поворотного механизма стана холодной прокатки труб | 1983 |
|
SU1109553A1 |
| Преобразователь равномерного вращения в неравномерное стана холодной прокатки труб | 1983 |
|
SU1156751A1 |
| Муфта свободного хода | 1983 |
|
SU1131570A1 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU950456A1 |
1. ПОДАЩЕ-ПОВОРОТНЫЙ МЕХАНИЗМ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащий вал с кулачком, взаимодействующие с ним ролики, рамку, в которой установлены ролики с воз(Можностью перемещения, несущие их рычаги, вал поворота, соединенный с одним рычагом, ведомый и ведущий валы подачи, причем с ведущим валом соединен другой рычаг, кулису с ползуном, тягу, и кривошип, свяэьтакицие валы подачи, отличающийс я тем, что, с целью повьшения точности геометрических размеров труб и производительности процесса путем регулировки величины линейного смещения заготовки в процессе (Л прокатки, ползун кулисы выполнен в виде ролика, шарнирно соединенного с тягой и снабженного регуляторе его положения в Пазу кулисы.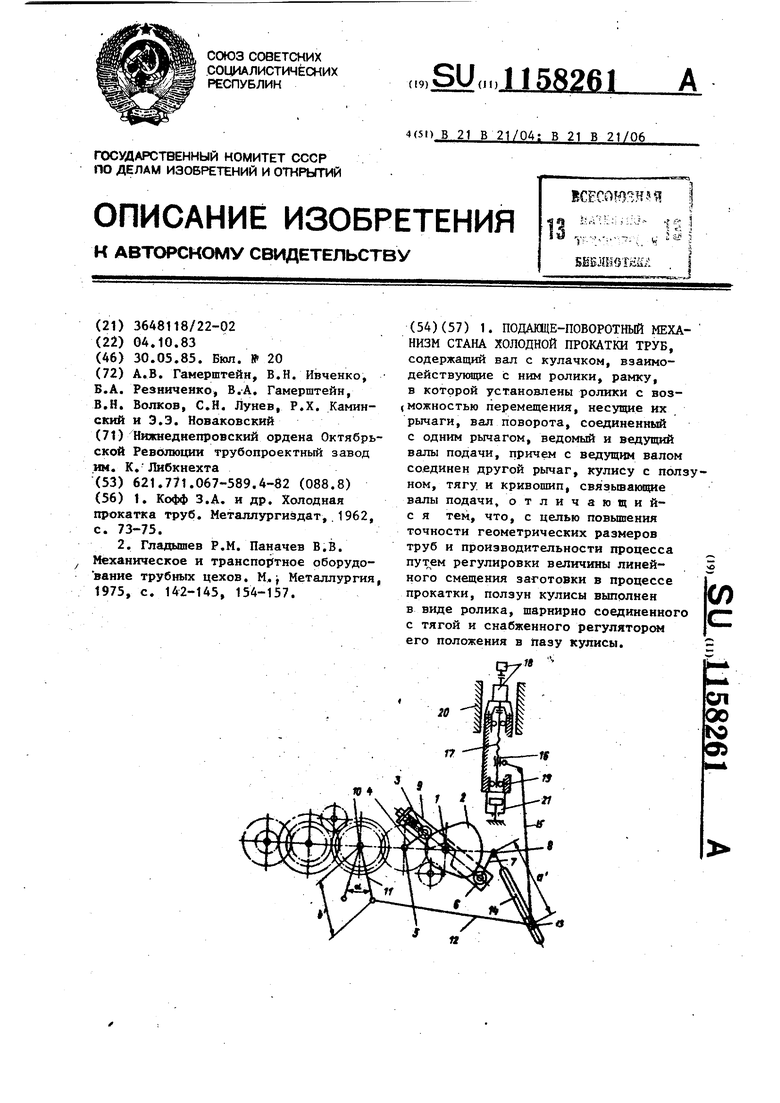
.. . 1 . . Изобретение относится к черной металлургии, в частности ктрубопрокатному производству, касается периодической прокатки на станах холод ной прокатки труб и может, быть использовано при проектировании и мо- дернизации подающе-поворотных механизмов этих станов. Известен подающе-поворотньй механизм с мальтийским крестом il3 Недостатки этого механизма - боль шие динамические усилия при входе ведущего пальца в мальтийский крест, а также постоянство угла поворота, из-за чего происходит неравномерный износ ручья калибра. Наиболее близким по технической сущности к предлагаемому является подающа-поворотный механизм стана хаподной прокатки труб, содержащий вал с кулачком, взаимодействуклцие с ним ролики, рамку, в которой уста новлены ролики с возможностью перемещения, несущие их рычаги, вал поворота, соединенный с одним рычагом ведомый и ведущий валы подачи, при этом с ведущим валом соединен друго рычаг, кулису с ползуйом, тягу и кривошип, связывающие валы подачи 2 Недостатком механизма является невозможность регулировки величины линейного смещения заготовки на ходу стана, т.е. без его остановки, что не позволяет вести прокатку тру в оптимальном режиме, т.е. с уменьшейной величиной линейного смещения заготовки при прокатке ее переднего консольного участка. Указанная ограниченность регулировки приводит к снижению металлонспользования, к уменьшению выхода годных чруб изза значительной обрези передних кон цевьк участков с консольной кривизной (котор1ая не поддается последующей правке на правильных машинах), и к низкой точности геометрических размеров труб из-за консольной кривизны передних концевых участков труб, Цель изобретения - повьшение точности геометрических размеров труб и производительности процесса путем регулировки величины линейного смещения заготовки в процессе прокатки. Поставленная цель достигается тем, что в подающе-поворотном механизме стана холодной прокатки труб, содержащем вал с кулачком, взаимодействующие с ним РОЛИКИ, рамку, в которой установлены ролики с возможностью перемещения, нерущие их рычаги, вал поворота, соединенный с одним рычагом, ведомьлй и ведущий валь подачи, причем с ведущим валом соединен другой рычаг, кулису с ползуном, тягу и кривощип, связьюающие валы подачи, ползун кулисы выполнен в виде ролика, шарнирно с оединенного с тягой и снабженного регулятором его положения в пазу кулисы. При этом регулятор положения ролика в пазу кулисы выполнен в виде шатуна, шарнирно соединенной с ним гайки, аинта и его привода вращения. Это позволяет уменьшать величину линейного смещения при появленииконсольного участка заготовки, увеличивая тем самым выход годных труб . из-за значительного уменьшения обрези концевых участков труб. На чертеже изображена кинематическая схема подающе-поворотного механизма стана холодной прокатки труб с регулятором положения ролика. Подапще-поворотный механизм стана холодной прокатки труб (ХПТ) содержит вал 1 с кулачком 2, взаимодействукяций с ним ролик 3, иесущий его рычаг А, насаженный на -вал 5 поворота, другой ролик 6, несущий его рычаг 7, насаженный на ведущий вал 8 подачи, рамку 9, в которой ролики раз-, метены с возможностью перемещений, ведомый вал 10 подачи, соединенный
через кривошип 11, тягу 12, ползун в виде ролика 13 в кулисе 14 с ведущим валом подачи и регулятор положения ролика в пазу кулисы в виде шатуна 13, шаркирно соединенной с ним гайки 16, винта 17 и его привода 18 вращения, установленных на раме 19, которая в {Гаправлякнцих 20 может пе-. ремещаться пневмоцилиндром 21.
Подающе-поворотный механизм стана холодной прокатки труб работает еледуклцим образом.
Если технологическим режимом прокатки предусмотрено плавное изменени величины линейного смещения заготовки во время процесса прокатки (например, при прохождении через прокатные валки стыков заготовок или переднего консольного участка заготовки), то включают привод 18 вращения регулятора положения ролика 13,
При вращении винта 17 в его подшипниковьЬс опорах гайка 16 перемещается поступательно. Шарнир шатуна 15 и с ним ролик 13 перемещаются в пазу кулисы 14, уменьшая или увеличивая величину а рабочего плеча ку-,
ч
Лисы 14 и изменяя соотношение -|г рабочих ппеч кулисы и кривошипа 11, за счет чего (при постоянном угле поворота ведущего вала подачи и кулисы) соответственно увеличивается или уменьшается угол оС поворота кривошипа 1l и ведомого вала 10 подачи,
Если необходимо ступенчатое изменение линейного смещения заготовки в процессе прокатки, то его осуществляют включением в работу пневмоцилиндра 21, который, имея неподвижный поршень, посредством подвижной гильзы цилиндра перемещает раму 19 в направляющих 20, При этом ступенчато изменяется через шатун 15 положение ролика 13 в пазу кулисы 14 благодаря установке рамы в направлякщих и шарнирному соединению гайки 16-с концом шатуна 15.
Предлагаемый подакяце-поворотный механизм по сравнению с известным механизмом, используемым на стане ХПТ-9, принятым за базовый, позволяет снизить трудоемкость регулировки величины линейного смещения заготовки, обеспечивает возможность регулировки, величины линейного смещения заготовки при безостановочной работе стана и независимость регулировки величины линейного смещения от регулировки числа двойных ходов в минуту рабочей клети стана ХПТ, .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| Металлургиздат,.1962, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гладышев P.M | |||
| Паначев В.В | |||
| Механическое и транспор(тное оборудование трубных цехов | |||
| И | |||
| Металлургия, 1975, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
