1
,-25
Изобретение относится к контролю характеристик металла, преимутцест- венно на электростанциях, в частности к способам эксплуатационного конт- , роля нepaзpyшaющи ш методами сварных швов паропроводов энергоустановок.
Цель изобретения - повьшение производительности при контроле сварных швов трубопроводов.
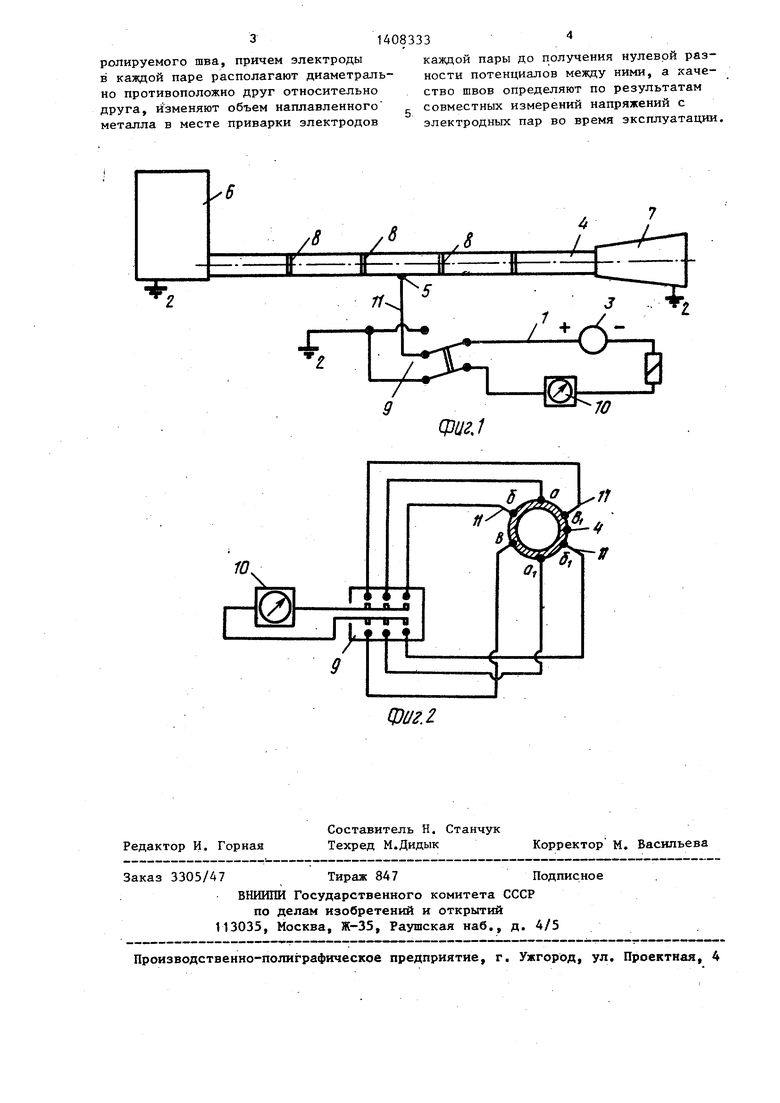
На фиг. 1 изображена схема подсоединения измерительных электродов} на фиг. 2 - схема установки, реализующей предлагаемый способ.
Способ осуществляют следующим об- разом.,
Перед эксплуатацией за каждым сварным швом по направлению от подключаемого генератора тока по сечению трубопровода приваривают не менее двух 20 пар (обычно Af-S пар) измерительных электродов, располагая их равномерно по окружности по одну сторону от контролируемого шва. Электроды в каждой паре располагают диаметрально противо положно. Пропускают по исследуемому трубопроводу электрический ток и измеряют напряжение на электродных парах, соответствующее бездефектному случаю контроля.
При этом, изменяя объем наплавленного металла в месте приварки электродов, до биваются нулевого значения разности потенциалов между электродами каждой пары.35
При эксплуатации трубопровода измеряют напряжение на измерительных электродах каждой пары (т.е., измеряют напряжения как на бездефектном, так и на дефектном участках), и по 40 результатам сравнения и совместных измерений- напряжений определяют качество швов.
Установка, реализующая предлагаемый способ, содержит измерительную 45 схему 1, заземленные концевые объекты 2 и источник 3 тока, контролируемый трубопровод 4 с точкой 5 подключения источника тока, выбираемой между конусными объектами - парогене- Q ратором 6 и турбиной 7, швы 8 контролируемого трубопроводар переключатель 9 и регистратор 10,
Электроды 11 устанавливаются в парах равномерно по сечению трубопро- вода 4 (фиг. 2) и подсоединяются через переключатель 9 к регистратору 10.
Установка работает следующим образом.
25
,
Q
,
20
35
40
45 Q
Во время капитального ремонта снимают теплоизоляцию с трубопроводов, производят контроль сварных швов неразрушаюЕЦИми методами контроля.Убедившись в хорошем состоянии сварных швов, приваривают к трубопроводу 4 электроды 11 в контрольных точках я-с,сУ- «УиВ-Ь, расположенных с одной стороны от сварных швов 8, и в точке 5 подвода электрического тока от плюса источника 3 постоянного электрического тока через переключатель 9 полюсов. Электроды 11, уста- йовленные в контрольных точках а- а , -5 и Б- & , с одной стороны каждого сварного шва попарно соединяют с регистратором 10 или сигнализирующей аппаратурой через переключатель 9, подают .в точку 5, расположенную примерно в середине трубопровода 4, ток 100-300 А, что необходимо для контроля всех сварных швов 8 трубопровода 4 на участках точка 5 - парогенератор 6 и точка 5 - турбина 7. Делают контрольные замеры разности потенциалов в каждой паре контрольных точек, добиваясь нулевой разности потенциалов между парами путем изменения объема наплавленного металла у основания электродов.
Производят теплоизоляцию трубопроводов 4. После пуска энергоблока во время эксплуатации периодически повторяют замеры относительной разности потенциалов, по изменению которых судят о появлении трещины на каком- либо участке одного из сварных швов ее параметрах и скорости развития, при достижении предельных значений которых вьюодят энергоблок в ремонт.
Формула изобретения
Способ эксплуатационного контроля сварных швов трубопроводов, заключающийся в том, что по исследуемому трубопроводу пропускают электрический ток, измеряют напряженке на дефектном и на бездефектном участках с помощью измерите1; ьных электродов и по результатам сравнения и измерений определяют качество швов, о т л и - чающийся тем, что, с целью повьш1ения производительности контроля, по крайней мере две пары измерительных электродов приваривают равномерно по окружности по одну сторону от конт314083334
ролируемого шва, причем электроды каждой пары до получения нулевой раз- в каждой паре располагают диаметрапь- ности потенциалов между ними, а каче- но противоположно друг относительно ство швов определяют по результатам друга, изменяют объем наплавленного совместных измерений напряжений с металла в месте приварки электродов электродных пар во время эксплуатации,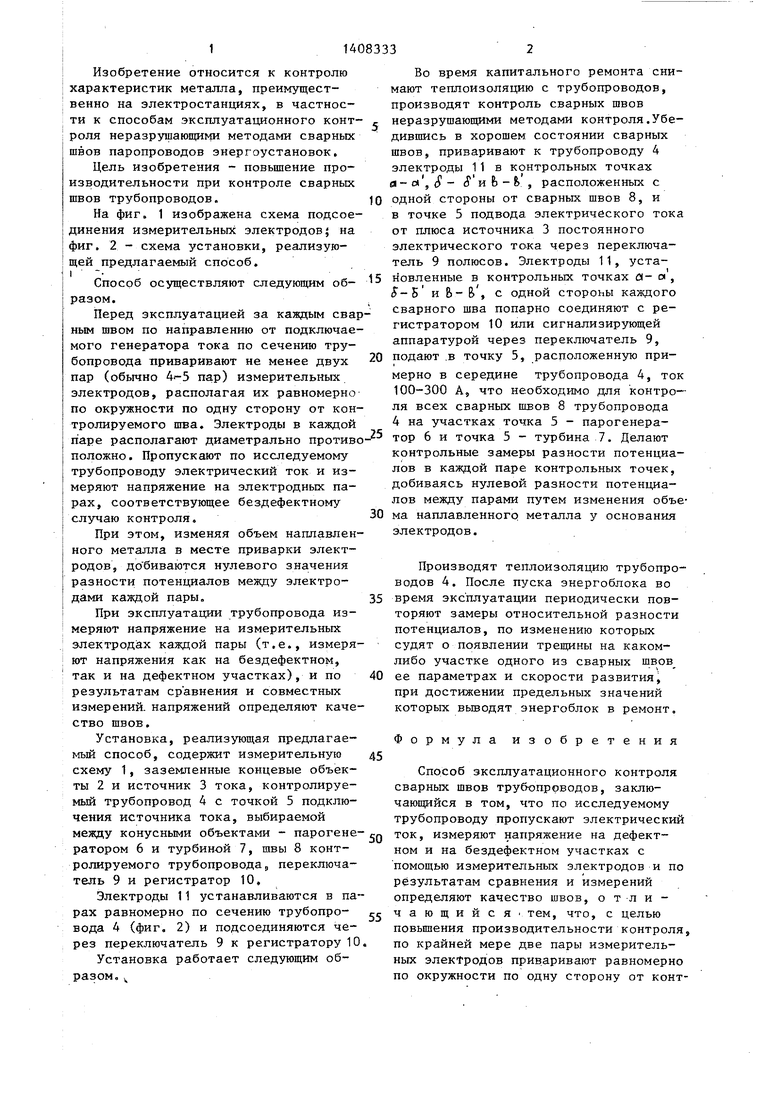
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Состав электродного покрытия | 1980 |
|
SU925601A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2648597C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ автоматического регулирования уровня сварочной ванны | 1988 |
|
SU1523286A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЭЛЕКТРОКОЖНОГО СОПРОТИВЛЕНИЯ ТОЧЕК АКУПУНКТУРЫ, ЕГО ВАРИАНТЫ И ВАРИАНТЫ УСТРОЙСТВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2003 |
|
RU2277851C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Состав электродного покрытия | 1989 |
|
SU1722755A1 |
Изобретение относится к,способам неразрушающего электрического контроля металла и может быть использовано в энергетике при контроле сварных швов трубопроводов. Целью изобретения является повьшение производительности при контроле сварных швов,трубопроводов при эксплуатации. Для этого используется четырехэлектродная схема с токовыми подключениями в центре паропровода и у концевых объектов, причем измерительные электроды устанавливают в плоскости за контролируемым швом по направлению от подключенного генератора тока. В каждом сечении .устанавливают несколько пар электродов при их, равномерном распределении по окружности. При бездефектном шве, варьируя объем наплавленного у основания металла, добиваются нулевой разности потенциалов у каждой электродной пары. При эксплуатации измеряют величину напряжения между отдельными парами электродов и по результатам совместных измерений определяют качество шва без нарушения теплоизоляции. 2 ил. с 4i С О о о &
W
W
фцг.1
фиг. г
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Essais et cantroles non distructits dans les domaines de la metallurgie et de la technologie nucleates, Suclay 1968, Gif-Uov-Yvette-Paris, 1969; p, 189-197 | |||
| Механика твердого тела | |||
| - Рефе- ративньш журнал | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
