00
Изобретение относится к технологии формования металлополимерных изделий, в которых полимер используется в виде покрытий или облицовок, адге:эионно j соединенных с пористыми металлическими армирующими элементами.
Цель изобретения - повышение прочности адгезионного соединения поли- арилата с металлом и снижение энерго-10 емкости процесса.
Используют полиарилат ДВ-105: продукт взаимодействия бисфенола А и смеси тере- и изофталевой кислот; поликарбонат на основе бисфенола А марки 15 Дифлон.
Полиэфиримиды: лак F-35, который получен с использованием полиэфира на основе терефталевой кислоты; и лак ПЭ-955 - 30-33%-ный раствор поли-20 эфиримидной смолы, получаемой взаимодействием полиэфира на основе, диме- пштерефталата, этиленгликоля и гли- лерина с тримеллитовым ангидридом и диаминодифенилметаном.
Растворители; тетрагидрофуран и метиленхлорид.
Объектом исследований являются металлические ролики (например, из стали 5), на наружную поверхность кото-30 рых литьем под давлением (термопласт- автомат Д-3121; режим литья под давлением; температура литья , температура формы 120°С, давление литья 100 МПа) наносят облицовки из поли- 35 арилата. На наружную поверхность ро- пиков по диаметру напрессовывают кольца (толщина 2 мм, ширина 10 мм, наружный диаметр 36 мм), изготовленные из спеченного железного порошка дО И смеси железного и свинцового (массовое соотношение 12:1) порошков, Пористость колец составляет 15-22%. Кольца из спеченных металлических по25
пластавтомата Д-3121 и литьем под давлением (при указанных параметрах процесса) наносят облицовку из поли арилата.
Суммарные энергозатраты (без уче энергозатрат на напыление порошка п лиарилата)
Э 6960 кДж
П р и м е р 2 (сравнительный). Экспериментальные образцы получают по технологии, указанной а примере с той лишь разницей, что исключают операцию напыленяя порошка полиарил та на пористую поверхность металлического ролика. Энергозатраты на по лучение образца, как и в примере 1, равны 69ьО кДж.
Примеры 3-12. Пористую поверхность металлического пер термообработкой пропитывают раствор смеси поликарбоната и попиэфирамида Пр опитку производят под вакуумом 10 мм рт.ст., продолжительность пропитки 20 мин (мощность вакуумног насоса 0,3 кВт). Растворитель из по ристой пропитанной металлической ма рицы испаряют ступенчато: вначале нагреванием при температуре 50°С в течение 30 мин, а затем при 100°С в течение 60 мин.
После сушки ролики помещают в те мошкаф СНОЛ-3, 5 , где термообрабатыва при 260-280 С в течение 10 мин. Зат ролики извлекают из термошкафа, охлаждают до 50-250 С и литьем под да лением,, как и в примере 1, наносят на их поверхность облицовку из расг плава полиарилата.
Энергозат1)аты на получение образ цы включают энергозатраты на пропит ку, сушку и термообработку кД
Примеры 13-15, 18. Экспери ментальные образцы получают аналоги
рошков используют в качестве пористой 45 ° примерам 3-12 до стадии охлаждения, после охлаждения до 50-80 С на пропитанную металлическу;о поверхност наносят адгезионный состав из раство ра смеси поликарбоната и полиарилат Затем образцы устанавливают в литье вую форму и наносят облицовку из ра плава полиарилата. Энергозатраты при реализации данной технологии примерно такие же, как и в примерах 3-1
металлической матрицы. Облицовка из полиарилата имеет толщину 2 мм, ширину 10 мм.
Пример 1. Согласно известному способу экспериментальные образцы лучают следующим образом. Металлические ролики нагревают в термошкафу СНОЛ-3,5 при температуре в течение 10 мин. Затем их извлекают из термошкафа, напыляют тонкий слой по- ее рошкообразного полиарйлата (толщина напыленного слоя 200-300 мкм, дисперсность частиц порошка до 100 мкм), устанавливают в литьевую форму термо
0
5
0
0 5 О
5
пластавтомата Д-3121 и литьем под давлением (при указанных параметрах процесса) наносят облицовку из поли- арилата.
Суммарные энергозатраты (без учета энергозатрат на напыление порошка по- лиарилата)
Э 6960 кДж
П р и м е р 2 (сравнительный). Экспериментальные образцы получают по технологии, указанной а примере 1, с той лишь разницей, что исключают операцию напыленяя порошка полиарила- та на пористую поверхность металлического ролика. Энергозатраты на получение образца, как и в примере 1, равны 69ьО кДж.
Примеры 3-12. Пористую поверхность металлического перед термообработкой пропитывают раствором смеси поликарбоната и попиэфирамида. Пр опитку производят под вакуумом 10 мм рт.ст., продолжительность пропитки 20 мин (мощность вакуумного насоса 0,3 кВт). Растворитель из пористой пропитанной металлической матрицы испаряют ступенчато: вначале нагреванием при температуре 50°С в течение 30 мин, а затем при 100°С в течение 60 мин.
После сушки ролики помещают в термошкаф СНОЛ-3, 5 , где термообрабатывают при 260-280 С в течение 10 мин. Затем ролики извлекают из термошкафа, охлаждают до 50-250 С и литьем под давлением,, как и в примере 1, наносят на их поверхность облицовку из расг плава полиарилата.
Энергозат1)аты на получение образцы включают энергозатраты на пропитку, сушку и термообработку кДж.
Примеры 13-15, 18. Экспериментальные образцы получают аналогич ° примерам 3-12 до стадии охлаждения, после охлаждения до 50-80 С на пропитанную металлическу;о поверхность наносят адгезионный состав из раствора смеси поликарбоната и полиарилата. Затем образцы устанавливают в литье- вую форму и наносят облицовку из расплава полиарилата. Энергозатраты при реализации данной технологии примерно такие же, как и в примерах 3-12.
Данные конкретных режимов ocynjecT- вления известного (примеры 1-5) и предлагаемого (примеры 6-18) способов . приведены в табл.1.
514
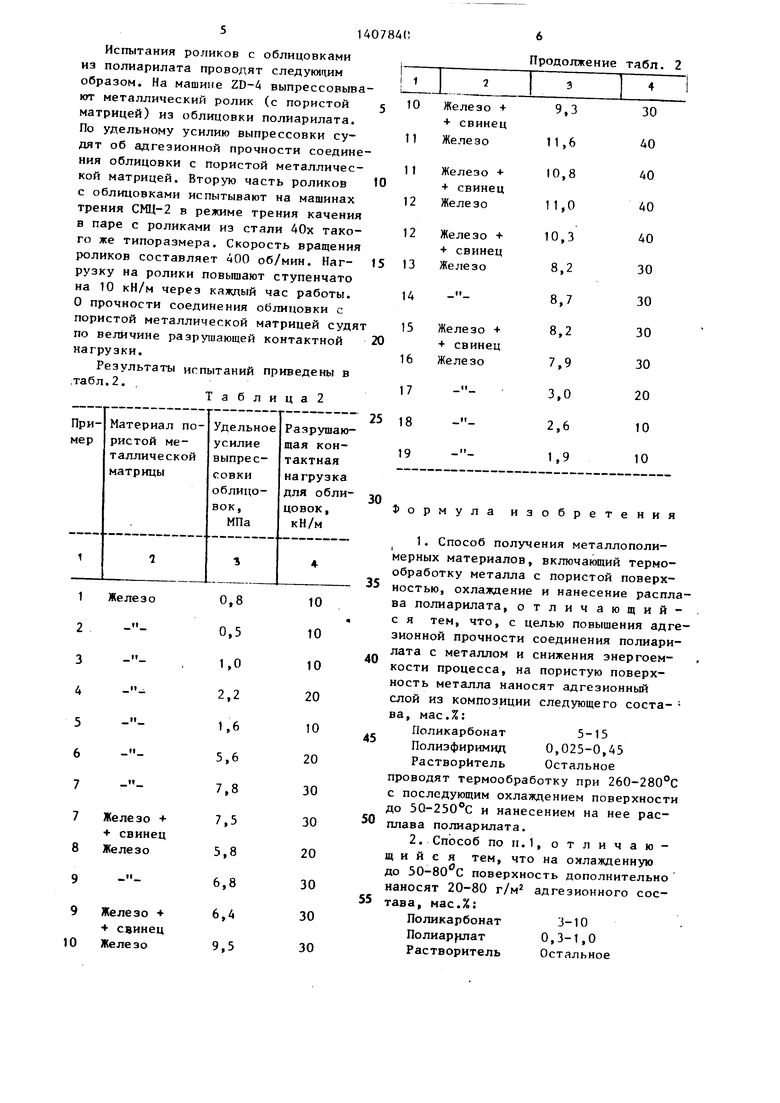
Испытания роликов с облицовками из полиарилата проводят следукицим образом. На машине ZD- выпрессовыва- ют металлический ролик (с пористой матрицей) из облицовки полиарилата. По удельному усилию выпрессовки судят об адгезионной прочности соединения облицовки с пористой металлической матрицей. Вторую часть роликов с облицовками испытывают на машинах трения СМЦ-2 в режиме трения качения в паре с роликами из стали 40х такого же типоразмера. Скорость вращения роликов составляет 400 об/мин. Наг- рузку на ролики повышают ступенчато на 10 кН/м через каждый час работы. О прочности соединения облицовки с пористой металлической матрицей судят по величине разрушающей контактной нагрузки.
Результаты испытаний приведены в
,табл.2.
Таблица2
Продолжение табл. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения облицовки на металлических изделиях | 1983 |
|
SU1264992A1 |
| Способ получения покрытия на металле | 1975 |
|
SU588693A1 |
| Способ получения полиуретановой облицовки на металлических изделиях | 1984 |
|
SU1265209A1 |
| Способ изготовления армированных металлом изделий из полиамидов | 1978 |
|
SU882757A1 |
| Способ получения металлополимерных изделий | 1988 |
|
SU1597277A1 |
| Способ получения металлополимерного антифрикционного покрытия | 1990 |
|
SU1763046A1 |
| Способ получения покрытий на металлических деталях | 1980 |
|
SU978945A1 |
| Способ получения слоистых изделий | 1986 |
|
SU1479475A1 |
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2006 |
|
RU2332524C1 |
Изобретение относится к технологии формования металлополимерных изделий, в которых полимер используется в виде покрытий или облицовок, адгезионно соединенных с пористыми металлическими армирующими элементами. Изобретение позволяет повысить адгезионную прочность соединения полиарилата с металлом (удельное усилие выпрессовки облицовок составляет 5,6- 11,6 МПа; разрушающая контактная нагрузка для облицовок составляет 20- 40 кН/м) и снизить энергоемкость процесса. Этот результат достигается способом получения металлополимерных материалов, включающим нанесение на пористую поверхность металла адгезионного слоя, содержащего 5-15% поликарбоната, 0,025-0,45% полиэфиримида и растворитель (остальное количество до 100%), термообработку при 260- 280 С, охлаждение поверхности до 50- 250 с и нанесение на нее расплава по- лиарилата. Способ предусматривает дополнительное нанесение на охлажденную до 50-80 С поверхность 20-80 г/м адгезионного состава, включающего 3-10% поликарбоната, 0,3-1,0% полиарилата и растворитель (остальное количество до 100%). 1 з.п. ф-лы, 2 табл. S (Л
Железо
Железо + свинец
Железо
9 Железо + + свинец 10 Железо
Формула изобретения
Поликарбонат 5-15 Полиэфиримид 0,025-0,45 Растворитель Остальное проводят термообработку при 260-280 С с последующим охлаждением поверхности до 50-250 С и нанесением на нее расплава полиарилата.
Поликарбонат 3-10 Полиарцпат 0,3-1,0 Растворитель Остальное
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU294750A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МЕТАЛЛОМ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 0 |
|
SU260151A1 |
| Солесос | 1922 |
|
SU29A1 |
