Изобретение относится к обработке металлов давлением и может быть использовано в станах холодной прокатки труб. Целью изобретения является уменьшение концевого участка трубы с консольной .кривизной путем регулировки величины подачи заготовки в процессе прокатки. На.фиг. 1 привредена кинематичес2 - вид кая схема механизма; на фиг. А на фиг. 1. Распределительно-подающий мехаьгаз стана холодной прокатки,труб содержи редуктор 1, размещенный в его корпусе приводной вал 2 с насаженным на него кулачком 3, рамку 4 с направляющими ведущий вал 5 подачи заготовки, жест ко закрепленные на нем рычаг 6 и ведущий кривошип 7, ролик 8, закреплен ньш на конце рычага и контактирующий с кулачком и направляющими рамки, ведомьй вал 9 подачи с кривошипом 10 серьгу 11 с отверстием , шарнирно закрепленную на конце ведомого кривошипа, тягу 12 с упором, один конец которой пропущен в отверстие серьги а другой шарнирно связан с концом ве дущего кривощипа, пружину 13, охватывающую тягу и размещенную между упором тяги и серьгой, гайку 14, навинченную на конец тяги и упирающуюся в серьгу, и регулируемьш ограничитель 15 угла поворота кривошипа ведомого вала, имеющий привод перемещения, вьшолненный в виде червячной передачи 16 и винта 17, образую щего передачу винт-гайка с колесом червячной передачи. Механизм работает следукщим обра .зом. Перед началом прокатки регулируемьй ограничитель 15 устанавливается в заданное положение, соответствующее требуемой величине подачи заготовки, определяемой углом поворота кривошипа 10 ведомого в;ала подачи. Кулачок 3, вращаясь вместе с приводным валом 2, через контакт с роликом 8 сообщает качательное движение рычагу 6 и жестко связанному с ним через ведущий вал 5 подачи веду щему кривошипу 7. При этом ведущий кривошип отклоняется на постоянньш угол, определяемый профилем кулачка 3. От ведущего кривощипа качательное движение через тягу 12, пружину 13, серьгу 11 и гайку 14 передается ведомому кривошипу 10, который при этом отклоняется на угол, определяемый положением регулируемого ограничителя 15. Ведомьй кривошип 10 поворачивается по часовой стрелке согласно фиг. 1 до упора в регулируемый ограничитель 15, после чего останавливается, а тяга 12, преодолевая сопротивление пружины проскальзывает в отверстие серьги 11, позволяя ведущему кривошипу 7 отклониться на требуемьш угол. Обратньй ход кривошипов осуществляется в обратной последовательности. Изменяя положение регулируемого ограничителя 15, можно регулировать угол поворота ведомого кривошипа 10 и соответственно величину подачи заготовки во время прокатки. Управление перемещением регулируемого ограничителя может осуществляться оператором с пульта управления либо системой автоматики, как при остановленном стане, так и в процессе прокатки. Если в какой-либо момент времени при повороте ведомого кривошипа 10 в направлении осуществления подачи нагрузка в .линии привода превьш1ает допустимую величину, определяемую сжатием пружины 13, то ведомый кривошип 10 останавливается, а движ.ение тяги 12 и ведущего кривошипа 7 продолжается за счет сжатия пружины. Таким образом осуществляется предохранение звеньев механизма оси перегрузок. Предлагаемый механизм позволяет осуществлять регулировку величины подачи заготовки в процессе прокатки, т.е. вести прокатку в наиболее оптимальном и практически проверенном режиме. Осуществление такого режима прокатки (уменьшенная величина подачи заготовки при прокатке переднего конца заготовки и повьшгенная подача заготовки при прокатке оставшегося участка) позволяет повысить металлс1использование исходной заготовки за счет снижения потерь металла в виде обрези концевых участков с консольной кривизной, величина которой тем меньше, чем меньше величина подачи при прокатке переднего участка заготовки.
311711304
Использование изобретения обеспе- готовки и способствует совершенчивает автоматизацию ручного труда, ствованию fexHonorH4ecKoro процессвязанного с регулировкой подачи за- са.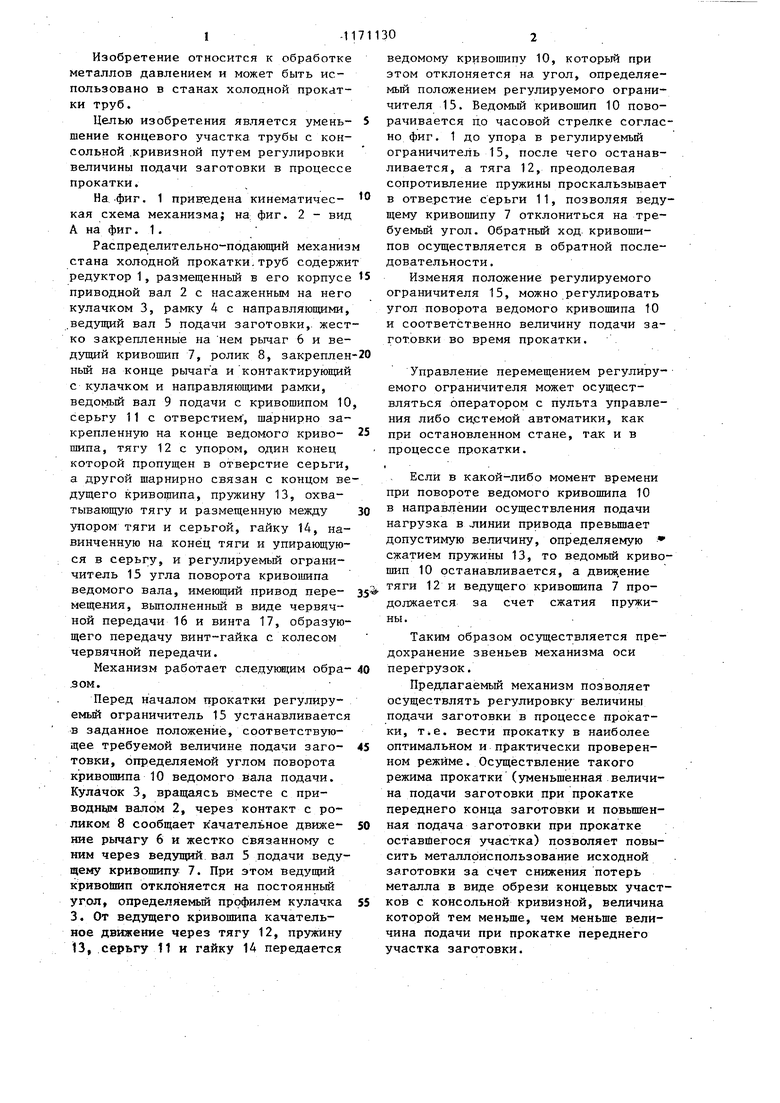
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1984 |
|
SU1222340A1 |
| Распределительно-подающий механизм редукторного типа стана холодной прокатки труб (его варианты) | 1984 |
|
SU1212639A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Распределительно-подающий механизмСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU845897A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| Механизм подачи стана холодной прокатки труб | 1984 |
|
SU1154014A1 |
РАСПРЕДЕЛИТЕЛЬНО-ПОДАЮЩИЙ МЕХАНИЗМ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащий редуктор, приводной вал с кулачком, взаимодействующий с ним ролик, установленный в рамке и на рычаге, несущий рычаг, ведущий вал подачи с кривошипом и связывающую их подпружиненную.тягу, отличающийся тем, что, с целью уменьшения концевого участка трубы с консольной кривизной путем регулировки величины подачи заготовки в процессе прокатки, он снабжен регулируемым ограничителем угла поворота кривошипа ведомого вала подачи.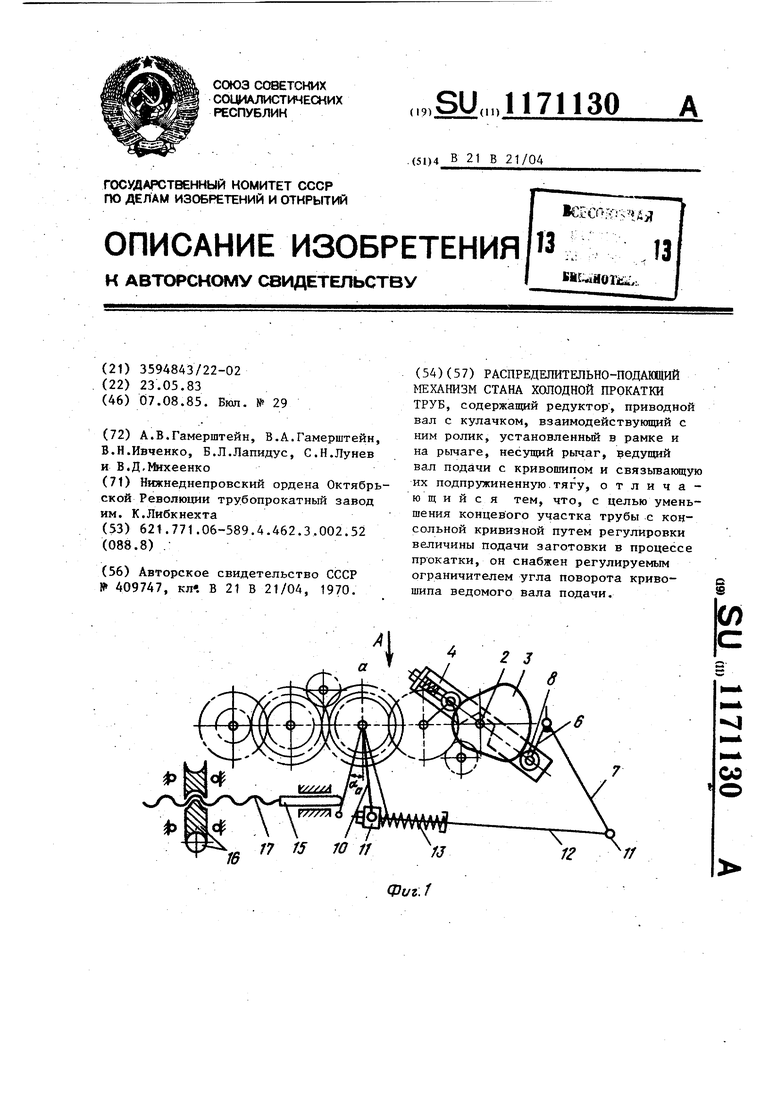
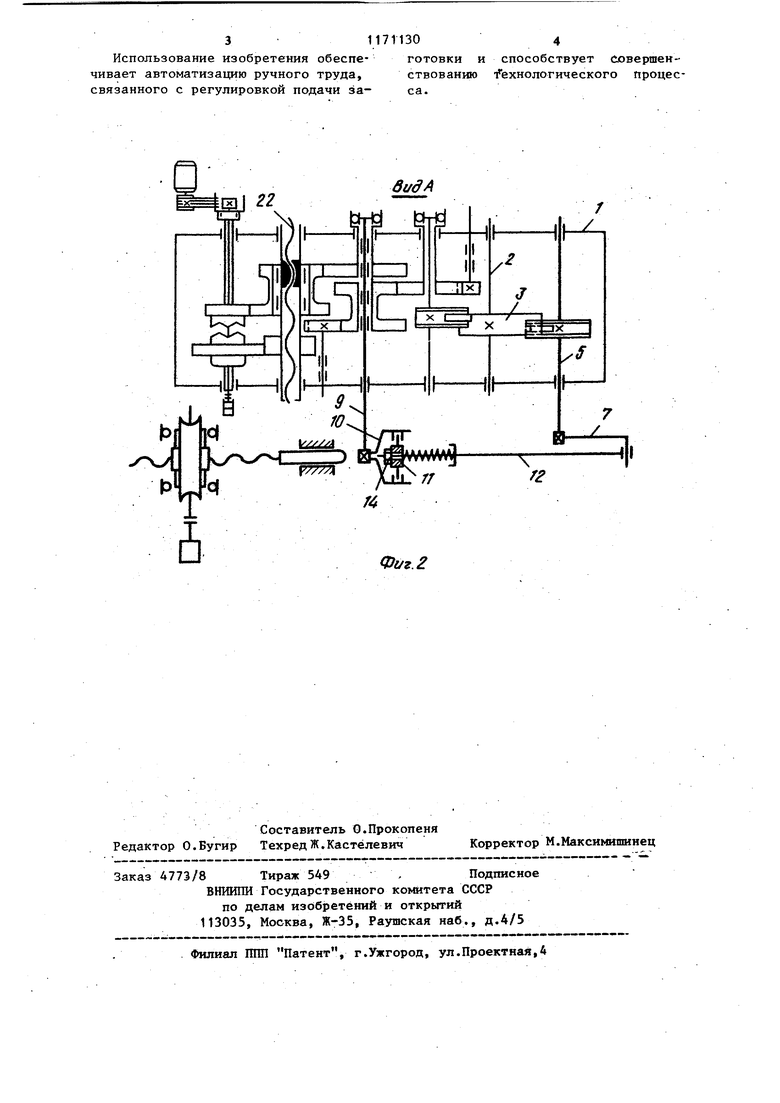
видА
Фиг. 2
| 1970 |
|
SU409747A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
