Изобретение относится к произ- нодству волокнистых изделий, а именно к форм1грованию ковра при центробежном способе rtepepa6oTKH термопластичного расплава в волокно.
Цель изобретения - повышение точности регулирования качества волокнистого ковра.
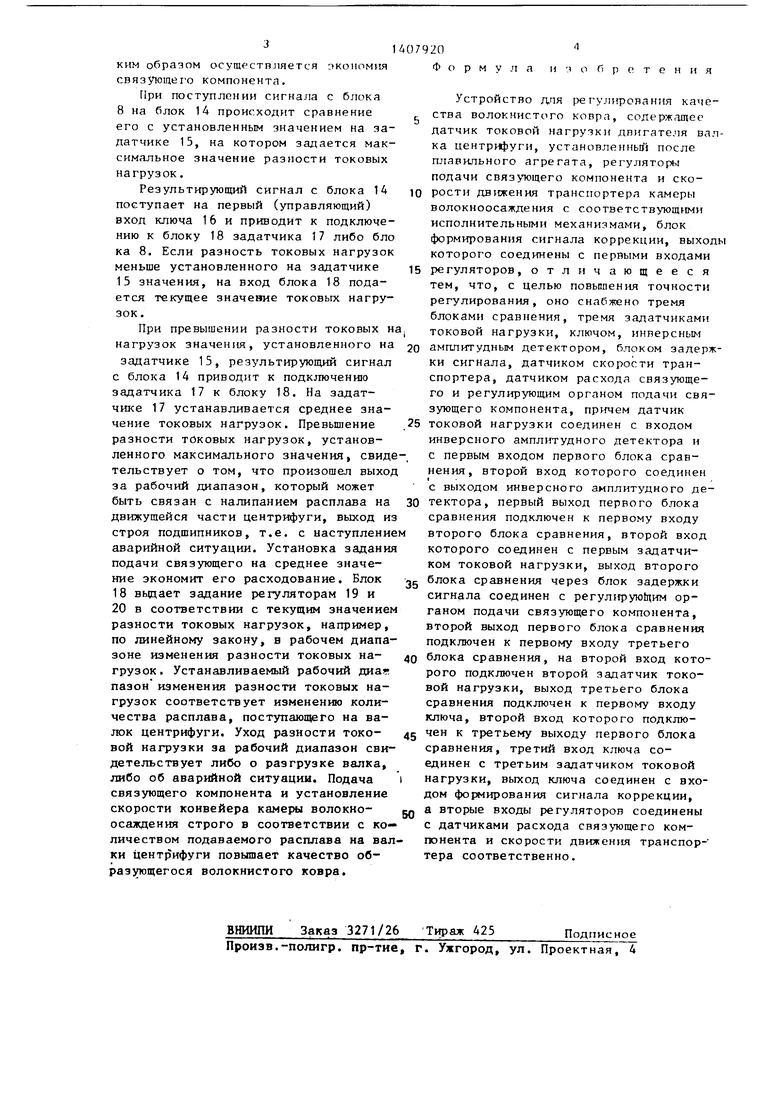
На чертеже представлена схема устройства.
Из плавильного агрегата 1 поступает расплав 2 на лоток 3, направляющий расплав к центрифуге 4 с электродвигателями 5 вращения волокно- образующих дисков. К линии 6 питания электродвигателя наиболее нагруженного валка центрифуги подключен датчик 7 токовой нагрузки, первый выход которого подсоединен на первый вход первого блока 8 сравне- НИН, на второй вход которого подсоединен выход инверсного амплитудного детектора 9, на вход которого подсоединен второй выход датчика 7, первый выход ботока 8 подсоединен на первый вход второго блока 10 сравнения, на второй вход которого посовдинен первый задатчик 11 токовой нагрузки, а выход блока 10 подсоединен последовательно с блоком 12 задержки сигнала и регулирующим органом 13 подачи связующего компонента. Второй выход блока 8 подсоединен на первый вход третьего блока 14 сравнения, на второй вход которого подсоединен второй задатчик 15 токовой нагрузки, а выход блока 14 подсоединен на первый вход ключа 16, на второй вход которого подсоединен третий выход блока 8, а на третий вход ключа 16 подсоединен третий задатчик 17, а выход ключа подсоединен к блоку 18 формирования сигналов коррекции, первый и второй выходы которого подсоединены на первые входы регуляторов . l9 и 20, на вторые входы которых подсоединены датчик 21 райхода связующего и датчик 22 скорости движения транспортера, а выходы регуляторов подсоединены к исполнительньм механизмам 23 и 24 соответственно.
Устройство работает следующим образом.
При работе плавильного агрегата 1 включается центрифуга 4 и уста0
5
0
5
0
5
0
5
0
5
наливается под расплав.С датчика 7 поступает сигнал токовой нагрузки хо- лостог о хода, который подается одновременно на блок 8 и детектор 9. На последнем происходит выделение и запоминание минимального текущего значения токовой нагрузки, т.е. нагрузки холостого хода.
При поступлении расплава 2 на лоток 3 и далее к центрифуге 4 происходит нагрузка электродвигателя, наиболее нагруженного волокнообразующего дис ка центрифуги. На блок 8 сравнения поступают сигналы с датчика 7 и детектора 9. Поскольку сигнал текущей токовой нагрузки при поступлении расплава превышает сигнал холостого хода, изменение сигнала, поступающего с детектора 9, не происходит. В блоке 8 происходит вычитание из сигнала текущей токовой нагрузки сигнала тokoвoй нагрузки холостого хода. В результате на выходе блока 8 появляется разность токовых нагрузок, зависящая только от количества расплава, поступающего на валок, приво димый злектродвигателем. Сигнал с ,, блока 8 поступает одновременно к блокам .10 и 14 и ключу 16. На блоке 10 сигнал разности токовой нагрузки сравнивается с минимальным значени- ем, устанавливаемом на задатчике 11. При снижении разность токовой нагрузки сравнивается с минимальным значением, устанавливаемым на задатчике 11. При снижении разности токовой нагрузки ниже значения, установленного на последнем, на выходе блока К возникает сигнал, который приводит к включению блока 12 задержки сигнала. По истечении установленного на блоке 12 времени происходит срабатывание органа 13 подачи связующего, b процессе работы плавильного агрегата периодически осуществляют сброс настыли, образующейся на лотке 3. При этом настыль уводит за собой расплав и кратковременно (3-10 с) разгружает центрифугу. Время, устанавливаемое на блоке 12, превыпает время, необходимое для сброса настыли, что исключает отсечку подачи связующего во время этой операции. Отключение подачи связующего происходит при кратковременных перерьшах работы центрифуги, исключающих тех, которые связаны со сбросом настыли. ТаКИМ образом осущ( ств.11яется экономия связующег о компонента.
При поступлении сигнала с блока 8 на блок 14 происходит сравнение его с установленным значением на за- датчике 15, на котором задается максимальное значение разности токовых нагрузок.
Результирующий сигнал с блока 1А поступает на первый (управляющий) вход ключа 16 и приводит к подключению к блоку 18 задатчика 17 либо бло ка 8. Если разность токовых нагрузок меньше установленного на задатчике 15 значения, на вход блока 18 подается текущее значевие токовых нагрузок .
При превышении разности токовых н нагрузок значения, установленного на задатчике 15, результирующий сигнал с блока 14 приводит к подключению задатчика 17 к блоку 18. На задатчике 17 устанавливается среднее значение токовых нагрузок. Превьшшние разности токовых нагрузок, установленного максимального значения, свиде
тельствует о том, что произошел выход
за рабочий диапазон, который может быть связан с налипанием расплава на движущейся части центрифуги, выход из строя подшипников, т.е. с наступление аварийной ситуации. Установка задания подачи связующего на среднее значение зкономит его расходование. Блок 18 вьщает задание регуляторам 19 и 20 в соответствии с текущим значением разности токовых нагрузок, например, по линейному закону, в рабочем диапазоне изменения разности токовых нагрузок. Устанавливаемый рабочий диа« пазон изменения разности токовых нагрузок соответствует изменению количества расплава, поступающего на валок центрифуги. Уход разности токовой нагрузки за рабочий диапазон свидетельствует либо о разгрузке валка, либо об аварийной ситуации. Подача связующего компонента и установление скорости конвейера камеры волокно- осаждения строго в соответствии с количеством подаваемого расплава на валки центрифуги повышает качество образующегося волокнистого ковра.
Формула и -1 о б р е т е н и я
0
Устройство для f)e гулиронания качества волокнистого копрл, содержащее датчик токовой нагрузки дпигате.чя валка центрифуги, устаноплен {ьп 1 после плавильного агрегата, регуляторы подачи связутощего компонента и скорости движения транспортера камеры волокноосаждения с соответств тощими исполнительными механизмами, блок формирования сигнала коррекции, выходы которого соединены с первыми входами
5 регуляторов, отличающееся тем, что, с целью повышения точности регулирования, оно снабжено тремя блоками сравнения, тремя задатчиками токовой нагрузки, ключом, инверсным
0 амплитудным детектором, блоком задержки сигнала, датчиком скорости транспортера, датчиком расхода связующего и регулирующим органом подачи связующего компонента, причем датчик
5 токовой нагрузки соединен с входом инверсного амплитудного детектора и с первым входом первого блока сравнения, второй вход которого соединен с выходом инверсного амплитудного де0 тектора, первый выход первого блока сравнения подключен к первому входу второго блока сравнения, второй вход которого соединен с первым задатчи- ком токовой нагрузки, выход второго
g блока сравнения через блок задержки сигнала соединен с регул1фую1цим органом подачи связующего компонента, второй выход первого блока сравнения подключен к первому входу третьего
0 блока сравнения, на второй вход которого подключен второй задатчик токовой нагрузки, выход третьего блока сравнения подключен к первому входу
ключа, второй вход которого подклю- чен к третьему выходу первого блока сравнения, третий вход ключа соединен с третьим задатчиком токовой нагрузки, выход ключа соединен с входом формирования сигнала коррекции, а вторые входы регуляторов соединены с датчиками расхода связующего компонента и скорости движения транспор- тера соответственно.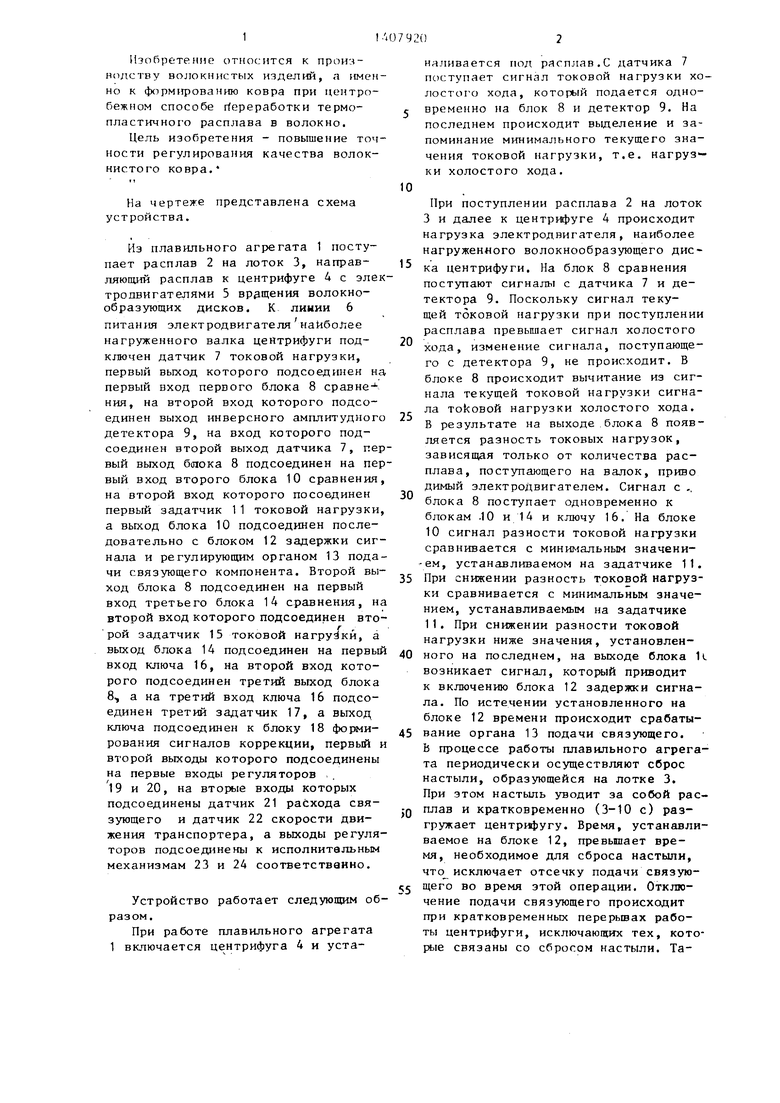
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования одностадийным циклом мокрого измельчения | 1982 |
|
SU1255208A1 |
| Устройство для управления режимом работы печи-миксера установки непрерывного литья металлов | 1985 |
|
SU1320633A1 |
| Устройство для пневматического дозирования расплава | 1986 |
|
SU1388192A1 |
| Система автоматического управления процессом измельчения в шаровой барабанной вентилируемой мельнице | 1983 |
|
SU1105227A1 |
| Система автоматического регулирования загрузки мельницы | 1982 |
|
SU1255207A1 |
| Способ управления горной машиной | 1990 |
|
SU1781426A1 |
| Устройство для автоматического управления фильтрующей центрифугой | 1989 |
|
SU1720727A1 |
| Устройство для регулирования качества волокнистого ковра | 1976 |
|
SU555060A1 |
| Система автоматического управления циклом измельчения | 1983 |
|
SU1357072A1 |
| Устройство для ограничения динамических нагрузок копающих механизмов экскаватора | 1990 |
|
SU1740571A1 |
Изобретение относится к производству волокнистых изделий, конкретно к формированию ковра при центробежном способе переработки термопластичного расплава в волокно и позволяет повысить точность регулирования качества волокнистого ковра. Устройство содержит агрегат 1 с расплавом 2 и лотком 3, центрифугу 4 с электродвигателем 5 вращения волок- нообразующего диска, линию 6 питания электродвигателя, датчик 7 токовой нагрузки, блок 8 сравнения, амплитудный детектор 9, блок 10 сравнения, задатчик 11 токовой нагрузки, блок 12 задержки, регулирующий орган 13, блок 14 сравнения, задатчик 15 токовой нагрузки, ключ 16, задатчик 17, блок 18 формирования сигналов коррекции, регуляторы 19 и 20, датчик 21 расхода связующего, датчик 22 скорости движения транспортера, исполнительньк механизмы 23 и 24. 1 кп. (Л С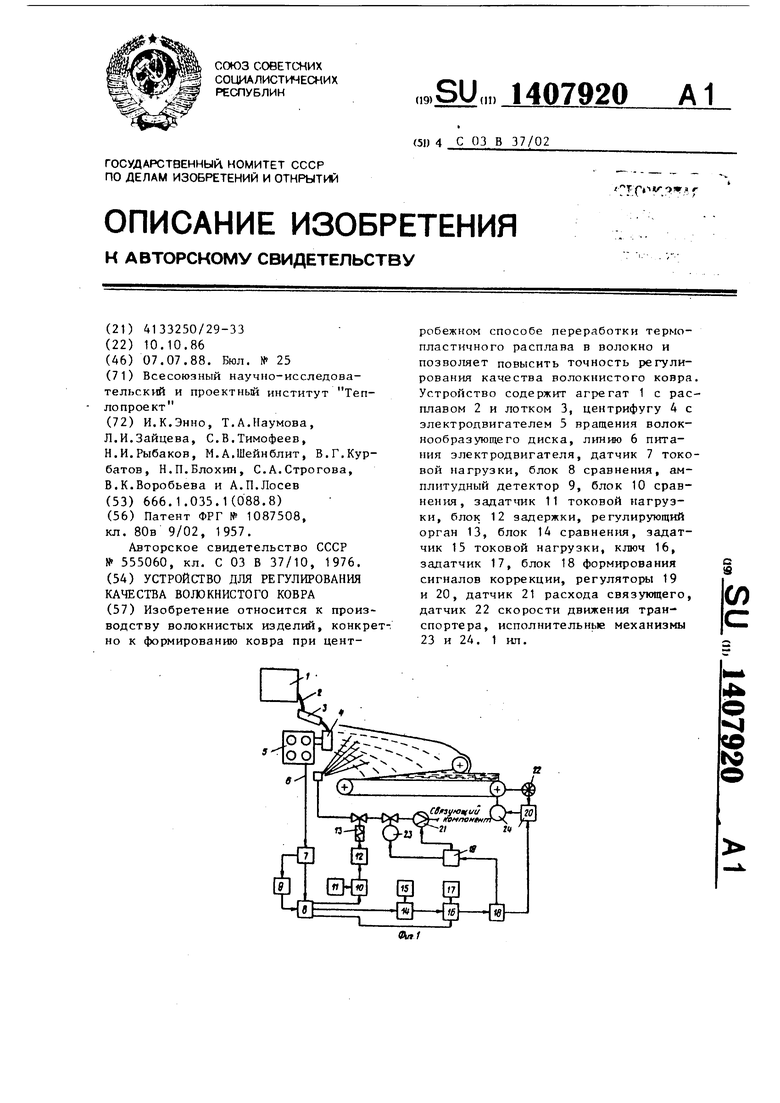
| Патент ФРГ № 1087508, кл | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Устройство для регулирования качества волокнистого ковра | 1976 |
|
SU555060A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
