Изобретение относится к обработке металлов давлением, в частности к устройствам правки круглого проката.
Известна правильная машина (см. заявку UA №2002118959, Мкл.6 B 21 D 3/00-3/04, 2002 г.). Правильная машина содержит распределительный корпус вращения по осевой линии подачи проката с приводом вращения. В корпусе вращения установлены правильные кассеты, наклоненные к осевой линии распределительного корпуса вращения и смещенные относительно осевой линии. Смещение кассет в процессе правки осуществляется за счет механизма, представляющего собой замкнутый гидравлический корпус, образованный силовыми гидроцилиндрами, связанными с кассетами, и гидромеханическим преобразователем усилий, имеющим возможность вращения, как одно целое с распределительным корпусом вращения, и внешнего привода гидромеханического преобразователя усилий.
Правильная машина снабжена механизмами удерживания проката от вращения и принудительного его перемещения вдоль линии подачи проката. По меньшей мере, один из механизмов выполнен "плавающим" с двумя степенями свободы относительно осевой линии распределительного корпуса вращения. Под линией подачи и выдачи проката подразумевается входной и выходной рольганги.
Недостатком правильной машины, выбранной авторами за прототип, является невозможность правки короткого по длине круглого проката и больших диаметров (40-200 мм).
Это объясняется тем, что при правке проката сравнительно малого диаметра (до 30 мм) и длиной до 3-4 метров в распределительном корпусе вращения есть возможность расположить по его длине необходимое количество кассет (5-7) и обеспечить такую схему правки, при которой принудительные отклонения проката в процессе знакопеременного изгиба будут гаситься непосредственно в распределительном корпусе вращения (установка первых двух и последних двух кассет с нулевыми эксцентриситетами) и ролики механизмов удерживания проката от вращения не будут испытывать достаточно высокую нагрузку. Однако при правке проката большого диаметра (30-200 мм) и короткого по длине (3-4 метра) не представляется возможным расположить в сравнительно коротком распределительном корпусе вращения, по сравнению с диаметрами проката и расстояния между механизмами удерживания проката от вращения, достаточное количество кассет, обеспечивающих схему, при которой будут гаситься колебания непосредственно в распределительном корпусе вращения, при этом ролики механизмов удерживания проката от вращения будут испытывать высокую нагрузку, влияющую на долговечность механизмов.
Известный механизм удерживания проката от вращения выполнен "плавающим" и в процессе правки центр симметрии роликов "плавает" относительно оси линии подачи и оси распределительного корпуса вращения. При таком исполнении механизма не представляется возможным правильно установить эксцентриситет кассет, т.к. меняется фактически ось правки, и осуществить качественную правку проката не представляется возможным. Для правки круглого проката больших диаметров необходимо приемно-разборочное устройство и механизм, обеспечивающий фиксацию конца проката в зоне между роликами механизма удерживания проката от вращения, когда ролики находятся на максимально удаленном расстоянии от линии подачи проката.
В основу изобретения поставлена задача обеспечить качественную правку не только длинномерного проката малых диаметров, но и короткого с большими диаметрами за счет использования сменных распределительных корпусов вращения кассет и механизмов удерживания проката от вращения, способствующих сохранению оси правки, независимо от схемы правки распределительного корпуса вращения и усилий, возникающих на роликах механизма.
Поставленная задача достигается тем, что правильный комплекс правки круглого проката, содержащий входной и выходной рольганги, механизм удерживания проката от вращения и принудительного его перемещения вдоль линии подачи в правильное устройство (механизм подачи проката), представляющее собой распределительный корпус вращения (РКВ) с размещенными в нем правильными кассетами, смещенными относительно его оси вращения и наклоненными к ней под углом с заданной схемой наклона, обеспечивающей принудительное перемещение проката от вращения и принудительное его перемещение вдоль линии выдачи проката (механизм выдачи проката), согласно изобретению правильный комплекс снабжен приемно-разборочным устройством, а в механизме подачи проката прижимной, приводной профилированный ролик и противоположно лежащая относительно оси РКВ по вертикали пара прижимных неприводных профилированных роликов кинематически связаны между собой и приводом их вертикального перемещения узлом с возможностью синхронного, симметричного относительно оси РКВ перемещения роликов по высоте и пара роликов закреплена между собой коромыслом шарнирно, с возможностью их взаимного покачивания в вертикальной плоскости, и ролики пары, размещенные на осях, имеют возможность противоположного симметричного смещения их в горизонтальной плоскости относительно вертикальной плоскости симметрии приводного ролика, механизм подачи проката снабжен узлом фиксации переднего конца проката в зеве между роликами механизма подачи проката, выходной рольганг снабжен ограничителями кругового биения проката в процессе правки.
Кроме того, согласно изобретению в правильном комплексе механизм подачи проката представляет собой сварную станину с установленными на подушках парой роликов и приводного ролика с V-образными кольцевыми проточками и подушки соединены с зубчатыми рейками, входящими в зацепление с зубчатым колесом, ось которого жестко закреплена к станине, рейки с колесом образуют механизм совмещения центра сечения правящего проката с осью вращения РКВ в вертикальном направлении, связанной с гидроприводом, с возможностью обеспечения ухода осей вращения роликов от оси РКВ в противоположные направления на равные удаления.
Согласно изобретению в стенках стоек распределительного корпуса вращения выполнены открытые сверху окна, на внутренних вертикальных стенках одного из которых имеются продольные выступы, контактирующие с пазами, выполненными в торцевых стенках соответственно одной из подушек РКВ, с возможностью быстрой замены РКВ в зависимости от диапазона намеченного к правке проката, и на стойках размещены клинья, связанные с гидроприжимами подушек к стойкам РКВ.
Приемно-разборочное устройство необходимо при правке короткого круглого проката. При этом приемно-разборочное устройство снабжено ограничителем, обеспечивающим вместе с узлом фиксации переднего конца проката попадание переднего конца проката в зону между роликами механизма подачи проката, и только после прижатия конца проката роликами возможна задача его в распределительный корпус вращения для дальнейшей правки.
Наличие в механизме подачи проката пары роликов и приводного ролика обеспечивает возможность без их замены осуществлять удерживание проката от вращения в процессе правки независимо от типоразмеров проката.
Кинематическая связь пары роликов и приводного ролика с приводом их вертикального перемещения узлом, обеспечивающим возможность синхронного, симметричного относительно оси РКВ перемещения роликов по высоте, обеспечивает постоянство оси симметрии между роликами, совпадающей с осью РКВ, и обеспечивает качество правки.
Размещение пары роликов на коромысле, шарнирно закрепленном к подушке, обеспечивает покачивание роликов в вертикальной плоскости при наличии разной кривизны проката на участках его длины и кривизны между парой роликов и первой кассетой РКВ независимо от этих факторов.
Установка роликов пары на осях свободно обеспечивает возможность противоположного симметричного смещения их в горизонтальной плоскости относительно вертикальной плоскости симметрии приводного ролика в момент нахождения эксцентриситета первой кассеты РКВ в горизонтальной плоскости.
Выполнение в стенках стоек РКВ открытых сверху окон, на внутренних вертикальных стенках одного из которых имеются продольные выступы, а на торцевых стенках, соответственно, одна из подушек пазов, обеспечивает замену РКВ при переходе на правку другого типоразмера проката.
Устройство поясняется фигурами 1-4.
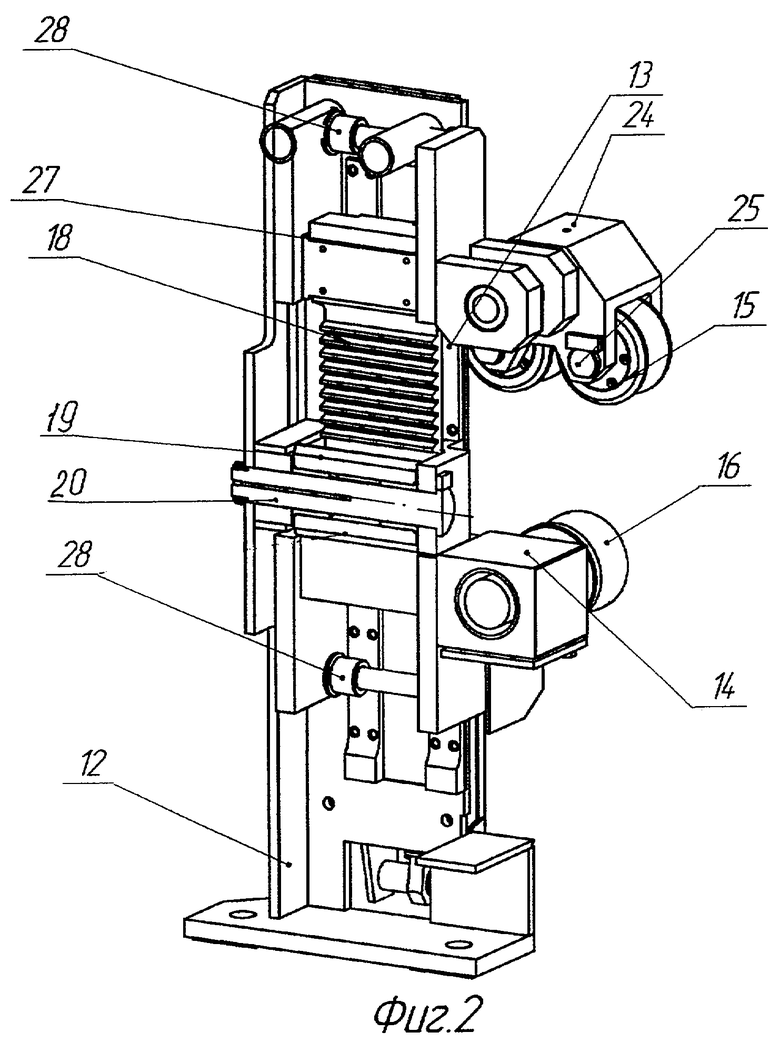
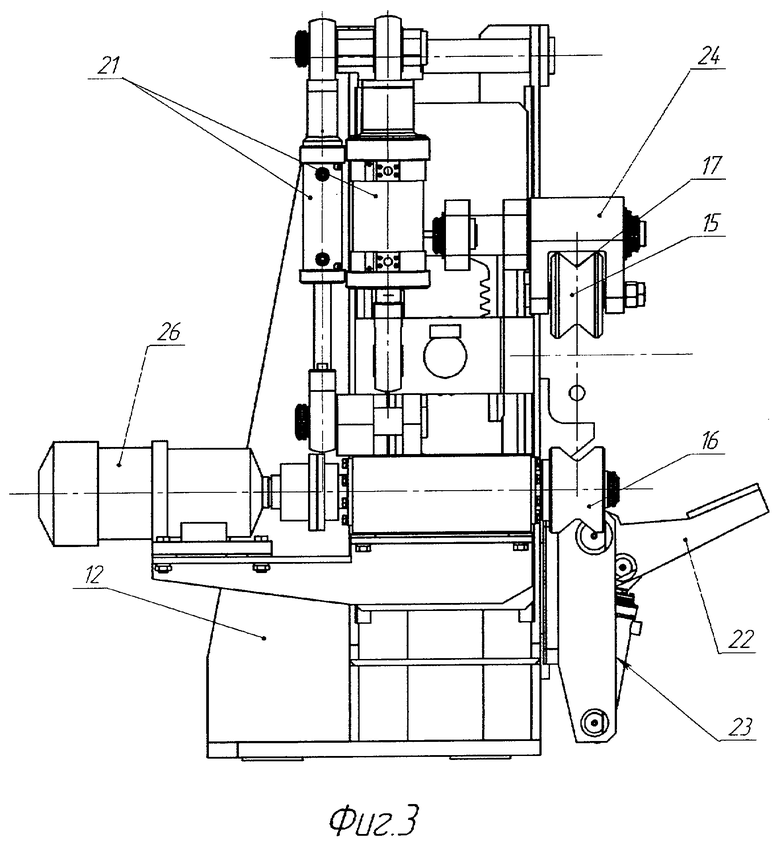
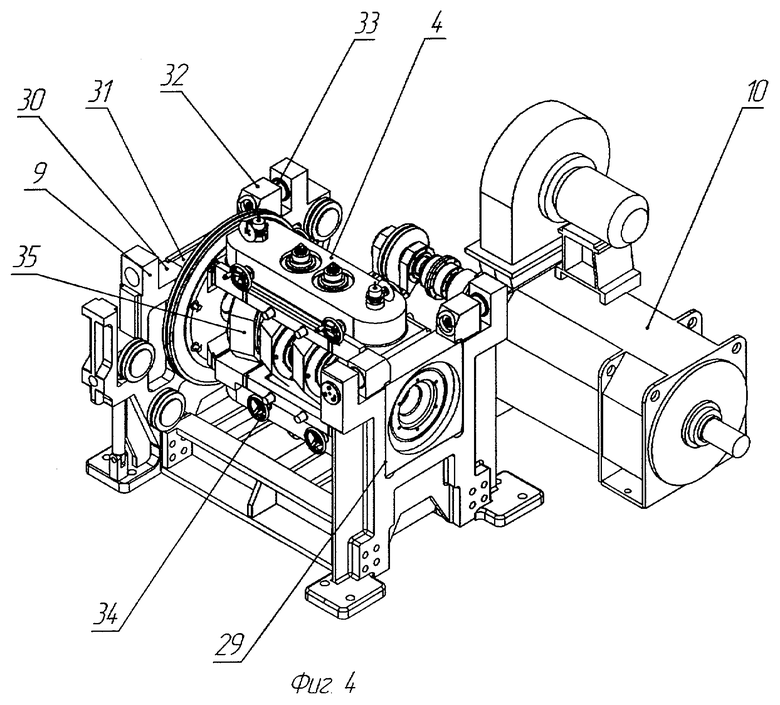
На фиг.1 показан план сверху правильного комплекса, фиг.2 - механизм подачи проката, в разрезе, фиг.3 - механизм подачи проката, вид сбоку, фиг.4 - правильное устройство в сборе.
Устройство состоит из приемно-разборочного устройства 1 (фиг.1), входного рольганга 2, механизма удерживания проката от вращения и принудительного его перемещения вдоль линии подачи в правильное устройство (механизм подачи проката). Механизм подачи проката 3 установлен перед распределительным корпусом вращения 4 (РКВ). За РКВ установлен механизм выдачи проката 5 и выходной рольганг 6 с ограничителями 7 кругового биения проката. Выходной рольганг снабжен карманами 8. В правильном устройстве РКВ размещен в стойках 9. РКВ связан с приводом 10 цепной передачей. В приемно-разборочном устройстве 1 имеется ограничитель 11 для направления конца проката в механизм подачи проката 3.
Механизм подачи проката 3 (фиг.2, 3) представляет собой сварную станину 12 с установленными на подушках 13, 14 соответственно парой роликов 15 и приводного ролика 16 с V-образными кольцевыми проточками 17. Каждая подушка 13,14 соединена с зубчатой рейкой 18 (вторая рейка на фиг. не показана), входящей в зацепление с зубчатым колесом 19. Ось 20 зубчатого колеса 19 жестко закреплена к станине 12. Рейки 18 с колесом 19 образуют механизм совмещения центра сечения правящего проката с осью вращения РКВ в вертикальном направлении, и механизм связан с гидроприводом 21 с возможностью синхронного, симметричного относительно оси РКВ перемещения роликов 15, 16 или, другими словами, ухода осей вращения роликов 15, 16 от оси РКВ в противоположные направления на равные удаления. К станине 12 закреплен рычаг 22 ориентации конца проката, связанный с гидроцилиндром 23, с возможностью изменения угла рычага 22 для направления конца проката в пространство между раздвинутыми относительно оси РКВ роликами 15, 16.
Пара роликов 15 закреплена на коромысле 24, которое шарнирно на оси закреплено к подушке 13 и имеет возможность покачивания в вертикальной плоскости. Ролики 15 размещены на осях 25 свободно и обеспечивают возможность противоположного симметричного смещения их в горизонтальной плоскости относительно вертикальной плоскости симметрии ролика 16, связанного с приводом 26. Плоскость симметрии проходит по вершине V-образной кольцевой расточки 1.
В механизме подачи проката 3 имеются накладки 27 (фиг.2), по которым катятся катки 28 подушек 13, 14.
В стенках стоек 9 РКВ выполнены открытые сверху окна 29, на внутренних вертикальных стенках одного из которых имеются продольные выступы 30, контактирующие с пазами, выполненными в торцевых стенках соответственно одной из подушек 31 РКВ, с возможностью смены РКВ в зависимости от типоразмеров намеченного к правке проката. На стойках 9 размещены клинья 32, связанные с гидроприжимами 33 подушек 31.
В РКВ имеются рукоятки 34 для настройки эксцентриситета правильных колец 35.
Правильный комплекс работает следующим образом
Прокат поступает на приемно-разборочное устройство 1. В процессе перемещения проката, например, шагающими балками он с помощью ограничителя 11 попадает на рольганг 22 так, что передний конец проката находится в зоне рычага 22, с помощью которого прижимается к корпусу механизма подачи проката 3, и конец проката устанавливается в пространстве между роликами 15,16. В этот момент ролики раздвинуты на максимальном удалении от оси РКВ. С включением гидроцилиндров 21 прижима роликов 15, 16 зубчатые рейки 18 перемещаются по высоте в обратном направлении, так как связаны с зубчатым колесом 19, ось 20 которого жестко закреплена к стойкам 12 станины механизма подачи проката 3. Образованный вышеперечисленными элементами механизм совмещения центра сечения правящего проката с осью вращения РКВ обеспечивает прижатие роликами 15, 16 проката с необходимым усилием, достаточным для удерживания проката от вращения и сохранения при этом соосности проката с РКВ, независимо от типоразмера правящего проката.
Включают привод 26 ролика 16 и перемещают прокат вдоль осевой линии подачи в РКВ. Двигатель 19 вращения РКВ в этот момент включен. После того как прокат попадет в кассеты 35, обеспечивающие при заданной схеме наклона кассет тянущее усилие, привод 26 может быть отключен. Происходит процесс правки.
Благодаря возможности качания пары роликов 15 в вертикальной плоскости и смещения роликов 15 симметрично в потивоположные стороны по горизонтали обеспечивается сохранение центра кругового колебания проката в месте прижима проката центральным приводным роликом 16 между парой неприводных роликов 15.
Это обеспечивает в некоторой степени гашение усилий на прижимные ролики с сохранением оси правки.
Передний конец проката попадает в механизм выдачи проката 5. После прижатия роликами проката включается тянущий приводной ролик механизма выдачи проката 5 (на фиг. не показано), разводятся ролики 15, 16 механизма подачи проката и процесс задачи проката в РКВ повторяется. После правки в РКВ прокат попадает на выходной рольганг 6 и сбрасывается в карман 8.
При замене РКВ на другой типоразмер проката отключают двигатель 10, снимают приводную цепь, включают гидроцилиндры 33, перемещают клинья 32, освобождая подушки 31 от прижима. Краном поднимают РКВ. Установку производят в обратном порядке.
Использование предложенного правильного комплекса правки круглого проката позволит осуществить качественную правку не только круглого длинномерного проката, но и короткого (до 3 мм) круглого проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2242312C2 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2003 |
|
RU2251463C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2001 |
|
RU2188092C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2172653C1 |
| Роликовая правильная машина | 2017 |
|
RU2690391C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при правке круглого проката. Правильный комплекс содержит входной и выходной рольганги, механизм подачи проката, механизм выдачи проката, приемно-разборочное устройство, в механизме подачи проката приводной профилированный ролик и противоположно лежащая относительно оси распределительного корпуса вращения по вертикали пара прижимных неприводных профилированных роликов кинематически связаны между собой и приводом их вертикального перемещения узлом с возможностью синхронного, симметричного относительно оси распределительного корпуса вращения перемещения роликов по высоте. Упомянутая пара роликов соединена между собой коромыслом шарнирно, с возможностью их взаимного покачивания в вертикальной плоскости. При этом ролики пары размещены на осях с возможностью противоположного симметричного смещения в горизонтальной плоскости относительно вертикальной плоскости симметрии приводного ролика. Механизм подачи проката снабжен узлом фиксации переднего конца проката в пространстве между роликами, а выходной рольганг имеет ограничители кругового биения проката в процессе правки. Повышается качество правки как длинного, так и короткого проката. 2 з.п. ф-лы, 4 ил.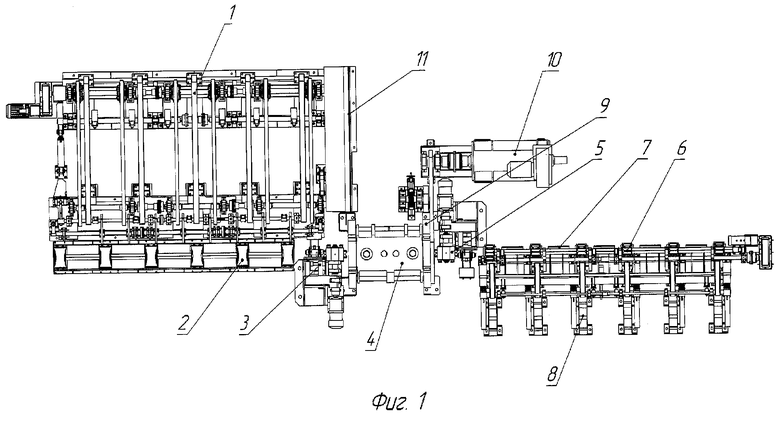
| Способ переработки шлаков от переплавки вторичного алюминия | 1943 |
|
SU64345A1 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2001 |
|
RU2188092C1 |
| Правильная машина | 1966 |
|
SU927367A1 |
| ОБЛЕГЧЕННЫЙ ТАМПОНАЖНЫЙ СОСТАВ | 1997 |
|
RU2133328C1 |

