Изобретение относится к чр.рной металлургии, в частност и к устройствам для правки проката.
Цель изобретения - повьшение на- дежности машины и обеспечение расширения сортамента обрабатываемых изделий.
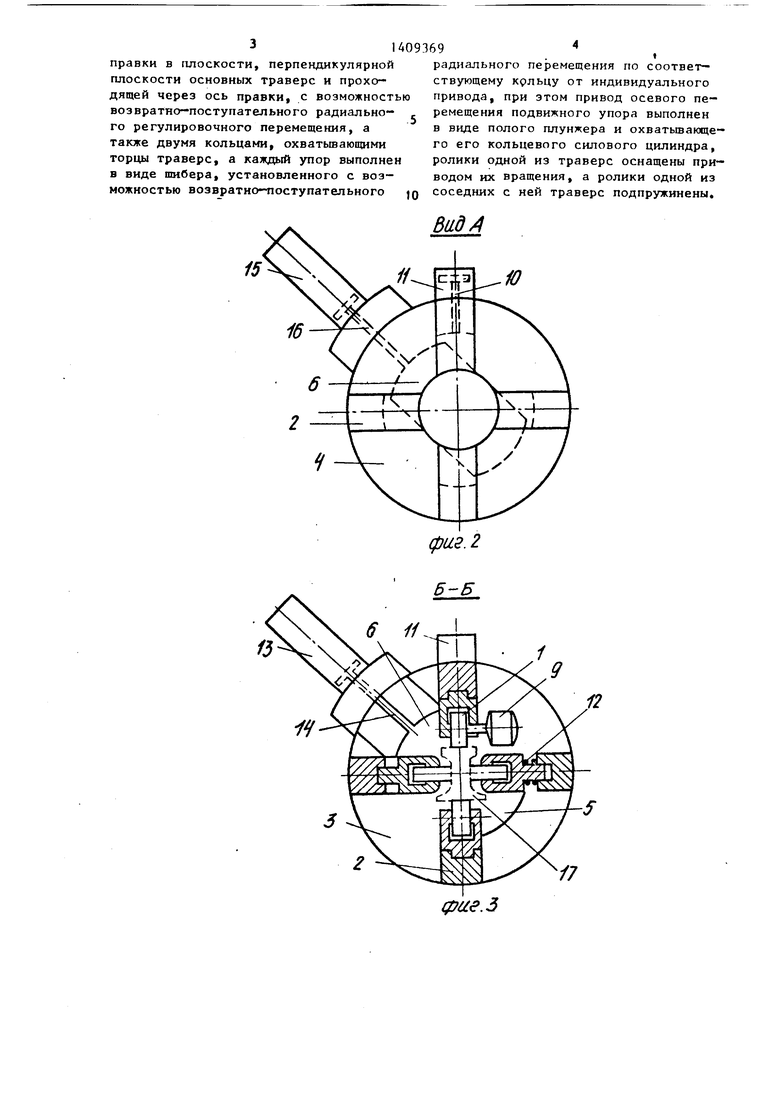
На фиг. изображена предлагаемая машина, разрез вдоль оси правки; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Машина содержит правильные ролики 1, закрепленные на четырех параллельных траверсах 2, соединенных в зонах торцов кольцами 3 и А, одно из которых оснащено шиберным затвором 5, а второе снабжено шиберНЕЛм затвором 6 и связано с механизмом сжатия проката вдоль оси правки, выполненным в виде гидроцилиндра 7 с полым плунжером 8. Ролики 1 верхней траверсы приводятся во вращение электродвигателями 9, а сама траверса может перемещаться посредством штоков 10 и гидроцилинд- ров 11. Ролики 1 прилежащей к ней, например справа, траверсы поджимаются к поверхности проката предварительно сжатыми упругими элементами 12. Шиберный затвор 5 перемещается до перекрытия оси правки гидроприводом 13 через шток 14, а шиберный затвор 6 - гидроприводом 15 через шток 16,
Машина работает следующим образом.
Подлежащий правке прокат 17 подают в машину на уровень первых роликов 1 всех четырех траверс 2 со стороны шиберного затвора 6 при его открытом положении, Запитываются гидроцилиндры 11, которые посредством штоков 10 перемещают подвижную траверсу 2 вместе с приводными роликами 1 до упора , ролика 1 в профиль проката. Включаются электродвигатели 9 приводных роликов 1, которые захватывают прокат и перемещают его вдоль оси машины до упора в шиберный затвор 5, который находится в закрытом положении. Электродвигатели 9 отключаются. Включаете
.ся гидропривод 13, который закрьшает шиберный затвор 6. Рабочуя жидкость подают в гидроцилиндр 7,,в результате чего плунжер 8 вместе с шиберным затвором 6 перемещается до упора в торец проката. Сжатие проката обеспечивается через замкнутую кинематичес- кую цепь элементов, расположенных по разные стороны от рабочей жидкости, поступившей в гидроципиндр 7: в одну
5 0 5Q
п
5
0
сторону - через полый плунжер S , кольцо 4 И шиберный затвор 6, в другую сторону - через полый гидроци- линдр 7, траверсы 2, кольцо 3 и юи- берный затвор 5. Подлежащий правке прокат сжимается вдоль оси до напряжений текучести, в соответствии с которыми и выбирается давление в гидроцилиндре 7. Устойчивость проката обес- печивается за счет выбора шага расположения роликов по наименее устойчивому типоразмеру проката. При сжатии происходит упрочнение проката, вскрытие в нем дефектов в виде расслоений и трещин, снятие технологических напряжений, поскольку во время правки в пределах некоторого размера по длине прокат течет.
Затем сбрасывают давление в гидро- цилиндре 7, в результате чего шиберный затвор 5 открывается гидроприводом 1А. Снова включаются электродвигатели 9 и приводные ролики 1 выталкивают прокат с машины, после чего шиберный затвор 5 закрывается гидроприводом 15 через шток 16, шиберный затвор 6 открывается гидроприводом 13 через шток 14, траверса 2 с приводными роликами 1 поднимается штоками 10 гидроцилиндров 11. Машина готова к повторному циклу работы.
Ожидаемый экономический эффект от внедрения машины составит 419 тыс. руб в год.
Формула изобретения
Мащина для правки сортового проката, содержащая механизм осевого сжат тия в виде двух расположенных по оси правки упоров, один из которых установлен с возможностью возвратно-поступательного осевого перемещения от индивидуального привода, и правильные ролики, размещенные на двух тра- версах, расположенных с противоположных сторон оси правки в плоскости, проходящей через эту ось, с возможностью возвратно-поступательного радиального регулировочного перемещения, отличающаяся тем, что, с целью повьозения надежности и обеспечения расширения сортамента об- рабатываемых изделий, она снабжена двумя дополнительными траверсами, несущими правильные ролики и расположенными с противоположных сторон оси
Вад/
Ю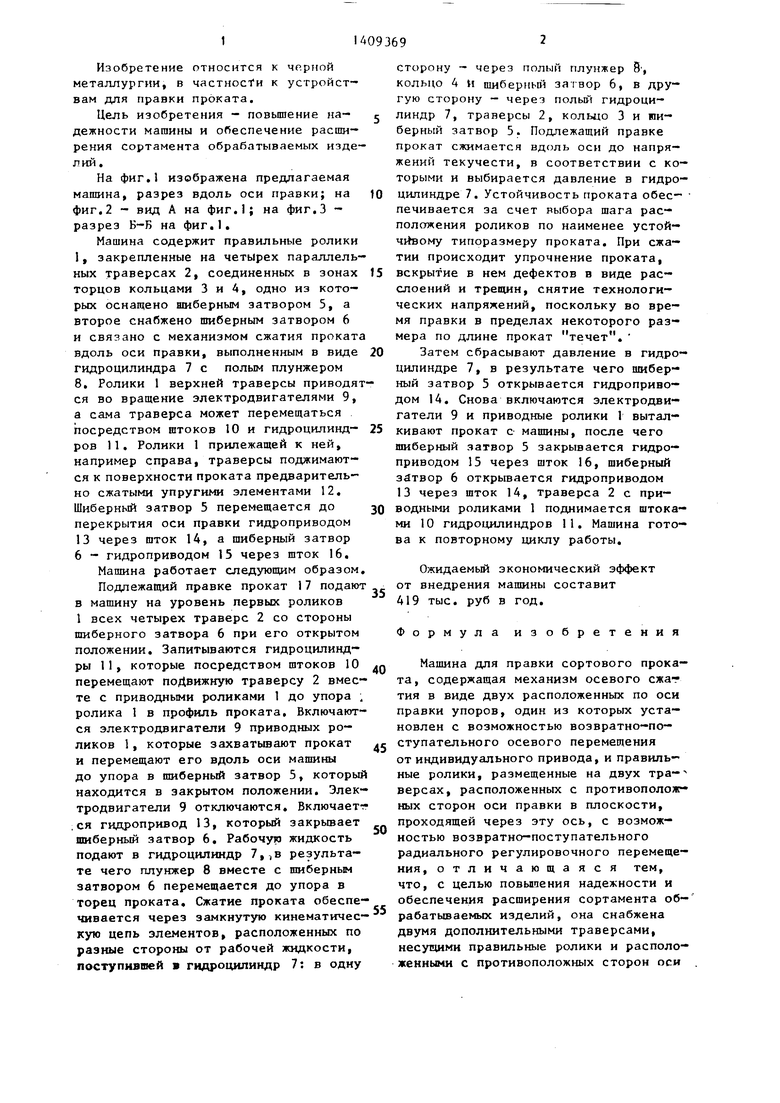
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая правильная машина | 2017 |
|
RU2690391C1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| УСТАНОВКА ДЛЯ ПРАВКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ В ХОЛОДНОМ СОСТОЯНИИ | 2010 |
|
RU2438815C1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2069112C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
| ПРАВИЛЬНЫЙ КОМПЛЕКС ПРАВКИ КРУГЛОГО ПРОКАТА | 2004 |
|
RU2257972C1 |
Изобретение относится к черной металлургии, в частности к правильным устройствам. Цель - повышение надежности правильного устройства и расшиг реиие сортамента обрабатываемого проката (П). Подпежаиоп правке П подают в ролики 1 со стороны открытого шиберного затвора 6 до упора в закрытый шиберный затвор З.Затем шиберньй затвор 6 закрывается и рабочая жидкость подается в гидрО1Щлиндр 7. Плунжер 8 вместе с ШЗ 6 перемещается до упора в торец П. Сжатие П обеспечивается через замкнутую кинематическую цепь элементов, расположенных по разные стороны от рабочей жидкости, поступившей в гидроцилиндр 7: в одну сторону - через полый плунжер 8, кольцо 4, шиберный затвор 6; в другую сторону - через полый гидроцилиндр 7, траверсы 2, кольцо 3 и шиберный затвор 5. Под- лежаш,ий правке П сжимается вдоль оси . до напряжений текучести, в соответствии с которыми выбирается давление в гидроцилиндре 7. 3 ил. i с |в ел со со О5 со ( /
фиг. 2
6-5
17
| Способ правки длинномерного проката | 1982 |
|
SU1148663A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
