Известны полуавтоматические станки для продороживаиия коллекторов электрических гугашин, снабженные механизмами деления и устройством для коррекции угла ловорота. Устройство вносит Поправки в шаг деления и работает от щупа.
Предлагаемый станок позволяет более успешно осуществить продороживаиие коллекторов электрических машин с большими инерционными массами, особенно лри их ремонте, за счет использования фрезы - щупа, вводяHiero поправку на ошибку шага между ламелями в механизм деления. Для . повышения точности поворота при обработке коллекторов фрезерный щпиндель станка выполнен плаБающим в осевом направлении и связан через рычаг с контактными устройствами, управляющими механизмом коррекции в зависимости от лоложения фрезы, являющейся одновременно щупом.
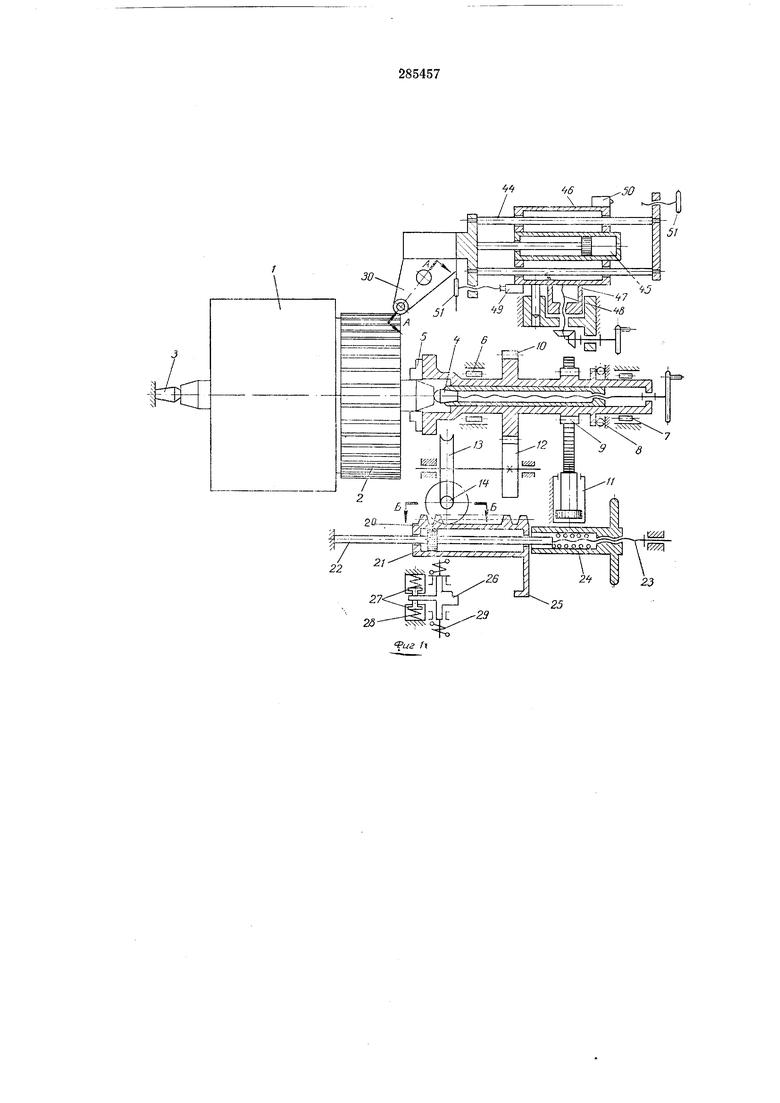
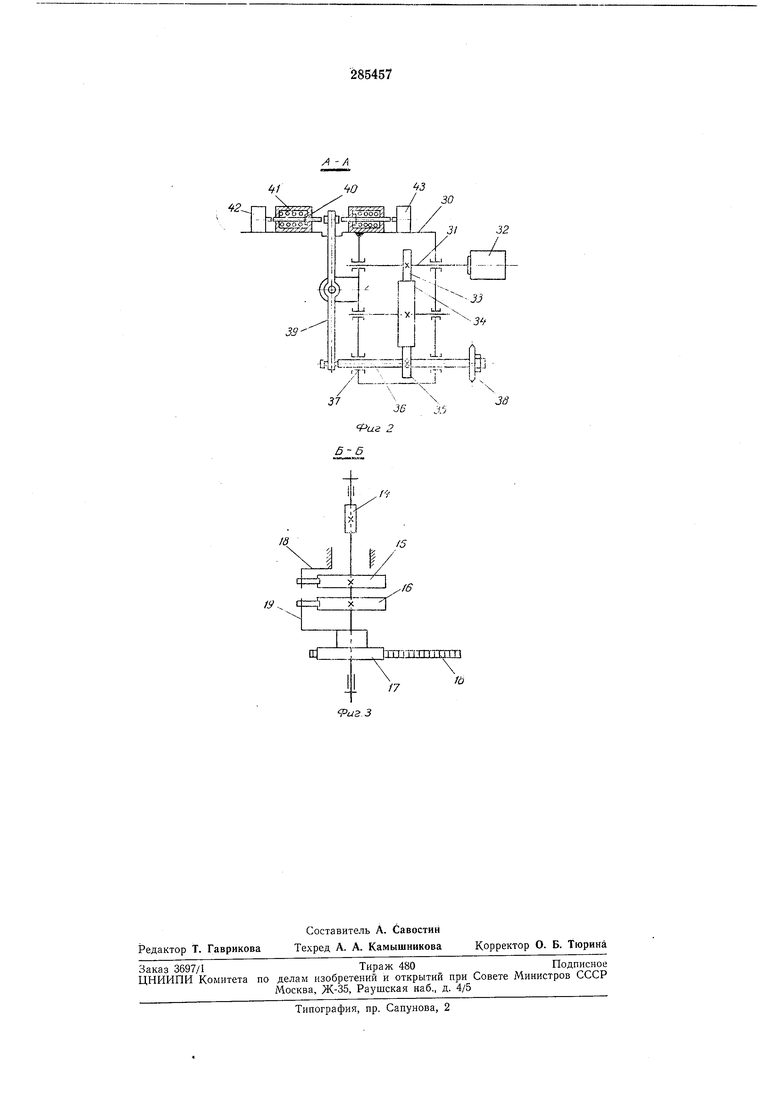
На фиг. 1 схематически изображен предлагаемый станок; на фиг. 2-разрез по Л-/1 на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Якорь / с обрабатываемым коллектором 2 устанавливается между задним центром 3 и центром щлинделя 4 и соединяется со шпинделем латроном 5. На шпинделе 4, установленном в подшипниках 6, 7 и 8, закреплены две шестерни 9 и 10. Шестерня 9 сцеплена с рейкой штока гидроцилиндра 11. Шестерня 10
сцеплена с зубчатым колесом 12, сидящим на одном валу с червячным колесо:1; 13, которое находится в зацеплении с червяком 14. На валу лоследиего закреплены два храповых колеса 15 и 16 и свободно сидит шестерня 17. Собачка храпового колеса 15 соединена водилом 18 с конусом механизма, а собачка храпового колеса 16 соединена водилом 19 с шестерней 17, которая связар;а с рейкой 20, закрепленной на корпусе гидроцилиндра 21. Шток 22 гидроцилиидра 21 одним концом жестко ирнсоедине} к корпусу станка, а иа другом конце имеет винт 23, по которому перемещаться гайка 24, ограничиваюпая ход гидроцилиндра 21 вправо. Гидроцилнндр 21 снабжен упором 25, контактирующем при ходе гидроцилиндра влево со ступенчатой штангой 26. Последняя с помощью упоров 27 и пружины 28 устанавливается в среднее положение, а с помощью электромагнитов 29 может перемещаться вдоль своей оси в одно из крайних положений. В корпусе 30 фрезерной головки расиоложен вал 31, приводимый во вращение гидродвигателем 32. Гидроцилиндр 32 закреплен на корпусе 30 и имеет ьиестерню 33, которая через паразитную шестерню 34 сцепляется с щестерней 35, закрепленной на плавающем ииструментальнол шлинделе 36. Шпиндель 36 может перемещаться в опорах 37 вдоль своей оси в ту и другую стороиу. На
одном конце шпинделя 36 закреплена фреза 38, а другой конец контактирует с рычагом 39. Второй конец рычага контактирует также с упорами 40, которые под действием пружин 41 стремятся установить рычаг 39 в среднее положение. При отклонении рычага 39 вправо или влево он через улоры 40 воздействует на конечные микровыключатели 42 или 43. Корпус 30 закреплен на ползуне 44, приводимом в возвратно-поступательное движение гидроцилиндром 45. Для регулировки -положения фрезы по высоте корпус 46 ползуна снабл ен вертикальной налравляющей 47 и винтовой парой 48. Для ограничения хода ползуна 44 при автоматической работе на корпусе 46 установлены конечные выключатели 49 и 50 с регулируемыми упорами 51.
Перед началом обработки с помощью упоров 51 устанавливается величина хода ползуна 44 (влеред и назад) и с ломощью гайки 24 - величина хода гидроцилиндра 21, которая соответствует среднему углу поворота якоря за один цикл лродорожки. Затем рабочая жидкость под давлением лодается в нештоковую полость гидроцилиндра 11, который выбирает зазоры в кинематической цепи до оси червяка 14. Фреза устанавливается против одного из межламельных пазов коллектора, и станок включается в автоматическую работу.
Под действием гидроцилиндра 45 шпиндель с вращающейся фрезой перемеш,ается влево и вправо, производя продорожку паза коллектора. В крайнем правом положении при выходе фрезы из межламельного -паза рабочая кидкость лодается в левую полость гидроцилиндра 21, который, двигаясь влево, рейкой 20 поворачивает шестерню 17, а ее движение храповым колесом 16 передается червяку 14. Последний через червячное колесо 13, шестерню 10 и зубчатое колесо 12 поворачивает якорь
на заданный угол. После окончания поворота гидроцилиндр 21 возвращается в исходное положение, шестерня /7 вместе с водилом 19 поворачивается также в исходное положение, но при этом вращение червяку 14 через храловое колесо 16 не передается.
Если во время захода фрезы в межламельный лаз она вследствие разницы в толщинах ламелей отклонится вместе с ллавающим инструментальным шпинделем 36 в ту или другую сторону, последний через рычаг 39 включит один из выключателей 42 или 43. Выключатели в свою очередь включат один из электромагнитов 29. Ступенчатая штанга 26 сместится вверх или вниз, лри этом при ловороте якоря упор 25 гидроцилиндра 21 при ходе его влево войдет в контакт с выступом или впадиной ступенчатой штанги, и ход гидроцилиндра 21 будет либо больше, либо меньше лервоначального, а следовательно, угол поворота якоря увеличится или уменьшится на определенную величину, что исключит лодрез ламелей лри накоплении погрешностей угла ловорота коллектора за несколько циклов обработки.
Предмет изобретения
Полуавтоматический фрезерный станок для продороживания коллекторов электрических машин, снабженный механизмом деления и устройством для коррекции угла поворота, отличающийся тем, что, с целью ловыщения точности поворота при обработке коллекторов электрических машин с большими инерционными массами, фрезерный шпиндель выполнен плавающим в осевом направлении и связан через рычаг с контактными устройствами, управляющими механизмом коррекции угла поворота в зависимости от лололсения фрезы, являющейся одновременно щулом.
- -А W
т.
33
.
Ozr-376-6
3 / 30
./-. 31
32
-.x.....JrJ
Пл./
v:
:.Ц
3J 3f
3d
иг 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖКИ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2116871C1 |
| Полуавтоматический станок для продороживания коллекторов якорей электрических машин | 1961 |
|
SU140873A1 |
| СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2022 |
|
RU2784038C1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1959 |
|
SU130101A1 |
| Устройство для автоматического поворачивания коллекторов электрических машин номинальными шагами в станке для обработки ламелей | 1973 |
|
SU477494A1 |
| СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1989 |
|
SU1831223A1 |
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
CZZ
ШПТППТШ
1o
