Изобретение относится к технологий изготовления металлополимерных изделий и может быть применено на предприятиях по переработке пластмасс. В большинстве случаев основным критерием работоспособности металлополимерных изделий является прочност закрепления полиме эной облицовки на металле. Закрепление может быть меха ническим, например, за счет действия усадочных напряжений в полимере или заклинивания его в специальных пазах, выточках tn, и т.д. в арматуре и адгезионным в результате создания на межфазной границе полимер-метёшл адгезионных связей. Адгезионное закрепление обладает рядом преимущес перед механическим. Оно позволяет по высить точность изделий, устранить ползучесть полимера, защитить металл от коррозии, упростить конструкцию арматуры. Известен способ склеивания лить.евых полиуретанов, с металлами с помощью промежуточного адгезионного слоя 40-60%-ного раствора в органическом растворителе фосфорсодержащей винилэтинилфенольной смолы . Известен также способ изготовления армированных металлом полиамиДОН (при получении полиамидных облицовок , на металле литьем под давлением с предварительным формированием на поверхности наплавочного покрытия из дисперсного полиамида З . Однако эти способы не обеспечивают достаточной прочности изделий. . Наиболее близким по технической сущности и получаемому положительному результату к изобретению является способ изготовления армированных металлом изделий из полиамидов путем нанесения на поверхность предварительно нагретой металлической арматуры промежуточного адгезионного слоя в виде пленки толщиной 0,1-1,5 мкм из 0,5-2,0%-ного раствора полиамида, содержащего 30-100% метиленово-амидных групп с последующим нанесением расплава полиамида 4 Пользуясь данным способом, удается формировать адгезионные соединения полиамид-металл с предельно достижимой для них прочностью (при испытании соединений методом нормального отрыва .. Однако способ имеет недостаточную устойчивость соединений к действию воды (при обработке в кипящей воде происходит полное разрушение адгезионных связей промежуточный СЛОЙУметалл); рравнительно невысокую про ность соединений (особенно с цветны ми, металлами) при их испытании мето дом отслаивания металлической подложки от полимерной облицовки. Цель изобретения - повышение про ности и влагоустойчивости изделий. Поставленная цель достигается там, что согласно способу изготовле ния армированных металлом изделий из полиамидов путем последовательно го нанесения на поверхность металли ческой арматуры промежуточного адгезионного слоя и расплава полиамида, -промежуточный адгезионный слой выполняют в виде пленки из композиции, включающей, вес.%: Пбливиниловый спирт или поливинилбутираль69-94,6 Резольную фенолформальдегид ную смолу5-30 Гексаметилентетрамин0,05-5 Хромат цинка 0,05-0,5 и выдерживают изделие при 240-360с в течение 1-60 мин. При нагреве в контакте с металлом в промежуточном слое,сформированном предлагаемым образом, происходит комплекс .процессов, обусловле ных термоокислительной деструкцией. В принципе, возможно разложение макромолекул на низкомолекулярные фрагменты и рекомбинации образовавшихся радикалов, окисление углеродного скелета и боковых групп, сшивка ПВС или полиацетали ФФС, либо их сшивка за счет собственных, функциональных групп, сшивка молекул ФФС между собой. В тонкой пленке, нанесенной на металлическую подложку, в отличие от массивных покрытий, преимуществе но протекают процессы сшивания макромолекул. Такие промежуточные слои способны выдерживать нагрев при тем пературе до 340-360°С без с,уществен ного снижения их когезионной прочно ти (как следует из табл.2, разрушение происходит по ПС). Пример. Литьем под давлением сформированы адгезионные соеди нения полиамида 6 (ОСТ-6-06 09-76, марка ПА6-110) с алюминиевой (ГОСТ 616-73, марка А 99, толщина 200 мкм и стальной (сталь Ст.З ГОСТ-380-71, толщина 100 мкм)фольгой.Соединения в конечном виде представляли собой облицовку (пластину) из ПА6 размером 120x12x2 мм, отлитую в контакте с фольгой. Отливку производят на термопластавтомате ДБ 3328 в специальной литьевой форме. При изготовлении соепинений принята следующая последовательность операций. Фольfy зачищают наждачной шкуркой СГОСТ .6456-75, зернистость 1000х50П7 , затем приклеивают тыльной стороной консистентной смазкой Литол к поверхности .стекла, укладывают стекло на горизонтальную поверхность и наносят промежуточный слой (ПС) в виде 1%-ного раствора. В качестве растворителей используют этанол (для ПВБ, ФФС и уротропина) и дистиллированную воду (для ПВС и ZnCrO.). Растворитель должен быть химически инертным по отношению к металлу, легко испаряться при высушивании и обеспечивать хорошую растекаемость раствора. С целью получения сравнительных данных серия образцов сформирована по известной технологии. В качестве материала для ПС при этом используют полиамид П-548 (ТУ 6-05- 1032-73} . Растворителем для него служит этиловый спирт. Плотность полимера считают равной плотности водного раствора, в котором пленка, изготовленная методом полива из раствора ФФС и ПВВ, принимает положение безразличного равновесия. Растворитель из ПС удаляют при комнатной температуре. Термообработку ПС производят, установив фольгу между обогреваемыми плитами лабораторного пресса; зазор между .плитами 5 мм. Точность контроля температуры +3С. После термообработки ПС, нагретый до температуры термообработки теплоноситель с уложенной на него фольгой, устанавливают в форму и 31аливают расплавом ПА6. Скорость охлаждения теплоносителя в сомкнутой форме 4 град/с. Адгезионнуюпрочность изделий определяют методом отслаивания фольги от полимера под углом 180 . Для этого используют машину ZP-40, скорость перемещения нижнего зажима составляет 50 мм/мин. Характер разрушения определяют визуально. При формировании ПС используют поливиниловый спирт (ГОСТ 10778-69, марка ПВС 5/3} , поливинилбутираль (гост 9439-73, марка НК) , резольную фенолоформальдегидную смолу (бакелитовый лак СБС-11, ТУ 6-06-1419, 71) , уротропин и хромат цинка (ингибиторы коррозии). При обработке адгезионных соединений в кипящей воде боковые и торцовые поверхности образцов ничем не защищают, т.е. вода имеет возможность проникать к подложке как через облицовку, так и по границе раздела с металлом. Сравнительные данные испытаний представлены в табл.1-3. Температура Пр термообработки, в Сн 240 260 280 300 320 340 360 - - - .-- -.- .«« Способ формования соединений и их характеристикаИзвестный ПС из П548 термообработка ПС при 280°С в течение 20 мин Предлагемый ПС из, вес.% ПВБ, 89,8; ФФС 10, уротропин 0,11 Z п О г 0 0,1 термообработка ПС при 2800с в течение 20 мин Состав, Материал ПС, металличесвес.% кой подложПоли- Ал10миний Сталь Ст.З чность соединений, кН/м Характер разрушения ависимости от длитель- соединений сти термообработки ПС, 5 20 60 1,1 1,27 4,0 отслаивание полимера от 1,52,54,5Когезионный по ПС 1,74,94,4То же 4,04,94, 4,24,04,4 4,05,03,,04,83, , «..«.«.«....« -«|«B. ««.«...« Зависимость прочности соединений, кН/м от времени обработки их в кипящей воде, ч ,93 3,02 2,71 2,49 1,92 1,50 1,151,00,8 0,75 0,75 0,7 ,9 5,1 4,9 4,7 4,4 3,5 2,7 2,0 1,8 1,7 1,7 1,7 Прочность соединений, кН/м, в.зависимости 0,2 I J ° J ° 1 ° 1 ° J ° 1,0 1,6 2,4 2,9 2,8 2,9 2,9 1,3 6,0 6,0 4,0 2,0 1,1 0,8 Таблица ПС (длительность 5 и20 мин); когезионное разрушение по ПС (длительность 60 мин/ . т а б л и ц а 2 ...l:-:b.J. Таблица 3 от времени термообработки, ПС мин
Продолжение табл 3



| название | год | авторы | номер документа |
|---|---|---|---|
| Адгезионный состав | 1983 |
|
SU1151567A1 |
| Способ получения металлополимерных изделий | 1988 |
|
SU1682363A1 |
| Способ получения облицовки на металлических изделиях | 1983 |
|
SU1264992A1 |
| Способ изготовления армированных деталей на основе алифатических полиамидов | 1985 |
|
SU1294634A1 |
| Способ получения покрытий | 1982 |
|
SU1052277A1 |
| Способ получения полиуретановой облицовки на металлических изделиях | 1984 |
|
SU1265209A1 |
| Способ получения покрытия на металле | 1975 |
|
SU588693A1 |
| Состав для обработки изделий на основе алифатических полиамидов | 1981 |
|
SU1024494A1 |
| Способ изготовления слоистых металлополимерных материалов | 1979 |
|
SU870192A1 |
| Способ крепления полиамида к металлу | 1983 |
|
SU1147598A1 |
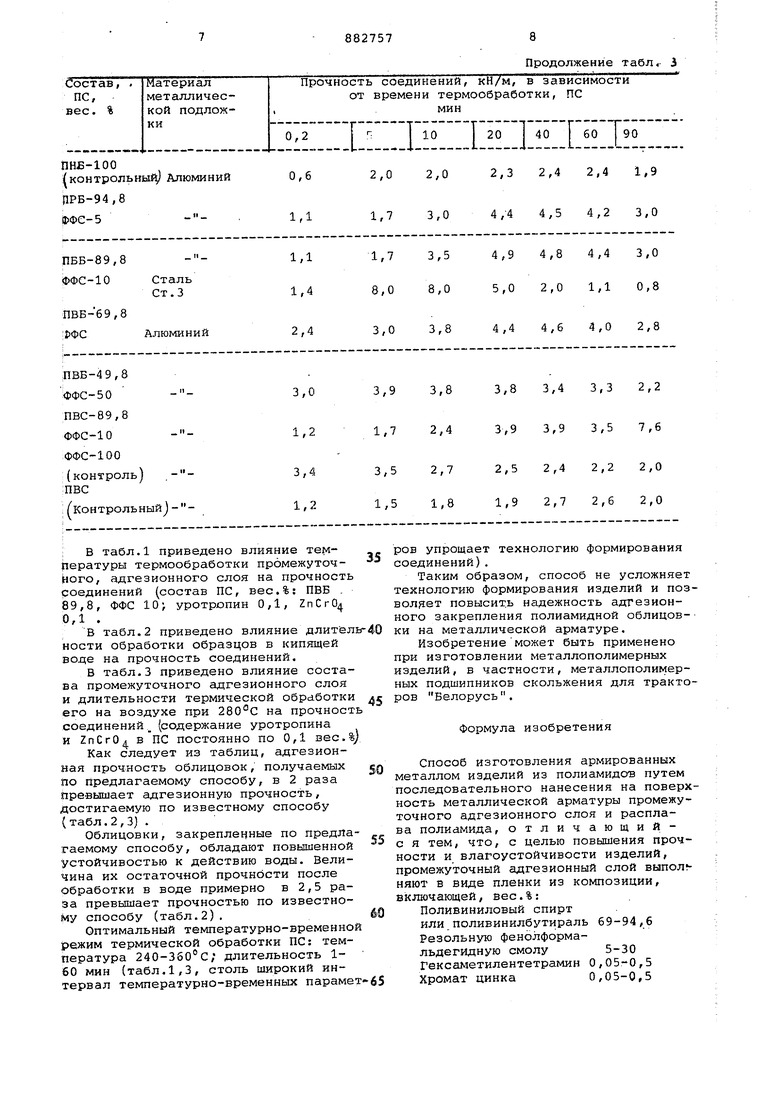
ПРБ-94,8 в табл.1 приведено влияние температуры термообработки промежуточного, адгезионного слоя на прочность соединений (состав ПС, вес.%: ПВБ . 89,8, ФФС 10 уротропин 0,1, ZnCr04 0,1 . В табл.2,приведено влияние длитёл ности обработки образцов в кипящей воде на прочность соединений. ,В табл.3 приведено влияние состава промежуточного адгезионного слоя и длительности термической обработки его на воздухе при 280°С на прочност соединений, (содержание уротропина и ZnCrO в ПС постояннопо 0,1 вес.% Как следует из таблиц, адгезионная прочность облицовок, получаемых по Предлагаемому способу, в 2 раза превышает адгезионную прочность, достигаемую по известному способу (табл. 2,3) . Облицовки, закрепленные по предла гаемому способу, обладают повышенной устойчивостью к действию воды. Величина их остаточной прочности после обработки в воде примерно в 2,5 раза превышает прочностью по известному способу (табл.2). Оптимальный температурно-временно режим термической обработки ПС: температура 240-360°с; длительность 160 мин (табл.1,3, столь широкий интервал температурно-временных параме ров упрощает технологию формирования соединений). Таким образом, способ не усложняет технологию формирования изделий и позволзет повысить надежность адгезионного закрепления полиамидной облицовки на металлической арматуре. Изобретение может быть применено при изготовлении металлополимерных изделий, в частности, металлополимерных подшипников скольжения для тракторов Велорусь. Формула изобретения Способ изготовления армированных металлом изделий из полиамидов путем последовательного нанесения на поверхность металлической арматуры промежуточного адгезионного слоя и расплава полиамида, отличающийс я тем, что, с целью повышения прочности и влагоустойчивости изделий, промежуточный адгезионный слой выпол няют в виде пленки из композиции, включающей, вес.%: Поливиниловый спирт или поливинилбутираль 69-94,6 Резольную фенолформальдегидную смолу 5-30 Гексаметилентетрамин 0,05-0,5 Хромат цинка 0,05-0,5
9 882757Ю
вьщерживгдат Л1эделия при 240-36000 2. Авторское свидетельство СССР
в течение 1-60 мин. 539934, кл. С Q9J 5/00, 1975,
Источники информации,3. Авторское свидетельство СССР
принятые во внимание при экспертизе 260151, кл. В 29 С 5/00, 1969.
апубликЛ963.№ 526526, кл. В 32 В 7/02, 1974.
