Изобретение относится к области изготовления слоистых материалов методом экструэионного нанесения полимерного покрытия, например полиэти- ленового или полипропиленового, на движущуюся подложку и может быть использовано в химической промышленности, машиностроении, в перерабатывающих отраслях агропромышленного комплекса при изготовлении упако воч- ных материалов для различных продуктов.
Цель изобретения - повышение качества слоистых материалов при нане- сении полимерного покрытия на.движущуюся подложку за счет стабилизации скольжения полимерного покрытия.
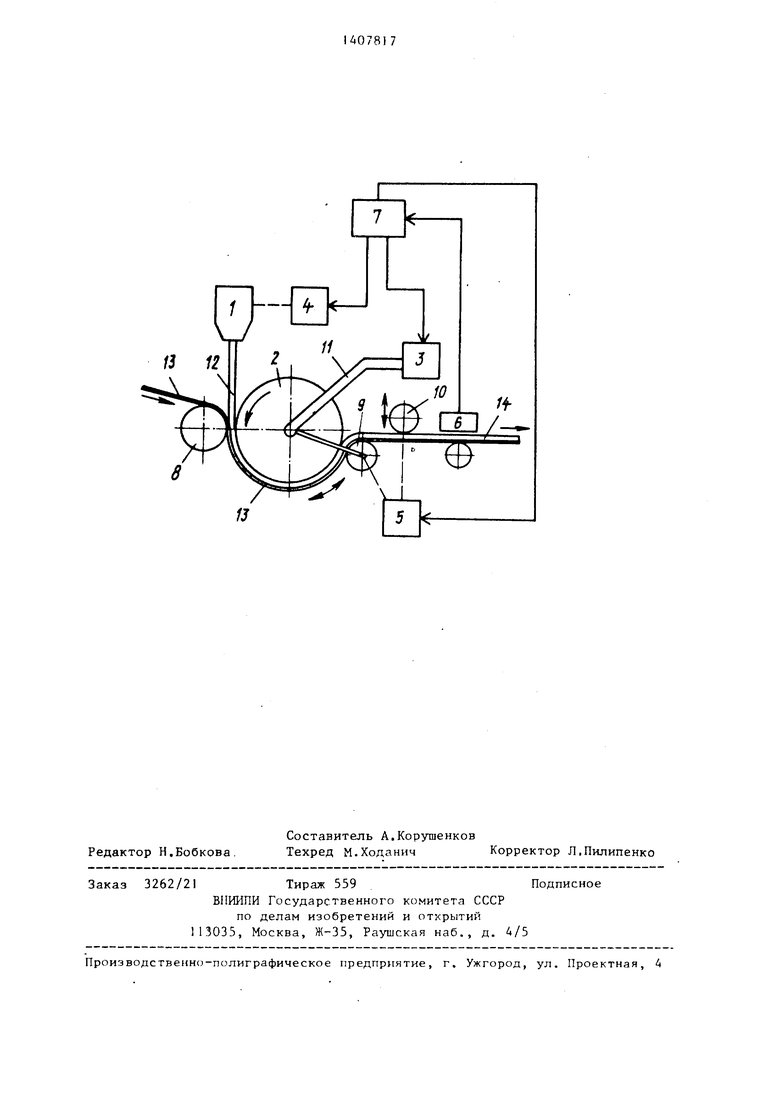
На чертеже схематично изображено устройство для изготовления слоистых материалов.
Устройство для изготовления слоистых материалов содержит последовательно смонтированные и связанные между собой экструдер I и формующую головку (не показана), смонтированный образованием рабочего зазора относительно формующей головки полый охлаждающий вал 2 с входным отверстием (не показано) для подачи в его полость хладагента, установленный во входном отверстии полого охлаждающег вала 2 регулятор 3 температуры хладагента, регулятор А высоты рабочего зазора. Устройство дополнительно снабжено регулятором 5 угла охвата слоистым материалом охлаждающего вала 2, блоком 6 определения скольжени полимерного покрытия и управляющим элементом 7 для соединения блока 6 определения скольжения полимерного покрытия с регулятором 5 угла охвата слоистым материалом охлаждающего вала 2, регулятором 3 температуры хлад агента и регулятором 4 высоты рабоче го зазора. Регулятор 5 угла охвата слоистым материалом охлаждающего вала 2 подключен на первый выход управляющего элемента 7, регулятор 3 температуры хладагента подключен на его второй выход, а регулятор 4 высоты рабочего зазора подключен на его третий выход. Устройство снабжено валом 8 для транспортирования подложки. Устройство содержит дополнительные валки 9 и 10 и трубопровод 11 для подачи хладагента в полость охлаждающего вала 2.
0
5
0
5 о п д
5
0
5
Устропс пк) pafifJTaer следующим образом.
Расплавленная пленка полимерного покрытия 12 истекает из формующей головки экструдера 1 и соединяется валами 2 и 8 с подложкой 13, при дальнейшем движении полученнЬй слоистый материал 14 остывает на валу 2, отводится валками 9 и 10 и сматывается в рулон (не показан). В процессе движения материала 14 скольжение полимерного покрытия 12 непрерывно контролируется блоком 6 определения его скольжения. При отклонении величины скольжени-я (коэффициента трения) покрытия 12 от заданного значения сигнал отклонения поступает с блока 6 на вход управляющего элемента 7, ко- торьй вырабатывает управляющие воздействия, поступающие в задающие цепи регуляторов 3-5.
В случае недопустимого увеличения скольжения полимерного покрытия 12 (снижения коэффициента трения) управляющий элемент 7 по сигналу блока 6 выдает уставки регулятору 3 на понижение температуры хладагента, подаваемого по трубопроводу 11 в полость охлаждающего вала 2, регулятору 5 на уменьшение угла охвата полотном слоистого материала 14 вала 2 и регулятору 4 на уменьшение высоты рабочего зазора за счет перемещения экструдера 1 вниз. При этом регулятор 5 изменяет положение валка 9, который перемещается относительно рабочей поверхности вала 2 по ходу часовой стрелки, и валка 10, который из исходного положения перемещается вниз, обеспечивая необходимое натяжение полотна 14. Уменьшение высоты рабочего зазора позволяет сократить продолжительность остывания пленки покрытия 12 в воздушном зазоре между экструзионной головкой экструдера 1 и валами 2 и 8, а уменьшение угла охвата полотном слоистого материала 14 охлаждающего вала 2 за счет перемещения валка 9 и одновременное снижение температуры хладагента в полости вала 2 обеспечивает повьгаение скорости охлаждения материала 14 до заданной температуры, позволяя сократить продолжительность остывания материала 14 на валу 2, что способствует снижению скольжения полимерного материала 12 до заданного значения.
В случае недопустимого уменьтения скольжения Г повьшюния коэффициента трения) полимерног о покрытия 12 управляющий элемент 7 по сигналу блока 6 определения скольжения выдает уставки регуляторам 4 и 5, соответственно на увеличение высоты рабочего зазора и угла охвата полотном слоистого материала 14 поверхности охлаждающего вала 2 и регулятору 3 на повышение температуры хладагента, подаваемого в полость вала 2. При этом валок 9 перемещается в направлении против часовой стрелки, а валок 10, переме- щаясь вверх, обеспечивает стабильность натяжения полотна слоистого материала 14, Увеличение высоты рабочего зазора позволяет увеличить продолжительность остывания пленки покрытия 12 в воздушном зазоре между головкой экструдера 1 и линией контакта валов 2 и 8, а перемещение валка 9 против хода часовой стрелки и повышение температуры хладагента, подаваемого в полость вала 2, увеличение продолжительности остывания слоистого материала 14 на валу 2 обеспечивает увеличение продолжительности остывания полимерного покрытия 12 до заданной температуры (снижение скорости остывания) и увеличение скольжения (снижение коэффициента трения) покрытия 12 до заданного значения.
Причем одновременная выдача управляющих воздействий в задающие цепи регуляторов 3-5 позволяет снизить величину уставок в каждом из каналов управления при одновреQ 5 0 5 О
5
0
мемном уменьшении продолжительности переходных процессов.
Формула изобретения
Устройство для изготовления слоистых материалов, содержащее последовательно смонтированные и связанные между собой экструдер и формующую головку, смонтированный с образованием рабочего зазора относительно формующей головки полый охлаждающий вал с входным отверстием для подачи в его полость хладагента, установленный во входном отверстии полого охлаждающего вала регулятор температуры хладагента, регулятор высоты рабочего зазора, о т л и ч а ю щ е е с я тем, что, с целью повьш ения качества слоистых материалов при нанесении полимерного покрытия на движущуюся подложку за счет стабилизации скольжения полимерного покрытия, оно дополнительно снабжено регулятором угла охвата слоистым материалом охлаждающего вала, блоком определения скольжения полимерного покрытия и управляющим элементом для соединения блока определения скольжения полимерного покрытия с регулятором угла охвата слоистым материалом охлаждающего вала, регулятором температуры хладагента и регулятором вьг- соты рабочего зазора, причем регулятор угла охвата слоистым материалом охлаждающего вала подключен на первый выход управляющего элемента, регулятор температуры хладагента подключен на его второй выход, а регулятор высоты рабочего зазора подключен на его третий выход.
13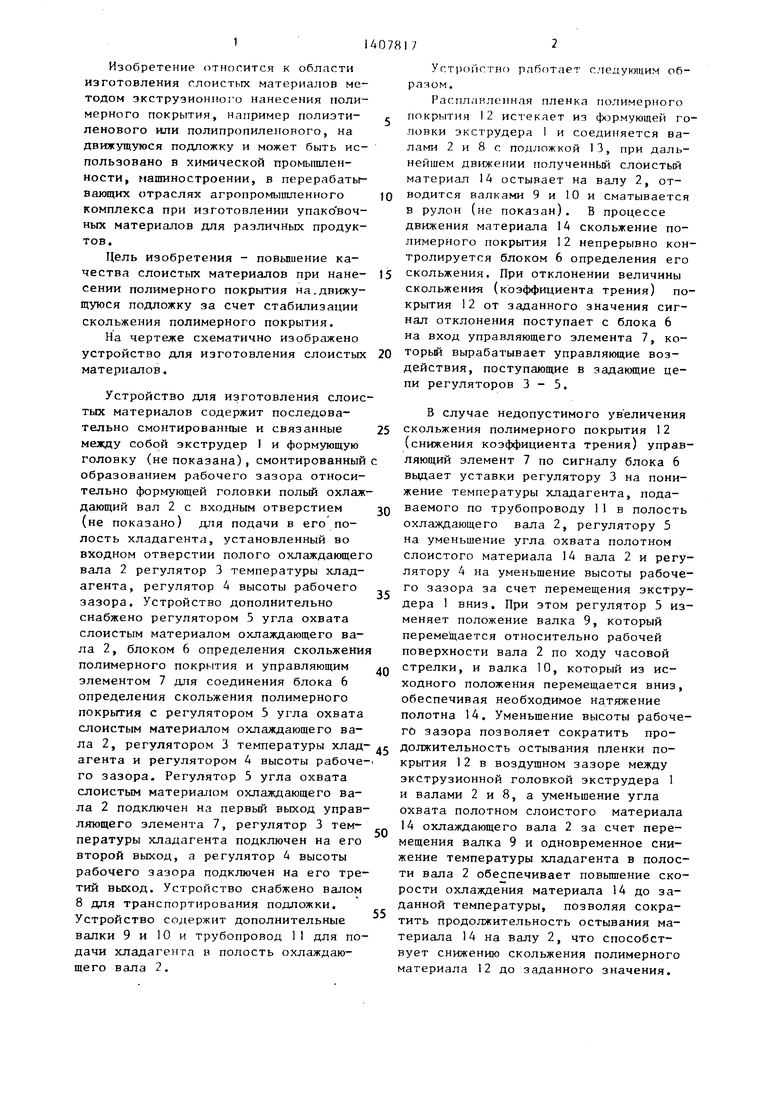
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ С ТЕРМОРЕАКТИВНЫМ ПОЛИМЕРНЫМ СВЯЗУЮЩИМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254172C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2015 |
|
RU2715661C2 |
| СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОГО СЛОИСТОГО МАТЕРИАЛА | 1985 |
|
RU2031005C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ТЕРМОПЛАСТИЧНЫХ ВИБРОПОГЛОЩАЮЩИХ ПЛЕНОК И ПЛЕНКИ, ПОЛУЧЕННЫЕ ТАКИМ СПОСОБОМ | 2019 |
|
RU2707995C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| Способ изготовления нетканого материала с фильтрующими свойствами и устройство для его осуществления | 1989 |
|
SU1634734A1 |
| Способ изготовления биоразлагаемого ламинированного картона экструзионным способом для упаковки и одноразовой посуды (варианты) | 2024 |
|
RU2828385C1 |
| СТАБИЛЬНОЕ ДЫШАЩЕЕ ЭЛАСТИЧНОЕ ИЗДЕЛИЕ | 1998 |
|
RU2201257C2 |
| Устройство для изготовления слоистых пленочных материалов | 1983 |
|
SU1131670A1 |
| ДЫШАЩИЙ ПЛЕНОЧНЫЙ СЛОИСТЫЙ МАТЕРИАЛ С НАПОЛНИТЕЛЕМ | 1998 |
|
RU2192512C2 |
Изобретение касается изготовления слоистых материалов методом эк- струзионного нанесения полимерного покрытия. Цель изобретения - повьппе- ние качества слоистых материалов при нанесении полимерного покрытия на движущуюся подложку за счет стабилизации скольжения полимерного покрытия. В процессе работы устройства расплавленная пленка полимерного покрытия истекает из формующей головки экструдера и соединяется валами с подложкой. При дальнейщем движении слоистый материал остывает на охлаждающем валу, отводится валками и сматывается в рулон. В процессе движения слоистого материала скольжение полимерного покрытия непрерывно контролируется блоком определения его скольжения. При отклонении величины скольжения полимерного покрытия от заданного значения сигнал отклонения поступает с блока определения его скольжения на вход управляющего элемента, который вьфабатывает управляющие воздействия регуляторам на изменение температуры хладагента, прокачиваемого через охлаждакяций вал, изменение высоты рабочего зазора и изменение угла охвата слоистым материалом охлаждающего вала. 1 ил. о С/ с
| ГИДРОМЕХАНИЧЕСКАЯ СИСТЕМА СТАБИЛИЗАЦИИ УГЛА НАКЛОНА РАБОЧЕГО ОРГАНА ПЛАНИРОВОЧНОЙ МАШИНЫ | 2010 |
|
RU2433224C1 |
| Солесос | 1922 |
|
SU29A1 |
| Оборудование для производства комбинированных пленочных материалов методом экструзии„-М.: ЦИНТИхимнефтемаш, 1979, с.40. | |||
