Изобретение относится к области обработки металлов давлением, а именно к технологии изготовления изделий с изогнутой и ступенчатой осью из полых заготовок, имеющих в поперечном сечении внешний контур, описанный окружностью или другой линией второго порядка.
Известен способ изготовления крутоизогнутых изделий из полых заготовок, заключающийся в заполнении заготовки наполнителем, герметизации ее полости осевыми пуансонами, создании в полости заготовки высокого гидростатического давления наполнителя и сдвиге ее срединной части или концевых участков в направлении, перпендикулярном ее первоначальной оси (журнал «Заготовительные производства в машиностроении», 2003 г., №8, стр.15-23).
Недостатками известного способа являются высокие энергетические затраты, обусловленные большими удельными нагрузками, развиваемыми осевыми пуансонами и подвижной матрицей за счет сил трения между поверхностями заготовки и штампа, большие затраты потребляемой мощности при изготовлении единицы продукции, низкая производительность труда, обусловленная изготовлением лишь одного изделия.
Наиболее близким к заявляемому является способ изготовления изделий с изогнутой и ступенчатой осью из полых заготовок, включающий штамповку одновременно нескольких трубчатых заготовок прямоугольного или квадратного сечений, устанавливаемых перед штамповкой параллельно друг другу с контактом боковой поверхности последующей заготовки с боковой поверхностью предыдущей заготовки и контактом крайних заготовок со стенками полуматрицы, заполнение полостей заготовок наполнителем и их герметизацию осевыми пуансонами с последующим созданием в полостях заготовок высокого гидростатического давления наполнителя и перемещением срединных частей заготовок или их концевых участков в направлении, перпендикулярном их первоначальным осям (патент РФ 2329109, МПК B21D 9/00).
Недостатком известного способа является то, что он предусматривает штамповку лишь трубчатых заготовок прямоугольного или квадратного сечений, обеспечивающих контакт между собой и стенками полуматрицы по плоским поверхностям. Это ограничивает его технологические возможности.
Техническим результатом предлагаемого изобретения является снижение энергетических затрат и потребляемой мощности на изготовление партии изделий с изогнутой или ступенчатой осью, имеющих в сечении наружную поверхность в виде окружности, овала или иной замкнутой линии второго порядка, повышение производительности труда, упрощение конструкции штампа, а также увеличение его ресурса работы, особенно при гидроштамповке заготовок с высоким пределом текучести материала.
Сущность технического решения заключается в том, что в способе изготовления изделий с изогнутой и ступенчатой осью из полых квадратного или прямоугольного сечений или трубных или трубчатых заготовок, имеющих в поперечном сечении контур в виде окружности или иной кривой второго порядка, включающем использование одной или нескольких установленных параллельно друг другу заготовок, помещение их в пластичный наполнитель с образованием блока, размещение полученного блока в полуматрицах штампа с обеспечением контакта заготовки блока или контакта крайних заготовок блока через наполнитель со стенками полуматрицы, заполнение внутренней полости заготовки или внутренних полостей заготовок наполнителем, их герметизацию осевыми пуансонами, штамповку путем создания в полости заготовки или в полостях заготовок высокого гидростатического давления наполнителя и перемещение срединных частей заготовки или заготовок или их концевых участков в направлении, перпендикулярном их первоначальным осям, блок выполняют в виде параллелепипеда, используют заготовку или заготовки с постоянными вдоль оси поперечными сечениями, заготовку или заготовки используют переменного вдоль оси поперечного сечения, используют пластичный наполнитель блока с температурой плавления ниже температуры плавления материала заготовок.
Штамповка одновременно нескольких трубчатых прямоугольных или квадратных в сечении заготовок, которые устанавливают перед штамповкой в полость полуматрицы параллельно друг другу с контактом боковой поверхности последующей заготовки с боковой поверхностью предыдущей заготовки и контактом крайних заготовок со стенками полуматрицы, позволяет уменьшить удельные нагрузки, развиваемые осевыми пуансонами и подвижной матрицей за счет отсутствия сил трения между контактирующими друг с другом трубчатыми заготовками, тем самым обеспечивая снижение энергетических затрат и потребляемой мощности на единицу продукции, повышая производительность труда.
С уменьшением количества одновременно штампуемых заготовок суммарные давления, развиваемые осевыми пуансонами и подвижной матрицей, интенсивно увеличиваются, превышая в несколько раз напряжения текучести материала заготовок, интенсивно растут сжимающие напряжения, например, в осевых пуансонах, и наоборот, с увеличением количества одновременно штампуемых заготовок повышается работоспособность штамповой оснастки, что особенно важно при гидроштамповке заготовок с достаточно высоким пределом текучести материала.
Изложенная сущность изобретения поясняется чертежами, где на
фиг.1 изображена схема изготовления блока трубных заготовок;
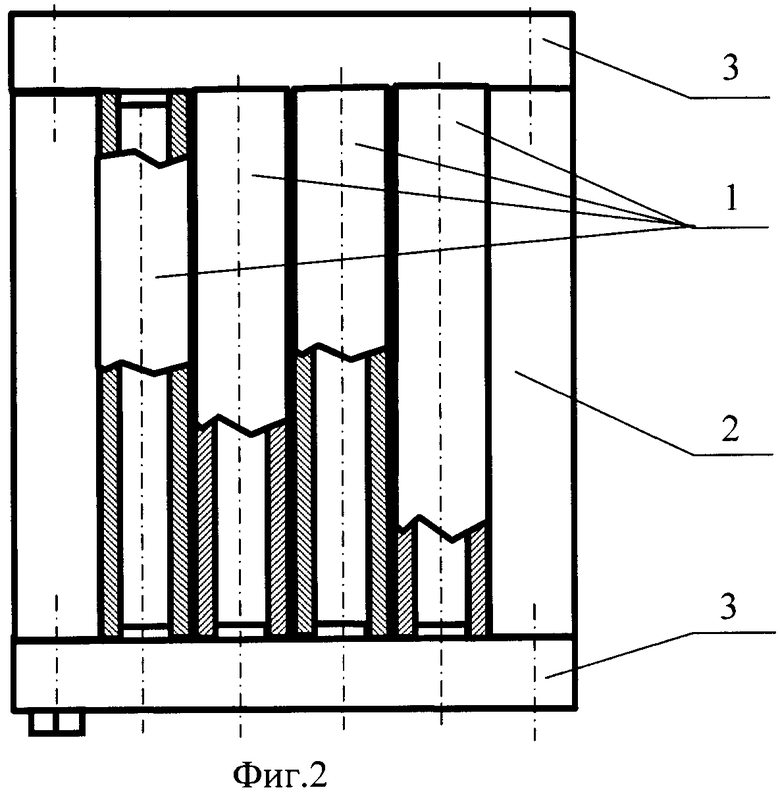
фиг.2 - вид сверху на фиг.1;
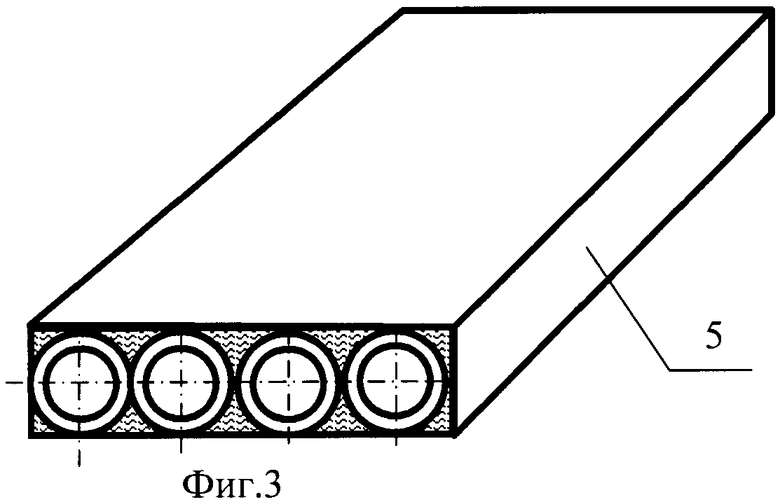
фиг.3 - подготовленный под гидроштамповку блок трубных заготовок;
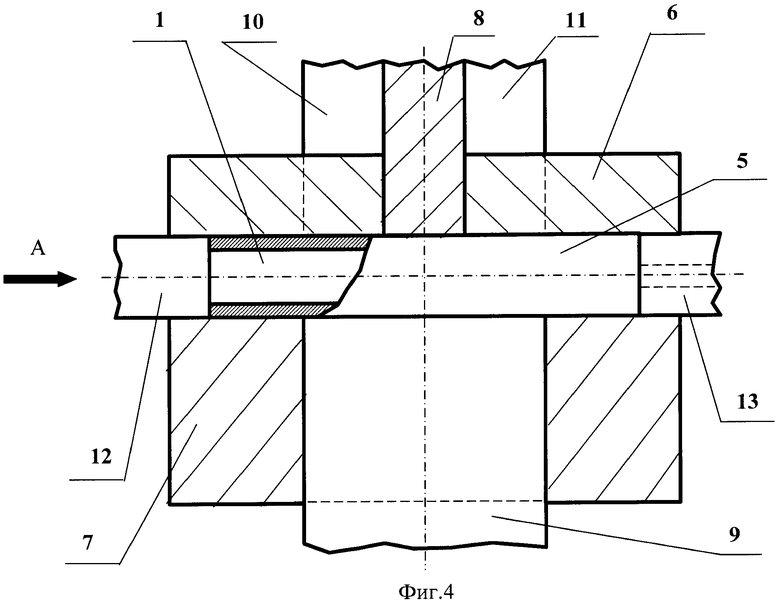
фиг.4 - исходное положение блока трубных заготовок перед гидроштамповкой в изделия с изогнутой или ступенчатой осью;
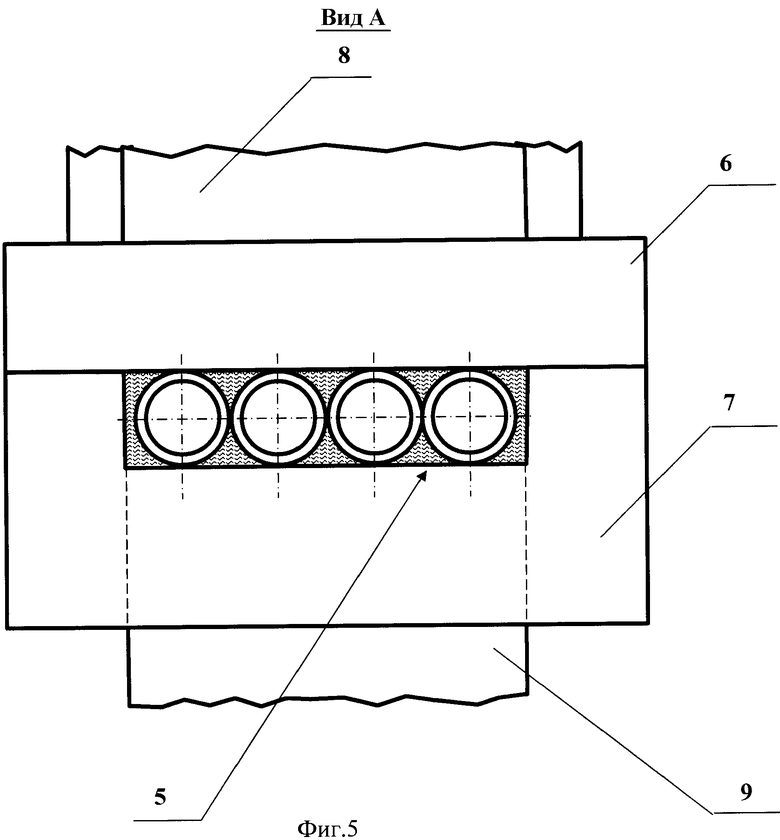
фиг.5 - вид по стрелке А фиг.4;
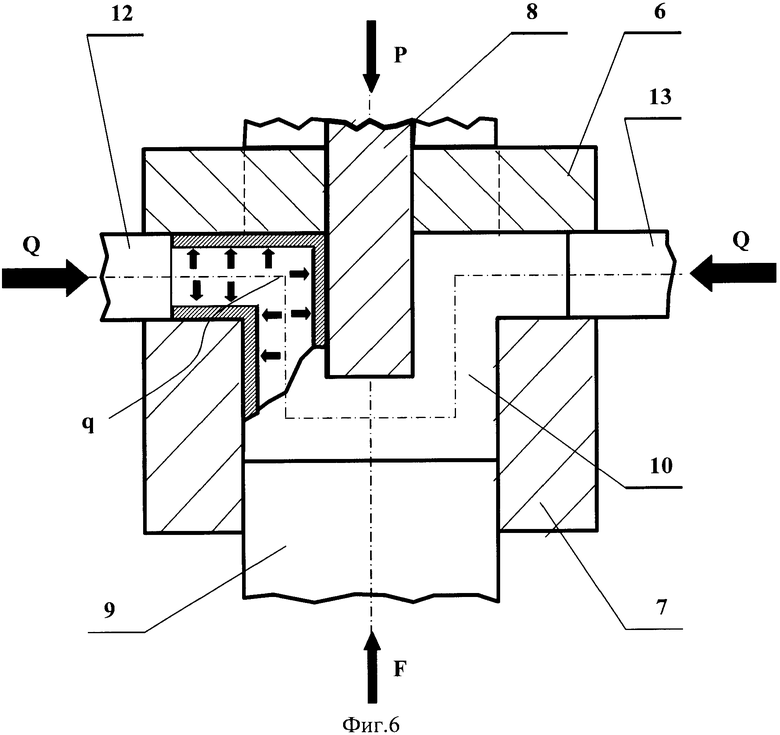
фиг.6 - конечное положение блока трубных заготовок после его деформирования в изогнутый или ступенчатый полуфабрикат;
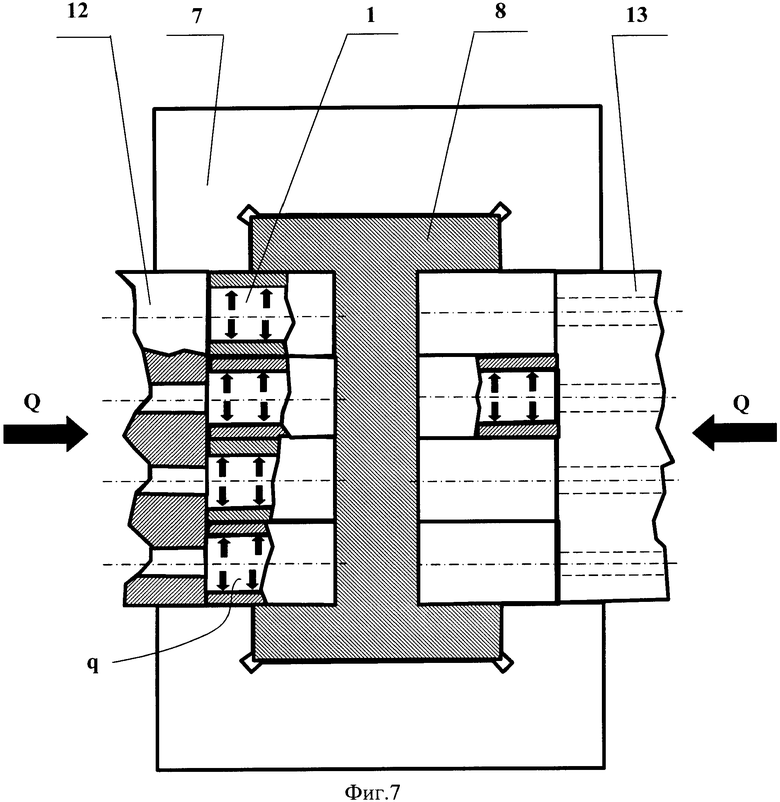
фиг.7 - вид сверху на фиг.6 (полуматрица 2 условно не показана);
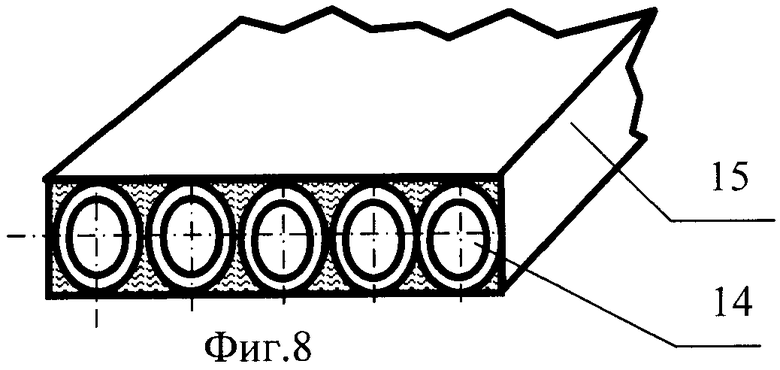
фиг.8 - блок трубчатых заготовок овального или эллипсного сечений;
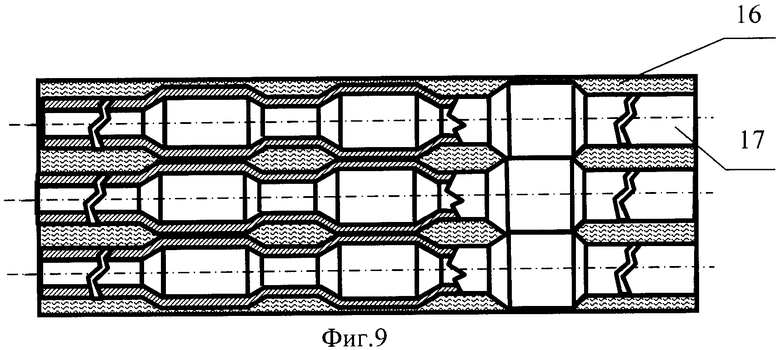
фиг.9 - блок трубных заготовок с переменными вдоль оси поперечными сечениями;
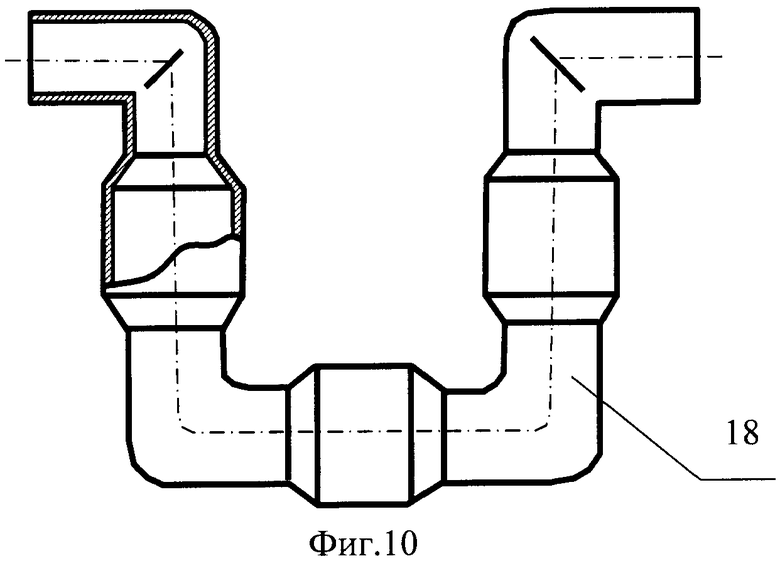
фиг.10 - внешний вид крутоизогнутого полуфабриката, получаемого в результате гидроштамповки блока заготовок, показанного на фиг.9.
Способ изготовления изделий с изогнутой и ступенчатой осью осуществляют следующим образом.
Полые заготовки 1 (фиг.1, 2), наружная поверхность которых в сечении описывается уравнением второго порядка, например окружностью, укладывают в горизонтальном положении в П-образный корпус 2 приспособления. Затем внутренние полости заготовок 1 герметизируют планками 3 (фиг.2) которые жестко фиксируют на корпусе 2 приспособления. Далее в зазоры и полости, образованные заготовками 1 и внутренними стенками приспособления, заливают в нагретом состоянии жидкотекучий наполнитель 4 (фиг.1), имеющий температуру плавления ниже температуры плавления материалов заготовок и приспособления, например свинец. (Для качественного заполнения пустот и зазоров приспособление с заготовками рекомендуется нагреть до температуры, примерно равной температуре заливаемого наполнителя.) После перехода наполнителя 4 в твердое состояние, например, путем охлаждения полученный блок 5 (фиг.3) в виде параллелепипеда, образованный залитыми наполнителем трубными заготовками, извлекают из приспособления и передают на операцию гидроштамповки. (В общем случае блок трубных заготовок может быть подвергнут дополнительной обработке, предусматривающей удаление излишков наполнителя. Кроме того, изготовление блока трубных заготовок может быть выполнено иначе, чем описано, например путем постановки трубных заготовок вертикально в соответствующее приспособление и последующей заливки наполнителя.)
Изготовленный блок трубных заготовок устанавливают в ручей штампа, состоящего из неподвижных верхней 6 и нижней 7 полуматриц, имеющих плоскость разъема, перпендикулярную плоскости чертежа. При этом блок 5 своими гранями контактирует с плоскими поверхностями полуматриц 6 и 7 штампа (фиг.5). В центральное отверстие полуматрицы 6 (фиг.4.) сверху вводят верхнюю подвижную полуматрицу 8 до соприкосновения с поверхностями блока 5 трубных заготовок. Снизу с блоком 5 контактирует нижняя подвижная полуматрица 9. В сомкнутом положении полуматрицы 8 и 9 образуют подвижную матрицу, канал которой охватывает блок 5 трубных заготовок. На боковых гранях полуматрицы 8 выполнены каналы 10 и 11, например, прямоугольной формы, показанные на фиг.4. Установив блок 5 трубных заготовок в полости штампа, полости трубных заготовок заполняют наполнителем, например машинным маслом. Затем сообщают встречное синхронное перемещение осевым пуансонам 12 и 13, обеспечивая их силовой контакт с торцами блока 5 трубных заготовок и осуществляя при этом герметизацию их полостей трубных заготовок 1. Через осевые каналы, выполненные, например, в пуансоне 13, в полости трубных заготовок добавляют наполнитель, создавая определенное гидростатическое давление q. Продолжая перемещать пуансоны 12 и 13 навстречу друг другу, сообщают перемещение подвижной матрице, обеспечивая заданное соотношение скоростей между ними. Под действием осевых сил Q (фиг.6, 7), прикладываемых к заготовке пуансонами 12 и 13, высокого гидростатического давления наполнителя q в полостях заготовок и нагрузки Р со стороны подвижной полуматрицы осуществляют деформирование блока трубных заготовок в  - образный крутоизогнутый полуфабрикат. После извлечения его из штампа полуфабрикат нагревают до температуры плавления наполнителя и отделяют отштампованные - образные трубные полуфабрикаты и наполнитель друг от друга. При этом - образные полуфабрикаты могут служить основой для изготовления
- образный крутоизогнутый полуфабрикат. После извлечения его из штампа полуфабрикат нагревают до температуры плавления наполнителя и отделяют отштампованные - образные трубные полуфабрикаты и наполнитель друг от друга. При этом - образные полуфабрикаты могут служить основой для изготовления  и
и  -образных изделий путем их разрезки.
-образных изделий путем их разрезки.
Кроме трубных заготовок, имеющих в сечении наружную поверхность в виде окружности, предлагаемый способ позволяет выполнить штамповку изделий с изогнутой и ступенчатой осью из трубчатых заготовок, наружная поверхность которых в сечении описывается кривой (или комбинацией кривых) второго порядка. В качестве примера на фиг.8 изображен блок, подготовленный для гидроштамповки, включающий в себя трубчатые заготовки 14 овального поперечного сечения с наполнителем 15.
Дополнительно предлагаемый способ позволяет выполнить штамповку изделий с изогнутой и ступенчатой осью из трубчатых заготовок, имеющих переменные вдоль оси поперечные сечения. В качестве примера на фиг.9 показан блок, подготовленный для гидроштамповки, включающий в себя наполнитель 16 и трубчатые заготовки 17, имеющие переменные вдоль оси поперечные сечения, а на фиг.10 - крутоизогнутый полуфабрикат 18, изготавливаемый гидроштамповкой данного блока предлагаемым способом.
Следует отметить, что изготавливаемый для гидроштамповки полуфабрикат в виде параллелепипеда, включающий в себя трубные или трубчатые заготовки, залитые пластичным наполнителем, может включать в себя как минимум лишь одну заготовку.
Предлагаемый способ позволяет упростить штамповую оснастку установок для гидроштамповки, а именно в одном штампе выполнить гидроштамповку различных в поперечном сечении трубных и трубчатых заготовок определенного типоразмера, в том числе и полых заготовок квадратного и прямоугольного сечений.
Использование предлагаемого способа позволяет снизить энергетические затраты на гидроштамповку трубных и трубчатых заготовок в изделия с криволинейной или ступенчатой осью, штамповать заготовки, имеющие различные поперечные сечения, и уменьшить затраты потребляемой мощности на производство единицы продукции, повысить производительность труда, упростить конструкцию штампа, а также увеличить ресурс работы оснастки (штампа), особенно при гидроштамповке заготовок с высоким пределом текучести материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ИНЕРЦИОННОЙ ШТАМПОВКИ ТРУБ | 2009 |
|
RU2401715C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изделий с изогнутой осью и ступенчатой осью из полых квадратного или прямоугольного сечения или трубных или трубчатых заготовок, имеющих в поперечном сечении контур в виде окружности или иной кривой второго порядка. Используют одну или несколько установленных параллельно друг другу заготовок. Размещают их в пластичный наполнитель с образованием блока, который устанавливают в полуматрицах штампа с обеспечением контакта заготовки блока или контакта крайних заготовок блока через наполнитель со стенками полуматрицы. Заполняют внутреннюю полость заготовки или внутренние полости заготовки наполнителем. Герметизируют их осевыми пуансонами и штампуют путем создания в полости заготовки или в полостях заготовок высокого гидростатического давления наполнителя и перемещения срединных частей заготовки или заготовок или их концевых участков в направлении, перпендикулярном их первоначальным осям. Снижаются энергетические затраты и потребляемая мощность, повышается производительность труда, упрощается конструкция штампа, а также увеличивается его ресурс работы. 4 з.п. ф-лы, 10 ил.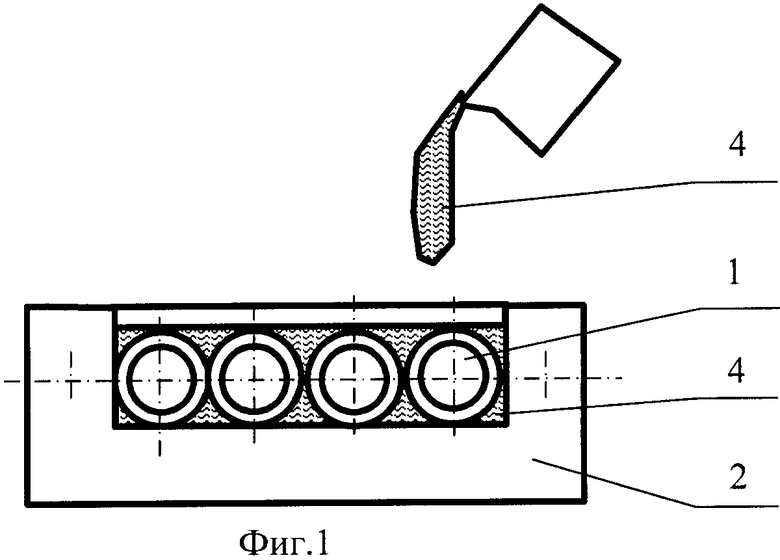
1. Способ изготовления изделий с изогнутой и ступенчатой осью из полых квадратного или прямоугольного сечения или трубных, или трубчатых заготовок, имеющих в поперечном сечении контур в виде окружности или иной кривой второго порядка, включающий использование одной или нескольких установленных параллельно друг другу заготовок, помещение их в пластичный наполнитель с образованием блока, размещение полученного блока в полуматрицах штампа с обеспечением контакта заготовки блока или контакта крайних заготовок блока через наполнитель со стенками полуматрицы, заполнение внутренней полости заготовки или внутренних полостей заготовок наполнителем, их герметизацию осевыми пуансонами и штамповку путем создания в полости заготовки или в полостях заготовок высокого гидростатического давления наполнителя и перемещение срединных частей заготовки или заготовок, или их концевых участков в направлении, перпендикулярном их первоначальным осям.
2. Способ по п.1, отличающийся тем, что блок выполняют в виде параллелепипеда.
3. Способ по пп.1 и 2, отличающийся тем, что используют заготовку или заготовки с постоянными вдоль оси поперечными сечениями.
4. Способ по пп.1 и 2, отличающийся тем, что используют заготовку или заготовки переменного вдоль оси поперечного сечения.
5. Способ по пп.1 и 2, отличающийся тем, что используют пластичный наполнитель блока с температурой плавления ниже температуры плавления материала заготовок.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ | 1977 |
|
SU719013A1 |
| US 4389866 А, 28.06.1983. | |||

