4
о сд
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1984 |
|
SU1202788A1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| Продольный фрезерно-расточный станок | 1983 |
|
SU1135594A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Металлорежущий станок с автоматической сменой инструментальных головок | 1987 |
|
SU1463427A1 |
| Устройство для управления расточ-HO-фРЕзЕРНыМ CTAHKOM | 1979 |
|
SU810393A1 |
| Многооперационный фрезерно-расточный станок портального типа | 1983 |
|
SU1151413A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1979 |
|
SU921768A2 |
Изобретение относится к области станкостроения, преимущественно к многооперационным фрезерно-расточным станкам портального типа для комплексной обработки корпусных деталей. Цель изобретения - повышение производительности. Устройство оснащено автоматическим устройством 9 для размещения и смены добавочных агрегатов 10, закрепляемых на торце ползуна 7 шпиндельной бабки 6. Перед обработкой детали агрегатом 10 устройство 12 посредством гидроцилиндра вводит в позицию смены короб с гнездом. Бабка 6 перемещается в позицию с.мены добавочных агрегатов, ползун 7 с агрегатом 13 перемещается вниз до совмещения агрегата 13 с гнездом. Механизм зажима открепляет агрегат 13 от торца ползуна 7. Ползун 7 перемещается вверх, а короб с гнездом и агрегатом 13 под действием гидроцилиндра поворачивается на горизонтальной оси лТ,о совмещения с фронтальной поверхностью стойки 4 и взаимодействует с уплотнительным пояском. 10 ил. S сл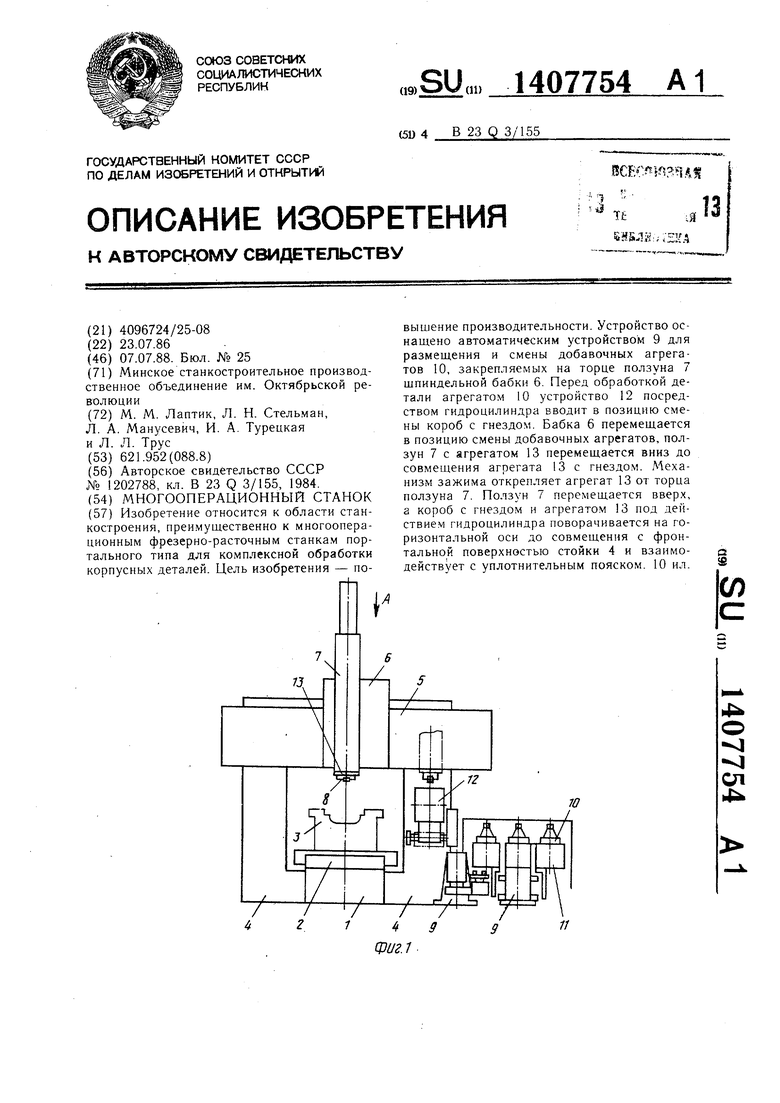
фиг. 1
11
Изобретение относится к области станкостроения, преимущественно к многооперационным фрезерно-расточным станкам портального типа для комплексной обработки корпусных деталей.
Цель изобретения - повышение производительности станка.
Указанная цель достигается тем, что многооперационный станок портального типа, содержащий установленную на поперечине
чающая вертикально подвижный ползун 7 со щпинделем 8, устройство 9 для размещения и смены силовых добавочных агрегатов, силовые добавочные агрегаты (сменные головки) 10, установленные в гнездах 11 устройства 9 с во31у1ожностью закрепления на торце ползуна 7, устройство 12 для размещения и смены добавочного агрегата, предназначенного для защиты торца ползуна, и добавочный агрегат 13, предназначенный для
щпиндельную бабку с вертикально-подвиж- Q защиты торца ползуна, устанавливаемый в
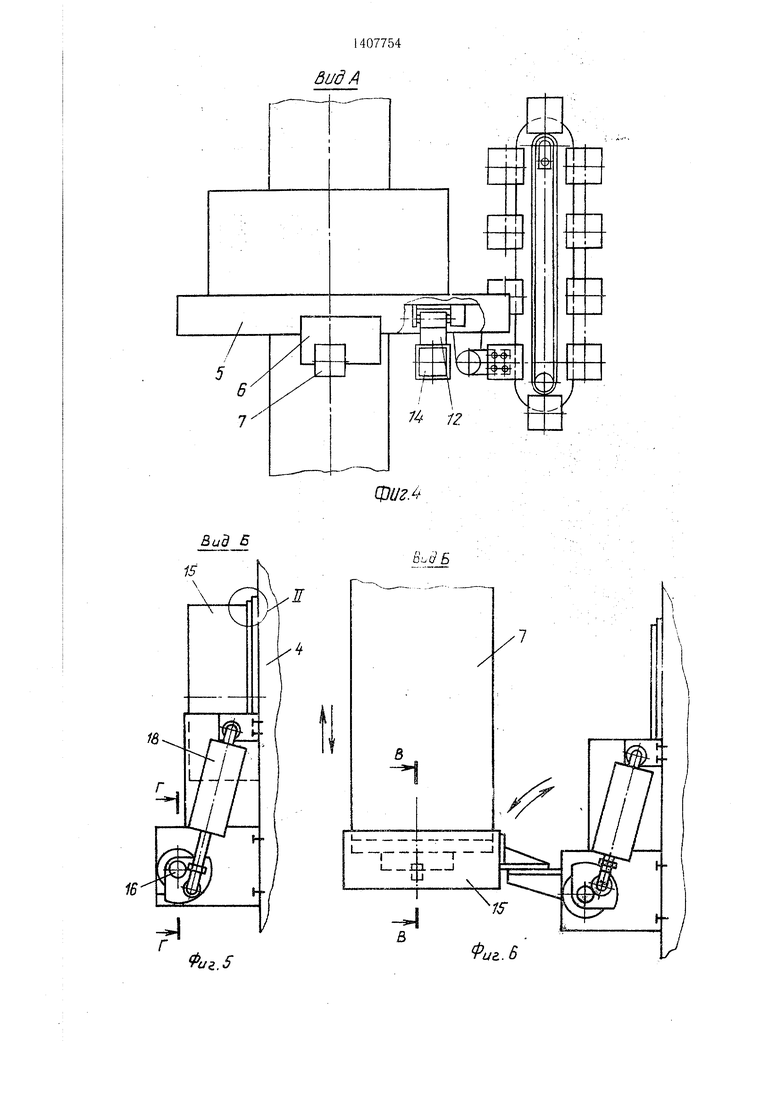
гнезде 14 устройства 12 с возможностью закрепления на торце ползуна 7. Устройство 12 установлено на стойке 4 и содержит (фиг. 5, 6 и 8) короб 15 с гнездом 14, горизонтальную ось 16 с подшипниками 17, гидным ползуном и устройство для размещения и смены добавочных агрегатов, имеющие позиции для смены добавочных агрегатов, добавочные агрегаты, установленные с возможностью закрепления на торце ползугнезде 14 устройства 12 с возможностью закрепления на торце ползуна 7. Устройство 12 установлено на стойке 4 и содержит (фиг. 5, 6 и 8) короб 15 с гнездом 14, горизонтальную ось 16 с подшипниками 17, гидна, в том числе добавочный агрегат со роцилиндр 18. На фронтальной поверхности
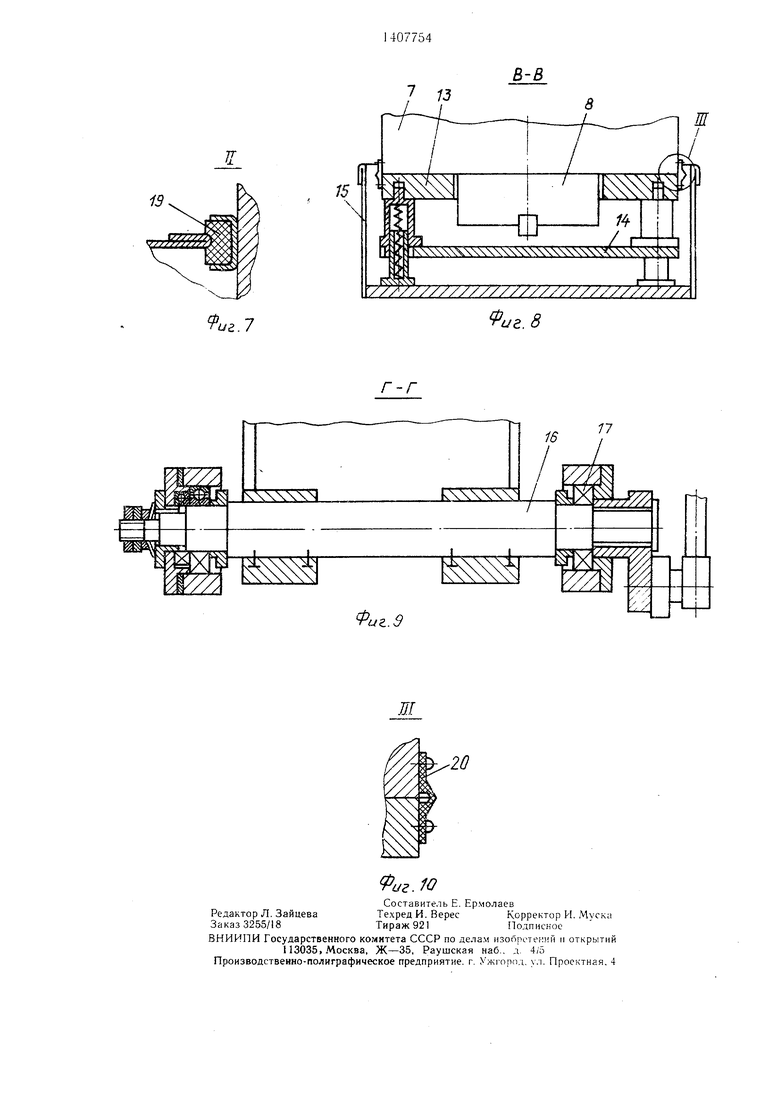
стойки 4 в зоне совмещения с ней короба 1о устройства 12 находится уплотнительный поясок 19.
сквозным отверстием под щпиндель ползуна,
предназначенный для защиты торца ползуна
и подачи СОЖ к инструментам щпинделя
ползуна, снабжен щарнирно закрепленным
на стойке портала устройством для разме- jn бавочных агрегатов 10 и 3 установлены пещения и смены добавочного агрегата, пред- риферийные упругие манжеты 20, вьиюлненстойки 4 в зоне совмещения с ней короба 1о устройства 12 находится уплотнительный поясок 19.
На стыковочных торцах ползуна 7 ч доназначенного для защиты торца ползуна, установленным с возможностью ввода этого добавочного агрегата в зону позиции для смены добавочных агрегатов в щпиндельной бабке.
С целью обеспечения работы в автоматическом режиме и упрощения конструкции устройство для размещения и смены добавочного агрегата, предназначенного для защиты торца ползуна, установлено с возможностью поворота относительно горизонтальной оси, параллельной направлению перемещений щпиндельной бабки, и совмещения его торца с фронтальной плоскостью стойки портала.
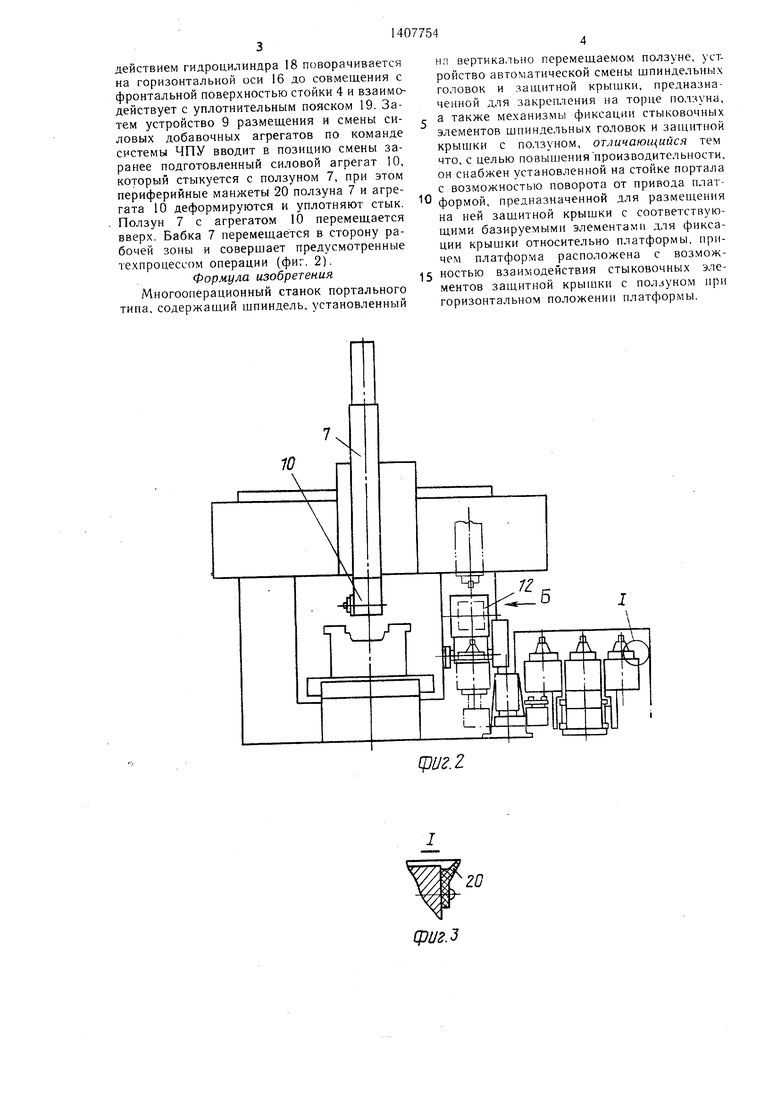
На фиг. 1 изображен многооперационный станок (добавочный агрегат, предназначенный для защиты торца ползуна, установлен на ползуне); на фиг. 2 - то же, на торце ползуна установлен силовой добавочный агрегат, добавочный агрегат, предназ30
ные из немагнитного материала, что исключает прилипание стружки по периферии этих стыковочных торцов.
Станок работает следующим образом. 25 При необходимости обработки детали 3 инструментом, устанавливаемым в вертикальный щпиндель 8 ползуна 7, устройство 12 по команде системы ЧПУ посредством гидроцилиндра 18 вводит в зону позиции смены добавочных агрегатов короб 15 с гнездом 14 и агрегатом 13- Бабка 6 перемещается в позицию смены добавочных агрегатов. Затем ползун 7 перемещается вниз до совмещения его стыковочного торца с торцом добавочного агрегата 13 (фиг. б и 8), а механизм зажима (не показан) закрепляет агрегат 13 на торце ползуна 7, при этом авангардные периферийные манжеты 20 ползуна 7 и агрегата 13 деформируются и уплотняют стык (фиг, 8 и 10). Ползун 7 с агрегатом 13 перемещается вверх. Бабка 6 перемещается в сто35
наченный для защиты торца ползуна, уста- 40 рону рабочей зоны (фиг. 4) и соверщает
новлен в устройстве для размещения и смены этого агрегата; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - вид А на фиг. 1 (устройство для размещения и смены добавочного агрегата, предназначенного для защиты торца ползуна, находится в зоне позиции для смены добавочных агрегатов в щпиндельной бабке); на фиг. 5 - вид Б на фиг. 2; на фиг. 6 - то же, щпиндельная бабка с ползуном и устройство для размещения и смены добавочпредусмотренные техпроцессом операции, а короб 15 под действием гидроцилиндра 18 поворачивается на горизонтальной оси 16 до совмещения с фронтальной поверхностью стойки 4 и взаимодействует с уплотнитель- ным пояском 19, выполненным на этой поверхности (фиг. 5 и 7).
При необходимости обработки детали силовым добавочным агрегатом 10 приведенный цикл выполняется в обратной посленого агрегата, предназначенного для защиты „ довательности, т. е. устройство 12 посред- торца ползуна, с этим агрегатом находится ством гидроцилиндра 18 вводит в зону пози- в позиции для смены добавочных агрегатов; ции смены добавочных агрегатов короб 15 на фиг. 7 -- узел II на фиг. 5; на фиг. 8 - раз- с гнездом 14. Бабка 6 перемещается в пози- рез В-В на фиг. 6; на фиг. 9 - разрез Г-Г на фиг. 5; на фиг. 10 - узел III на фиг. 8. Станок содержит станину 1, продольный 55
стол 2, на котором установлена обрабатываемая деталь 3, стойки 4, поперечину 5, на которой подвижно установлена бабка 6, вклюцию смены добавочных агрегатов, ползун 7 с агрегатом 13 перемещается вниз до совме- щ,ения агрегата 13 с гнездом 14, а механизм зажима открепляет агрегат 13 от торца ползуна 7. Ползун 7 перемещается вверх, а короб 15 с гнездом 14 и агрегатом 13 под
чающая вертикально подвижный ползун 7 со щпинделем 8, устройство 9 для размещения и смены силовых добавочных агрегатов, силовые добавочные агрегаты (сменные головки) 10, установленные в гнездах 11 устройства 9 с во31у1ожностью закрепления на торце ползуна 7, устройство 12 для размещения и смены добавочного агрегата, предназначенного для защиты торца ползуна, и добавочный агрегат 13, предназначенный для
защиты торца ползуна, устанавливаемый в
гнезде 14 устройства 12 с возможностью закрепления на торце ползуна 7. Устройство 12 установлено на стойке 4 и содержит (фиг. 5, 6 и 8) короб 15 с гнездом 14, горизонтальную ось 16 с подшипниками 17, гидроцилиндр 18. На фронтальной поверхности
бавочных агрегатов 10 и 3 установлены пестойки 4 в зоне совмещения с ней короба 1о устройства 12 находится уплотнительный- поясок 19.
На стыковочных торцах ползуна 7 ч до30
ные из немагнитного материала, что исключает прилипание стружки по периферии этих стыковочных торцов.
Станок работает следующим образом. 25 При необходимости обработки детали 3 инструментом, устанавливаемым в вертикальный щпиндель 8 ползуна 7, устройство 12 по команде системы ЧПУ посредством гидроцилиндра 18 вводит в зону позиции смены добавочных агрегатов короб 15 с гнездом 14 и агрегатом 13- Бабка 6 перемещается в позицию смены добавочных агрегатов. Затем ползун 7 перемещается вниз до совмещения его стыковочного торца с торцом добавочного агрегата 13 (фиг. б и 8), а механизм зажима (не показан) закрепляет агрегат 13 на торце ползуна 7, при этом авангардные периферийные манжеты 20 ползуна 7 и агрегата 13 деформируются и уплотняют стык (фиг, 8 и 10). Ползун 7 с агрегатом 13 перемещается вверх. Бабка 6 перемещается в сто35
40 рону рабочей зоны (фиг. 4) и соверщает
предусмотренные техпроцессом операции, а короб 15 под действием гидроцилиндра 18 поворачивается на горизонтальной оси 16 до совмещения с фронтальной поверхностью стойки 4 и взаимодействует с уплотнитель- ным пояском 19, выполненным на этой поверхности (фиг. 5 и 7).
При необходимости обработки детали силовым добавочным агрегатом 10 приведенный цикл выполняется в обратной после„ довательности, т. е. устройство 12 посред- ством гидроцилиндра 18 вводит в зону пози- ции смены добавочных агрегатов короб 15 с гнездом 14. Бабка 6 перемещается в пози- 5
довательности, т. е. устройство 12 посред- ством гидроцилиндра 18 вводит в зону пози- ции смены добавочных агрегатов короб 15 с гнездом 14. Бабка 6 перемещается в пози-
цию смены добавочных агрегатов, ползун 7 с агрегатом 13 перемещается вниз до совме- щ,ения агрегата 13 с гнездом 14, а механизм зажима открепляет агрегат 13 от торца ползуна 7. Ползун 7 перемещается вверх, а короб 15 с гнездом 14 и агрегатом 13 под
действием гидроцилиндра 18 поворачивается на горизонтальной оси 16 до сов1мещения с фронтальной поверхностью стойки 4 и взаимодействует с уплотнительным пояском 19. Затем устройство 9 размещения и смены силовых добавочных агрегатов по команде системы ЧПУ вводит в позицию смены заранее подготовленный силовой агрегат 10, который стыкуется с ползуном 7, при этом периферийные манжеты 20 ползуна 7 и агрена вертикально перемещаемом ползуне, устройство автоматической смены шпиндельных головок и защитной крышки, предназначенной для закрепления на торце пол;и на, а также механизмы фиксации стыковочных элементов шпиндельных головок и защитной крыщки с ползуном, отличающийся тем что, с целью повышения производительности, он снабжен установленной на стойке портала с возможностью поворота от привода платгата 10 деформируются и уплотняют стык. формой, предназначенной для размещения Ползун 7 с агрегатом 10 перемещается вверх. Бабка 7 перемещается в сторону рабочей зоны и совершает предусмотренные техпроцессом операции (фиг. 2). Формула изобретения Многооперационный станок портального типа, содержащий шпиндель, установленный
на ней защитной крышки с соответствующими базируемыми элементами для фиксации крыщки относительно платформы, причем платформа расположена с возмож- 15 костью взаимодействия стыковочных элементов защитной крышки с ползуном нри горизонтальном положении платформы.
на вертикально перемещаемом ползуне, устройство автоматической смены шпиндельных головок и защитной крышки, предназначенной для закрепления на торце пол;и на, а также механизмы фиксации стыковочных элементов шпиндельных головок и защитной крыщки с ползуном, отличающийся тем что, с целью повышения производительности, он снабжен установленной на стойке портала с возможностью поворота от привода платформой, предназначенной для размещения
формой, предназначенной для размещения
на ней защитной крышки с соответствующими базируемыми элементами для фиксации крыщки относительно платформы, причем платформа расположена с возмож- 15 костью взаимодействия стыковочных элементов защитной крышки с ползуном нри горизонтальном положении платформы.
иг.г
(риг.з
6 ид А
/
/
/
Вид Б
PuiS
JZl
f
л
П 12
5
Фи.
и
иг.7
;
;1 Ч
Г
i v vX Xv4 NS sSNNXVNXVvO C X-04
; &
/7/
иг.8
17
Фа.Э
| Многооперационный станок | 1984 |
|
SU1202788A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
