00
;о
сд
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей с отводами.
Цель изобретения - повьппение качества штампуемых деталей путем устранения образования заусенцев на поверхности штампуемых деталей по ли НИИ разъема полуматриц.
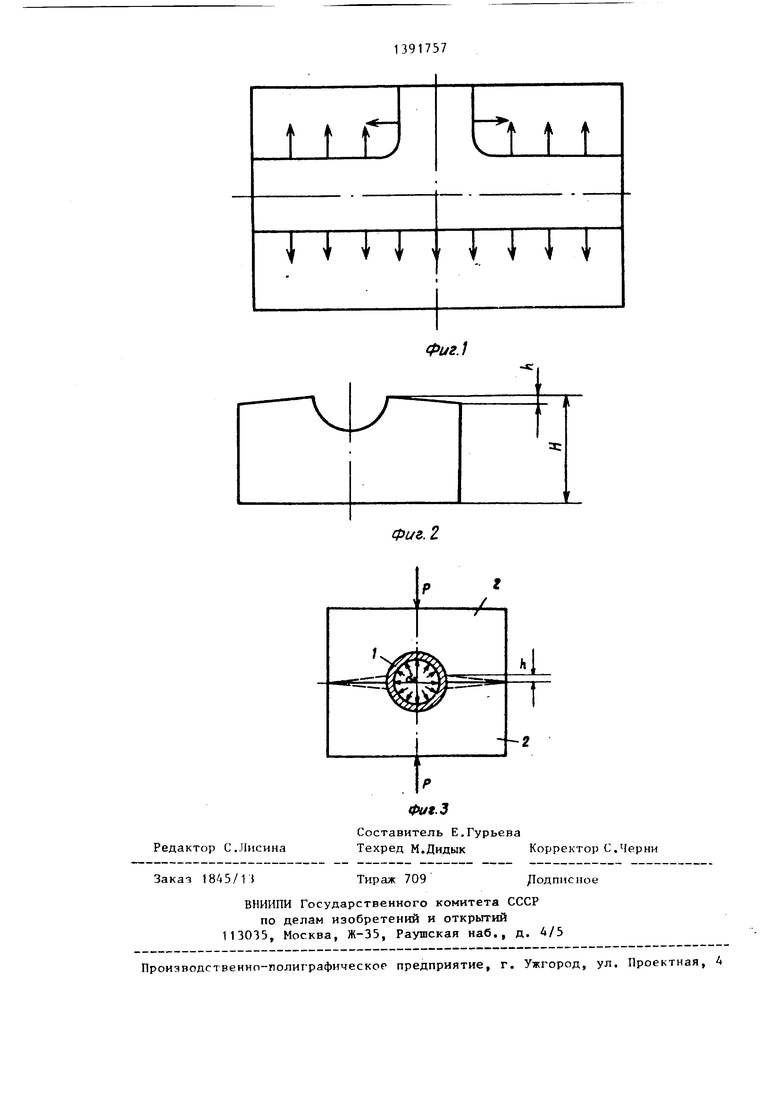
На фиг.1 схематически показана предлагаемая матрица, исходное состояние, общий вид; на фиг. 2 - полуматрица в исходном состоянии, вид сбоку( на фиг.З - матрица в рабочем состоянии, вид сбоку.
Патрица состоит из двух полуматриц, плоскости разъема которых выполнены с уклоном от продольной по- лости к периферии (на фиг.1 показана плоскость разъема одной полуматрицы, стрелками отмечено направление уклона). Отношение высоты уклона h к высоте полуматрицы Н не превьш1ает величины упругой деформа- ufiii &цятет 1члпз матрицы (фиг. 2), т.е
.
Процесс формообразования трубчато заготовки в предлагаемой матрице осу ществляют следующим образом.
Заготовку 1 размещают в полости полуматриц 2, которые замыкают и удеживают в этом состоянии с постоянным усилием Р, создаваемым гидравлическим прессог- (фиг.З). При этом материал полуматриц в зависимости от усилия смыкания неравномерно упруго деформируется от продольной полости матрицы к периферии. В процессе оса ки трубчатой заготовки 1 и создания внутреннего давления возникающие контактные напряжения б, действующие на поверхности продольной полости полуматриц, стремятся упруго раскрыт матричный блок (фиг.З). В то же время, предварительное напряженное состояние полуматриц, равное h, компенсрует упругое раскрытие и обеспечивает постоянньп контакт между нш-1и на протяжении всего цикла гидроштамповки.
Пример. Проводят гидравлическую штамповку равнопроходного тройника с диаметром условного прохода DU 50 №f из трубы марки ЛД диамет-
5
о
«
5
5
ром 55 мм с толщиной стенки 9 мм Матрицы вьтолнены из стали 9ХС и термообработаны до твердости 50IIRC. Процесс г |дравличес ой штамповки осуществляют с усилием осадки 850 кН при усилии замыкания полуматриц 1600 кН. Размеры полуматриц (ширина и длина) ( )х(280 ) мм, матрица вьшолнена с уклоном от продольной полости к периферии, равным 0,35 мм. При смыкании полуматриц максимальная исходная упругая деформация сжатия по высоте у края ручья для каждой из них составляет 0,35мм. В процессе гидроштамповки при принятых режи мах упругое раскрытие полуматриц от действия контактных напряжений компенсируется предварительной упругой деформацией. При зтом суммарная величина упругой компенсации раскрытия полуматриц составляет около 0,7 мм, что полностью исключает возможность образования зазора между полуматрицами, затекание туда металла cf образованием заусенца.
Применение предлагаемой матрицы для гидравлической штамповки обеспечивает получение качественных полых деталей с отводами, без заусенцев на наружной поверхности по линии разъема полуматриц, исключает дополнительные затраты на финишную доработку изделий.
Формула изобретения
Матрица для гидравлической штамповки полых деталей с отводами, состоящая из двух симметричных разъемных частей, образующих продольную полость для размещения трубчатой заготовки и радиальную полость для образования отвода, о т л и ч а ю- щ а я с я тем, что, с целью повьшзе- ния качества штампуемых деталей за счет устранения образования заусен- цов, плоскости разъема полуматриц выполнены с уклоном от продольной полости в сторону периферии, при зтом отношение высоты уклона к высоте полуматрИ1Ц 1 не превышает величину упругой деформации материала матри- iifii.
Фиг.1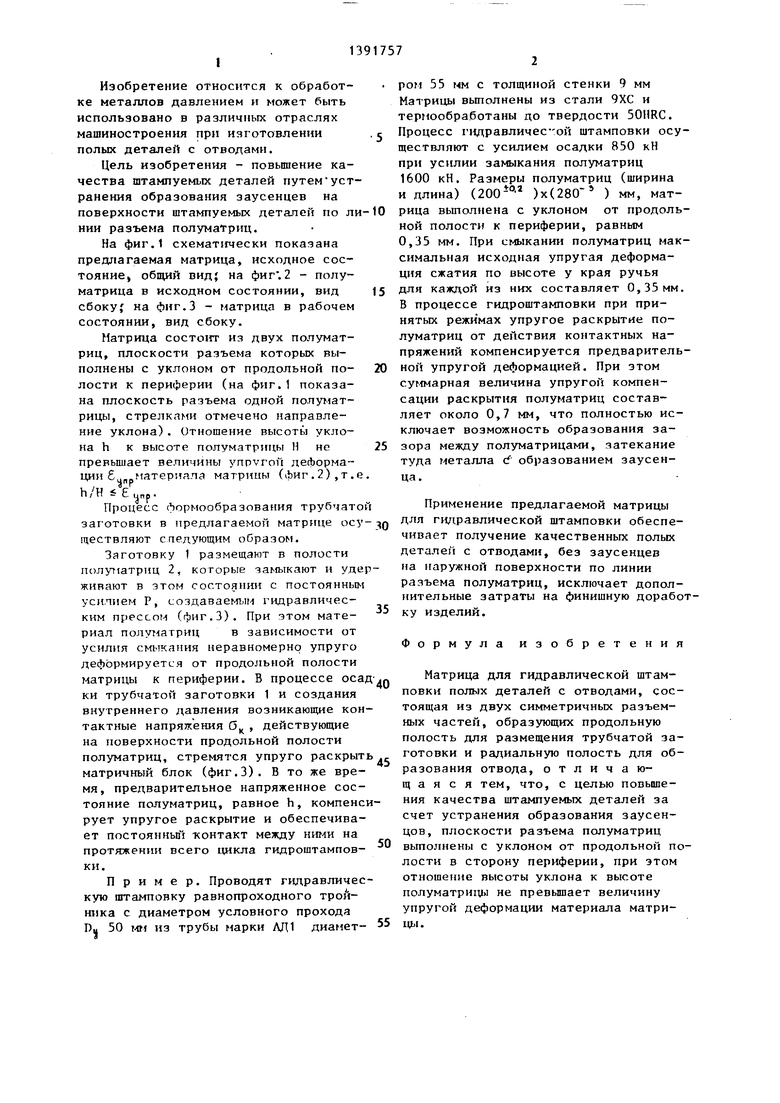
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Способ изготовления тройников | 1986 |
|
SU1409365A1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Устройство для гидравлической формовки тройников | 1976 |
|
SU621421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей с отводами. Цель - повышение качества штампуемых изделий за счет устранения образования заусенцев. В процессе гидроштамповки трубчатой заготовки контактные напряжения G стремятся раскрыть матричньй блок. Предварительно напряженное состояние полуматриц компенсирует их упругое раскрытие и обеспечивает постоянный контакт между ними на протяжении всего цикла гидроштамповки. Плоскости разъема полуматриц выполнены с уклоном от продольной полости к периферии. Величина отношения высоты уклона h к высоте полуматрицы Н не превьш1ает величину упругой деформации материала матрицы. 3 ил.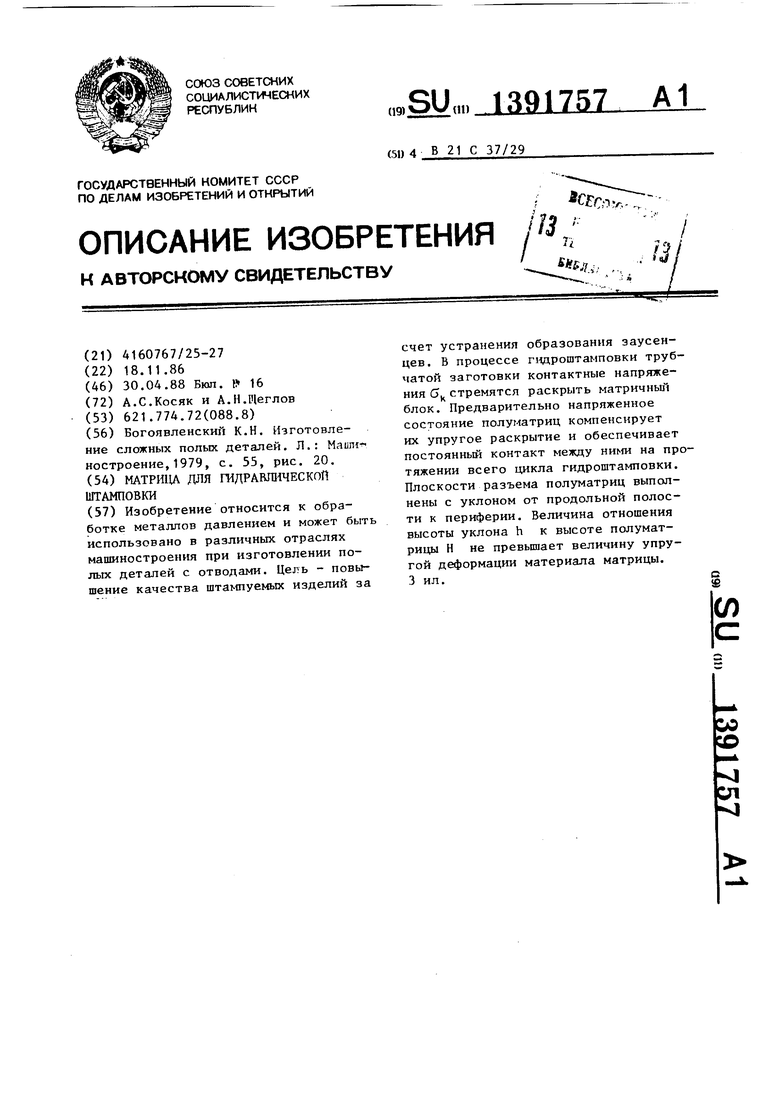
Редактор С Лисина
Заказ 18/45/1:
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 1130Э5, Москва, Ж-35, Раушская наб., д. 4/5
Фиг. 2
р Фиг.З
Составитель Е.Гурьева Техред М.Дидык
Тираж 709
Додписное
| Богоявленский К.Н | |||
| Изготовление сложных полых деталей | |||
| Л.: Маиш ностроение,1979, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
