со
Р5 ел
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении тройников из трубчатой заготовки гидроштамповкой.
Цель изобретения - повышение качества изделий за счет исключения потери устойчивости материала заготовки.
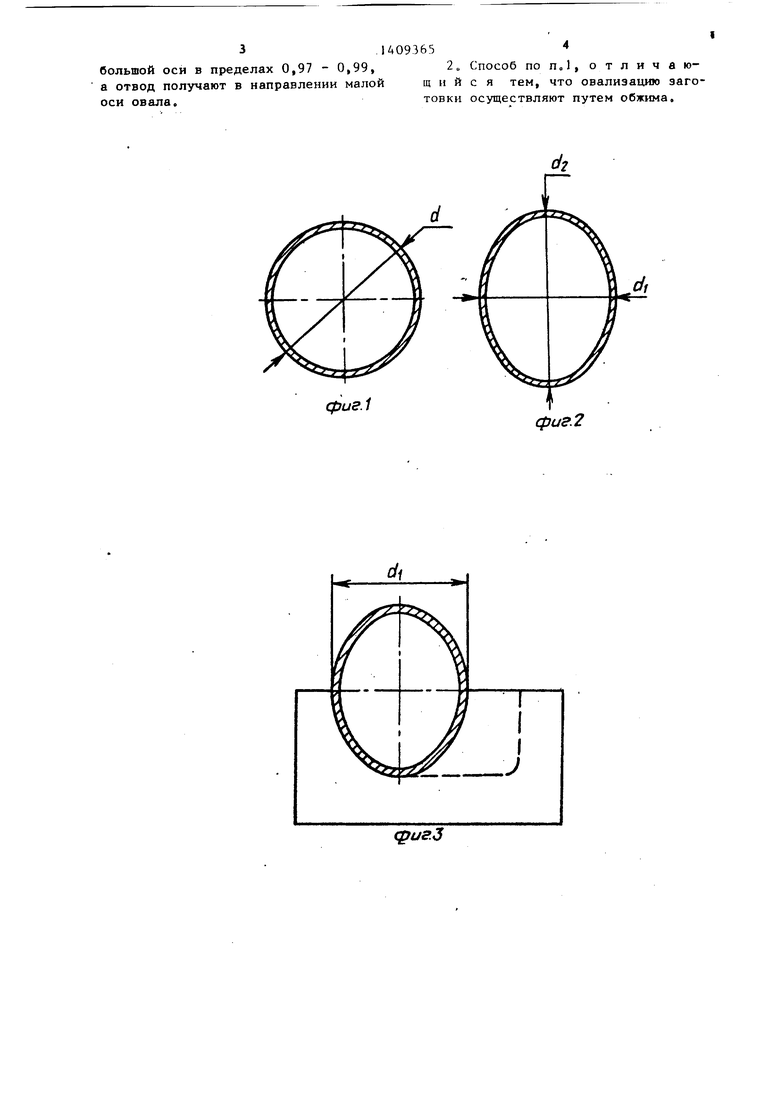
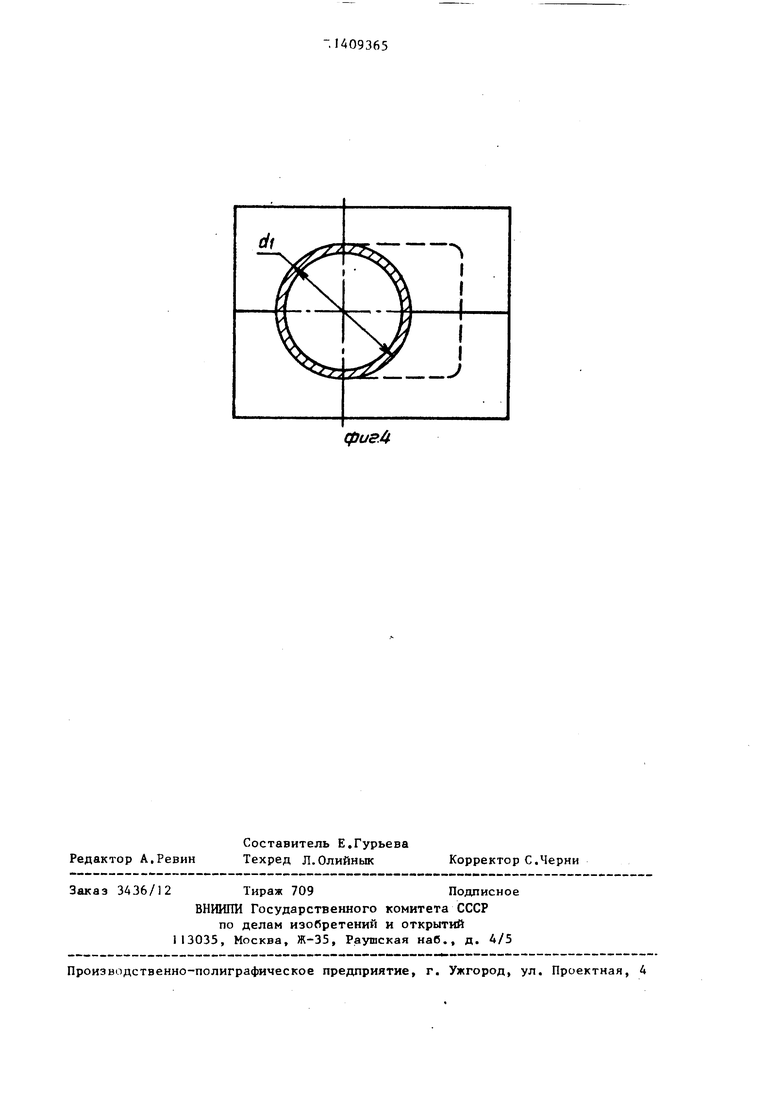
На фиг. I изображена исходная трубчатая заготовка; на фиг. 2 - заготовка после предварительной овали- зации; на фиг. 3 - штамп в открытом состоянии с размещенной в полости ручья матрицы трубчатой заготовкой; на фи. 4 - то же, только штамп в закрытом состоянии.
Способ осуществляют следующим образом .
Трубчатую заготовку диаметром d предварительно деформируют (например обжимают на прессе в плоских бойках) до получения овала с малой осью d, и большой осью d, при этом отношение лежит в пределах ,9 (фиго 1 и фиг о2)р
Далее поверхность обжатой трубчатой заготовки обезжиривают, наносят технологическую смазку и устанавливают в полость полуматрицы, диаметр
которой выполняют равным d (фиг.З), После смыкания полуматриц- заготовка получает предварительный натяг в полости штампа (фиг„4). В стенке трубчатой заготовки создаются сжимающие окружные напряжения. Затем начинают осевую осадку заготовки с одновременной подачей жидкости в полость заготовки При зтом (в первоначальный момент гидроштамповки) герметизация полости заготовки происходит при меньшей осевой осадке. Последнее обеспечивает более интенсивное нарастание внутреннего давления, выход на заданную рабочую величину и исключает вероятность потери устойчивости стенки трубчатой заготовки
И р и м е РО,Гидроштамповку тройника производили из трубчатой заготовки диаметром 56,0 мм с толщиной стенки 2,0 мм и длиной 150 мм из стали.
Для гидроштамловки использовался штамп, состоящий из двух полуматриц с разъемом в полости основной трубы и отвода. Диаметр полости основного
ручья и отвода выполнялся равным 55,4 J 0,1 мм.
Перед гидроштамповкой мерную труб- чатую заготовку деформировали на
прессе в плоских бойках до получения овального профиля следующих размеров: d 55,3tO,l мм и d, 56,710,1 мм при соотношении 0,976. Последующие технологические операции выполняли в таком порядке:
обезжиривали внешнюю поверхность заготовки и покрывали ее , сушили;
размещали заготовку в ручье штампа так, чтобы малая ось овала трубчатой заготовки была перпендикулярна плоскости рааъема полуматриц;
по известной схеме осуществили процесс гидроштамповки заготовки тройника;
у полученной заготовки тройника отрезали данную часть, торцевали, производили осмотр и контроль полу- ченного изделия.
Обжим исходной трубчатой заготовки до придания формы овала определенных размеров создает предварительный .натяг ее на полости ручья матрицы, что снижает опасность образования вмятин и складок, повышает стабиль- нслть результатов гидравлической штамповки и упрощает управление силовыми параметрами процесса. Предлагаемый способ (в отличии от,известных) обеспечивает получение
качественных тройников из полой тонкостенной заготовки с максимально
возможной высотой отвода без дефек- тов стенки изделий с минимальными
трудозатратами
Промьш1ленное освоение способа позволит исключить процент брака по
складкам и вмятинам, увеличить число годных штамповок тройников до 90 95%, т.е. на 15%.
Формула изобретения
1. Способ изготовления тройников путем получения отвода на трубчатой заготовке за счет осевой осадки с од- новременным воздействием внутренне- го гидростатического давления, отличающийся тем, что, с целью повышения качества изделий за счет исключения потери устойчивости материала заготовки, предварительно производят овализацию трубчатой заготовки до получения овала с отношением величины малой оси овала к его
3.1409365
большой оси в пределах 0,97 - 0,99, 2, Способ по п„1, отличаю- а отвод получают в направлении малой щ и и с я тем, что овалиэацию эаго- оси овала.тонки осуществляют путем обжима.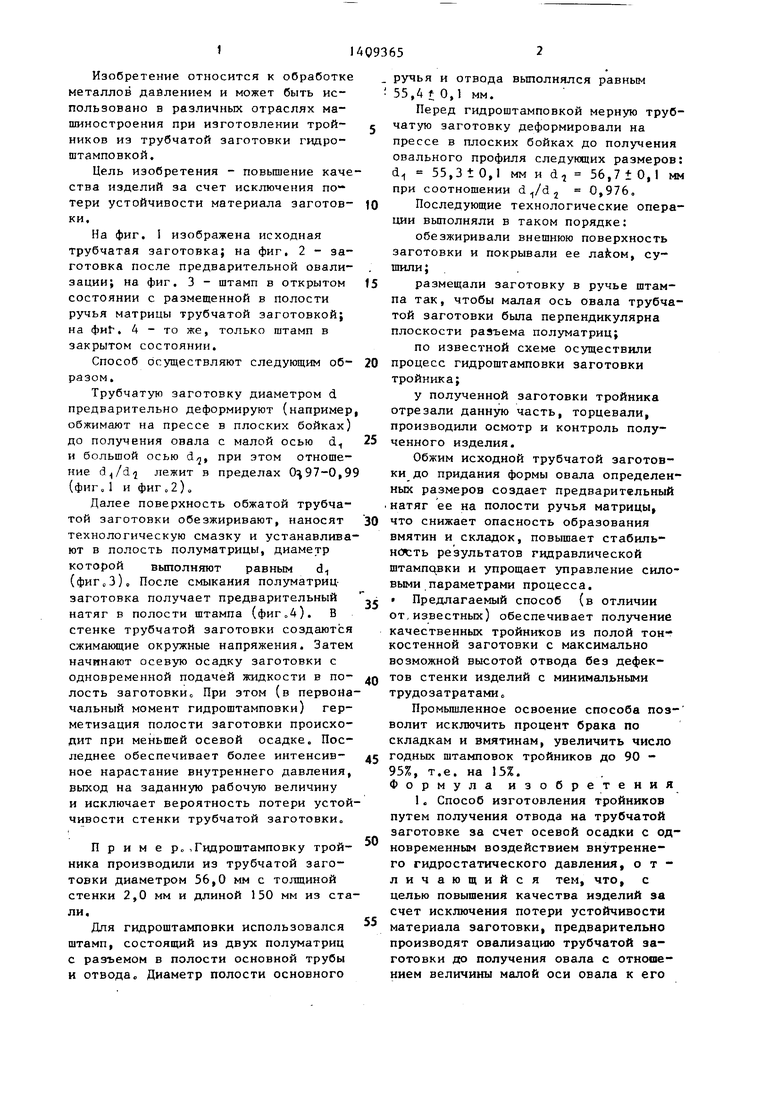
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для гидравлической штамповки | 1986 |
|
SU1391757A1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении тройников из трубчатой заготовки гидроштамповкой. Цель - повьгшсяие качества изделий за счет исключения потери устойчивости материала заготовки. Трубчатую заготовку /ТЗ/ предварительно деформируют до овала путем обжима. Отношение величины малой оси овала к его большой оси находится в пределах 0,97-0,99. ТЗ устанавливают в полость полуматриц. После смыкания полуматриц ТЗ получает предварительный натяг в полости штампа. Получают отвод осевой осадкой при одновременном воздействии гидростатического давления в направ- лении малой оси овала dj. 1 з.п. ф-лы, 4 ил. с se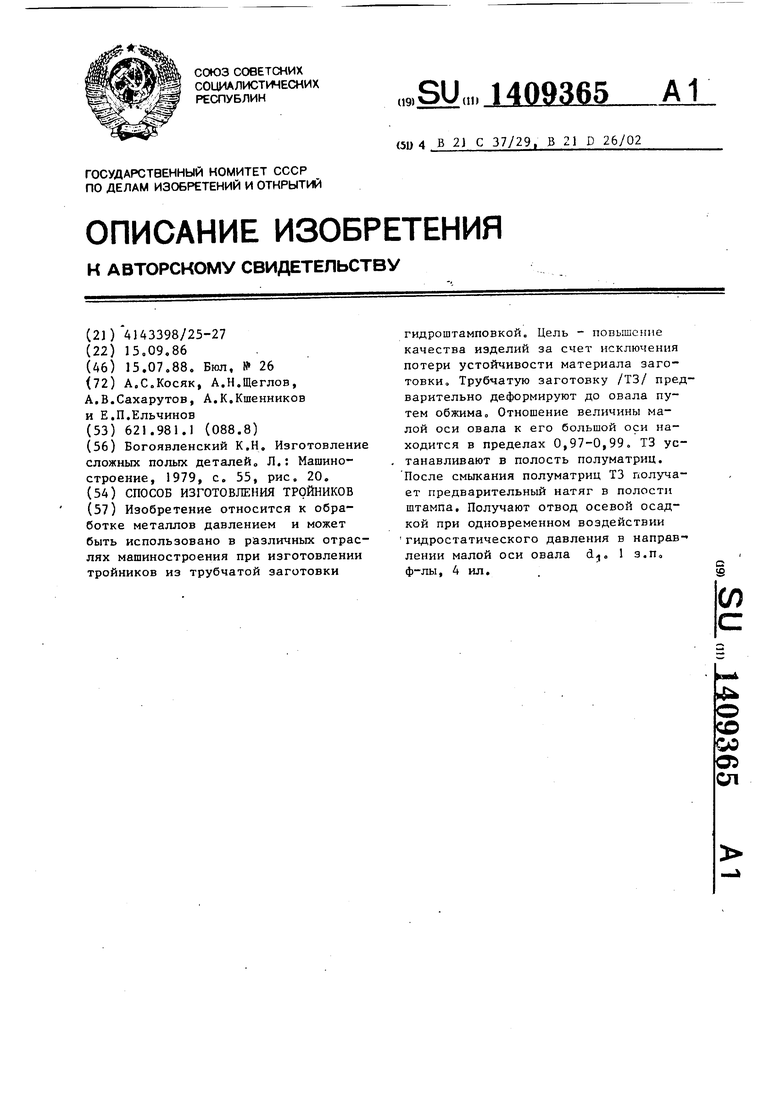
фиг.1
фаг. 2
(pi/г
фигА
| Богоявленский К.Н | |||
| Изготовление сложных полых деталей | |||
| Л.: Машиностроение, 1979, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
