Настоящее изобретение относится к устройствам для высокочастотной контактной сварки оболочек электрических кабелей и отличается применением ферритового кольца, раснолагаемого в зоне сварки между сердечником кабеля и свариваемой оболочкой и кроме того наличием редуцирующего механизма, усгановлеииого после сварочного устройства и обеспечивающего обжатие оболочки.
Наличие ферритового кольца увеличивает скорость сварки путем уменьщения щунтирующих токов в свариваемой оболочке кабеля.
Редуцирующий механизм применен с целью устранения зазора между сердечником и оболочкой кабеля.
Согласно заключению Научно-исследовательского института токов высокой частоты им. проф. В. П. Вологдина, применение предлагаемого устройства позволит увеличить скорость контактной сварки оболочек электрических кабелей при той же токовой нагрузке на контакты.
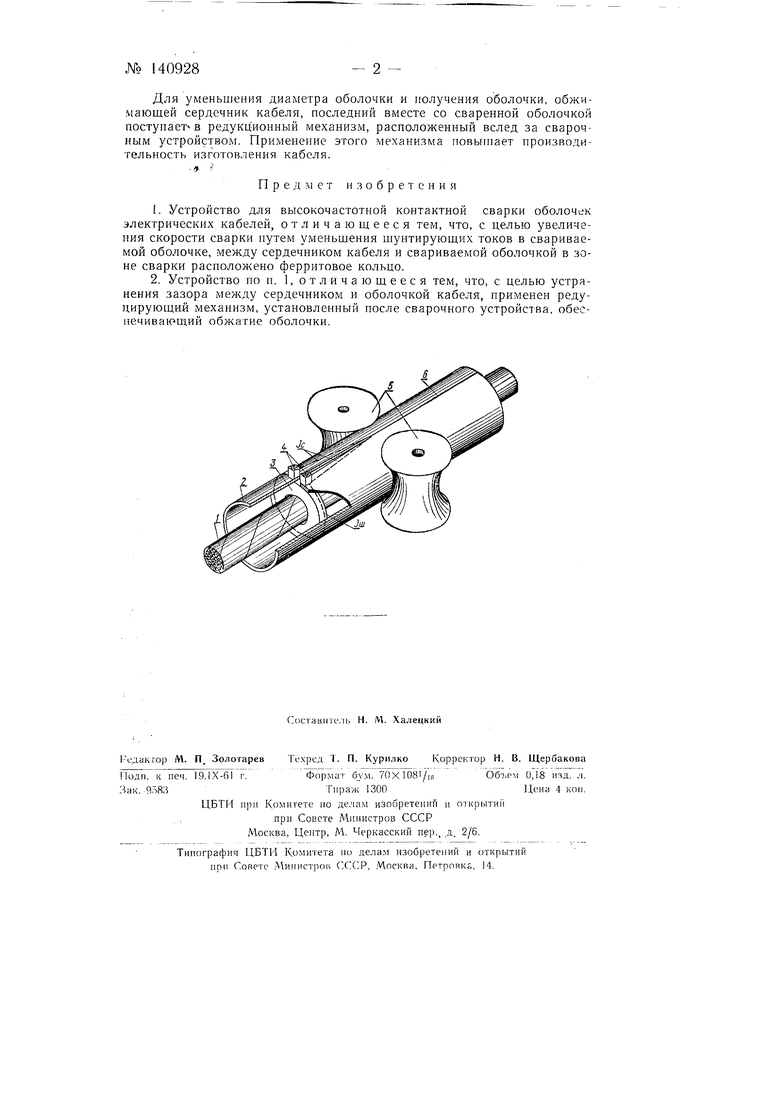
На чертеже изображена схема устройства для контактной сварки. Сердечник / кабеля вводят во внутреннюю полость оболочки 2 так, чтобы между сердечником и оболочкой имелся зазор, в который встазляют ферритовое кольцо 3. Сердечник проходит через отверстие кольца 3.
Снаружи оболочки в плоскости ферритового кольца располагают токоподводящие контакты 4.
Кромки оболочки сжимают роликами 5 и сваривают, образуя прочный шов 6.
Введение ферритового кольца резко увеличивает сопротивление для шунтирующих токов 7, вследствие чего при постоянной мощности генератора увеличивается сварочный ток / а следовательно, и к.п.д. процесса.
Для уменьшения диаметра оболочки и получения оболочки, обжимающей сердечник кабеля, последний вместе со сваренной оболочкой поступает в редукционный механизм, расположенный вслед за сварочным устройством. Применение этого механизма повып1ает производительность изготовления кабеля. - -
Предмет изобретения
1.Устройство для высокочастотной контактной сварки оболочек электрических кабелей, отличающееся тем, что, с целью увеличения скорости сварки путем уменьшения шунтирующих токов в свариваемой оболочке, между сердечником кабеля и свариваемой оболочкой в зоне сварки расположено ферритовое кольцо.
2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что, с целью устранения зазора между сердечником и оболочкой кабеля, применен редуцирующий механизм, установленный после сварочного устройства, обеспечивающий обжатие оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1991 |
|
RU2050607C1 |
| Способ высокочастотной сварки кабельных металлических оболочек с сердечником | 1972 |
|
SU492363A1 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1987 |
|
SU1464771A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1970 |
|
SU335889A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Способ контактной рельефно-роликовой сварки | 1957 |
|
SU117624A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
