(54) РОТАЦИОННАЯ СОРТОГИБОЧНАЯ МАШИНА
1
Изобретение относится к кузнечнопрессовому оборудованию, в частности к ротационным сортогибочным машинам, применяемым для гибки колец из профильного проката и труб.
Известна горизонтальная трехроликовая симметричная машина, которая содержит приводные боковые ролпки и симметрично размеш,енный между ними холостой регулируемый нажимной ролик 1. Боковые приводные опорные ролики помещены в глухих подшипниках Сталины и приводятся от реверсивного электродвигателя через две цилиндрические зубчатые передачи. Вал среднего нал имного ролика установлен в траверсе, которая укреплена в станине на оси. Положение среднего ролика регулируется поворотом траверсы посредством вращения маховичка на винте.
Для предупреждения появления побочных боковых дефор.маций - образования спирали при гибке несимметричных профилей - предусмотрены направляющие ролики, корпуса которых установлены в станине на осях и могут выдвигаться вперед до требуемого положения и устанавливаться перпендикулярно направлению движения изгибаемой заготовки.
Посредством соответствующей установки направляющих роликов заготовка может быть согнута в спиральный змеевик.
Недостатком описанной машины является то, что при гибке несимметричных профилей, например угольников, имеет место винтообразное вьжручивание изгибаемой заготовки относительно нейтральной оси, а также изменение угла между ее
10 полками, что снижает качество гибки.
Известна ротационная сортогибочная машина, содержащая станину, размещенные на ней опорные приводные тяговые ролики и установленные между ними на15жимной и поддерживающий регулируемые ролики, скрепленные с гидроцилиндрами, обеспечивающими взаимное перемещение роликов друг к другу и поджим их к сортовому металлу с постоянным усилием, обеспечивающим фиксацию полок заготовки и правку профиля с целью повыщения качества гибки за счет предотвращения винтообразного закручивания заготовки 2.
Силовые гидроцилиндры сопрялсены с
25 ходовым винтом посредством общего щтока гидроциндров и гайки, закрепленной в щтоке, таким образом, что прц вращении ходового винта пара 1«нал имной - поддерживающий ролики передает гибочное уси30
лие заготовки, которая при гибке свободно опирается на приводные тяговые ролики.
Гибка заготовки лроисходит при вращении опорных роликов, фрикционно передающих движение на изгибаемый сортовой металл.
Однако рабочий механизм ротационной сортогибочной машины не позволяет исключить винтообразное закручивание заготовки. Действительно, фиксация заготовки и ее правка происходят только в закрытом ручье, образованным парой «нажимной - поддерживающий ролики, связанной С силовыми гидроцилиндрами, обеспечивающими их поджатие к сортовому металлу, что Позволяет выбрать зазоры и зафиксировать вертикальную полку заготовки. Но так как на опорных тяговых роликах заготовка установлена свободно и не зафиксирована в закрытых ручьях, то под действием гибочного усилия .в узле опорных роликов также происходит выборка зазоров, что приводит к некоторому отклонению их осей от правильного расположения и появлению составляющей силы опорной реакции, направленной не перпендикулярно (нормально) к полке заготовки, а под некоторым углом, величина которого тем более, чем менее точность изготовления узла опорных роликов и чем более герметичное расстояние между точкой «онтакта с заготовкой гибочных роликов и точкой контакта с заготовкой опорного ролика, т. е. плечо действия составляющей опорной реакции. В результате на опорных тяговых роликах, в месте контакта их с заготовкой, образуется дополнительное винтообразное закручивание концов заготовки относительно ее продольной нейтральной оси, а также изменение угла между полками, что снижает качество гибки. Кроме того, гибка заготовки происходит при вращении опорных роликов, фрикциоино передающих движение на изгибаемый сортовой металл. А это значит, что проталкивающее тяговое усилие зависит от силы прижима заготовки к упомянутым роликам, т. е. от гибочного усилия.
При гибке заготовок полос, полутруб и т. п. нежестких сечений не исключено такое положение, 1при котором гибочное усилие уже достаточно для пластической деформации заготовки, но мало для создания достаточной силы трения между заготовкой и тяговыми опорными роликами. Происходит пробуксовка приводных роликов по заготовке, становится невозможным реализовать крутящий момент привода тяговых роликов. Производительность установки падает, качество поверхности заготовки ухудшается.
Наиболее близ-ким по технической сущ-, иоо.ти и достигаемому результату к предлягаемому техническому рещению является вышеописанное устройство.
Целью изобретения является повышение качества гибки за счет исключения винтообразного окручивания.
С этой целью ротационная сортогибочная машина, содержащая расположенные на станине связанные с приводами опорные тяговые ролики и гибочные ролики с механизмом их перемещения, снабжена силовЫ ми цилиндрами с плунжерами и корпусами, поворотно закрепленными на станине, и дополнительными приводными опорными роликами, парными к имеющимся, каждая пара роликов размещена в корпусе силового цилиндра; вал одного из роликов этой пары установлен в плунжере соответствующего корпуса с возможностью совместного с ним перемещения относительно второго ролика.
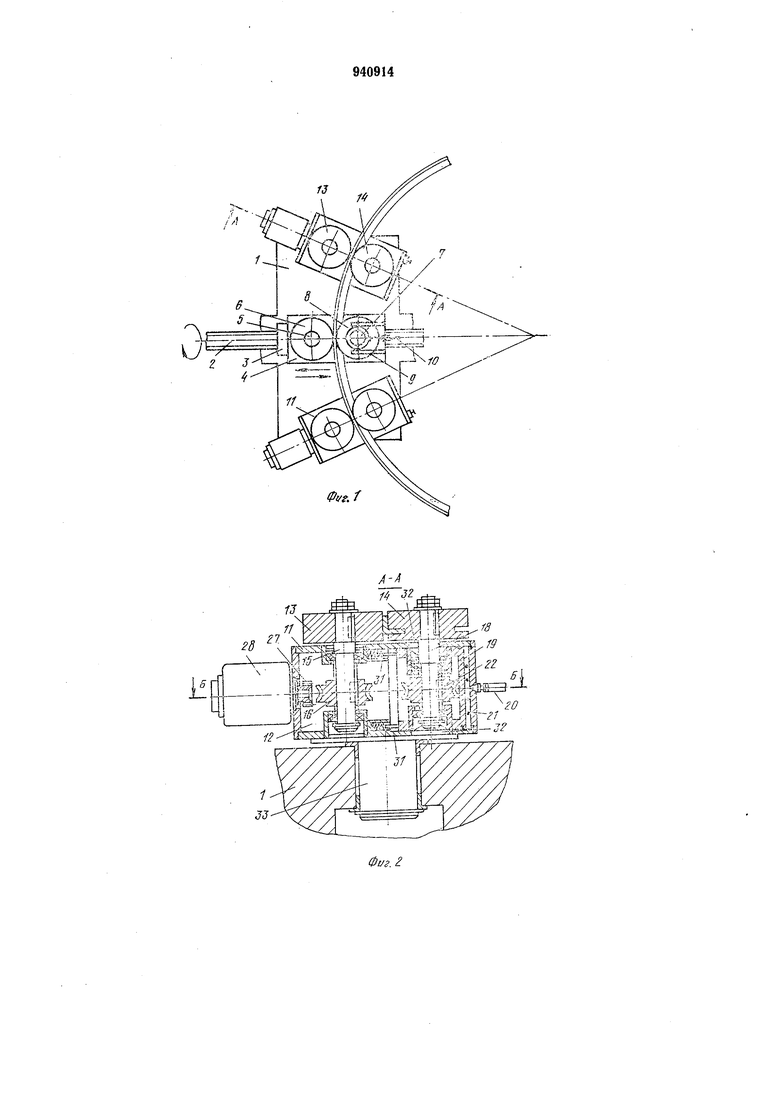
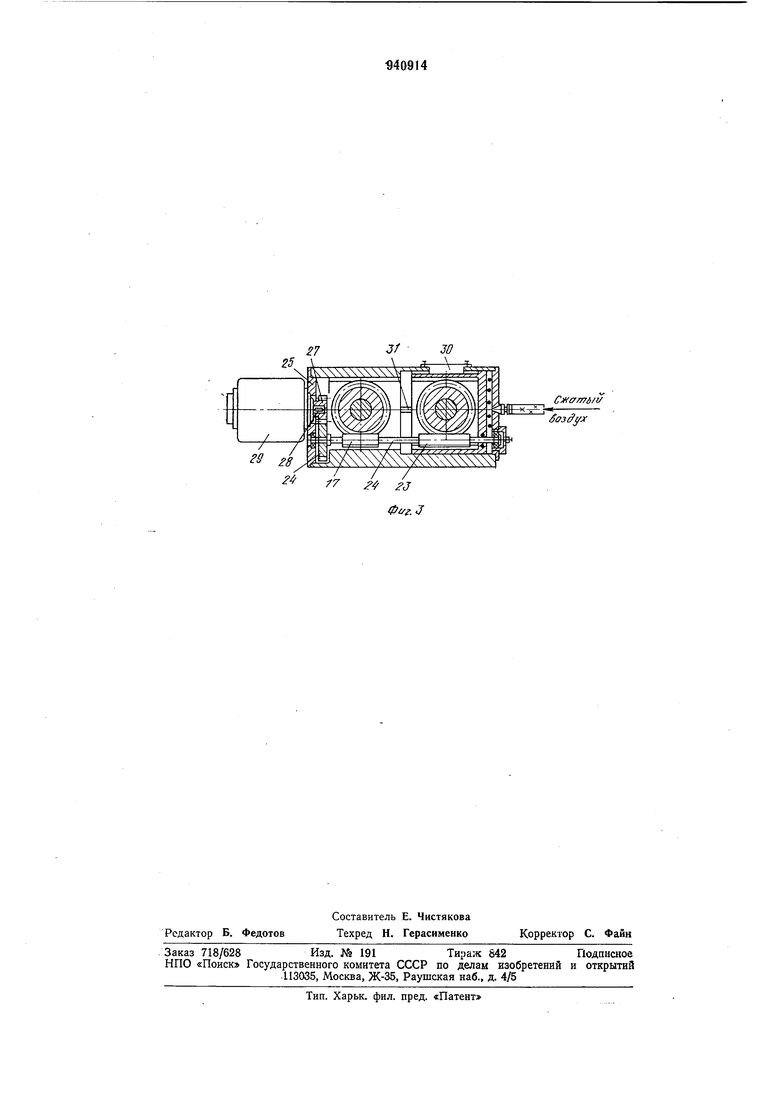
На фиг. 1 показано взаимное расположение рабочих роликов; на фиг. 2 - разрез А-А фиг. 1; на фит. 3 - разрез Б-Б фиг. 1.
На станине 1 смонтирован приводной ходовой винт 2, сопряженный с гайкой 3, закрепленной на корпусе 4, несущем неподвижно закрепленную ось 5 гибочного ролика 6 и ось 7 гибочного ролика 8.
Ось гибочного ролика 8 -размещена в направляющих 9 корпуса 4 с возможностью продольного перемещения под действием винтового нажимного механизма 10, с помощью которого осуществляется регулировка зазора между гибочными роликами 6 и 8 в соответствии с толщиной изгибаемой заготовки.
В Корпусе 11 силового цилиндра 12 закреплена одна пара опорных тяговых роликов, содержащая поддерживающий тяговый ролик 13 И (нажимной тяговый ролик 14. Вал 15 ролика 13 смонтирован в корпусе 11 на подшипниках качения и оснащен червячным колесом 16 с правым направлением витка. Колесо 16 кинематически связано с червяком 17, имеющим аналогичное правое направление ви1нтовой лмнии.
Нажимной тяговый ролик 14 смонтирован на валу 18, который установлен в плунжере 19 с возможностью совместного с ним продольного перемещения относительно второго ролика под действием сжатого воздуха, подаваемого по трубопроводу 20 через отверстие в крышке 21.
На валу 18 ролика 14 жестко закреплено червячное колесо 22 с левым направлением витка, которое сопряжено с червяком 23, имеющим левое направление винтовой линии.
Червяки 17, 23 нарезаны на валу 24, установленном на подщипниках качения в крышках 21, 25 корпуса И. Червячный вал 24 снабжен цилиндрическим колесом-шестерней 26, кинематически связанным с шестерней 27, закрепленной на валу 28 реверсивного, регулируемого по числу оборотов, электродвигателя 29 постоянного тока.
Плунжер 19 зафиксирован от поворота сопряженной по скользящей носадке ходовой шпонкой 30, закреплен-ной в корпусе 11 И допускающей только продольное перемещение Плунжера. Торец плунжера сопряжен с подпружиненными толкателями 31, обеспечивающими отж1им плунжера при снятии давления сжатого воздуха. Для удобства монтажа к выхода консоли вала 18, иажимного тягового ролика 14 в корпусе И выполнены сквозные пазы 32.
Корпус 11 сопряжен со станиной 1 посредством вертикального щарнирного стакана 33.
Ротационная сортогибочлая мащина работает следующим образом.
Заготовка расчетной длины размещается в ручьях сопряженных пар гибачных и приводных |роликов. Усилие, необходимое для гибки детали, передается на ролик 8 от ходового винта 2 через гайку 3, закрепленную на корпусе 4. Реакция от изгибающего сортовой металл усилия воспринимается винтом 2 через жесткую механическую систему. Включают подачу сжатого воздуха в корпус П. Сжатый воздух воздействует на Плунжеры 12 и перемещает их по ходовым щпонкам 30 в продольном направле-нин относительно приводных тяговых опорных поддерживающих роликов 13. При ЭТОМ.червячные колеса 22 обкатываются по :сопряженным червякам 23 как по рейкам, до положения, при котором происходят выборка зазоров и фиксация вертикальной полки заготовки между роликами 13, 14 и обеспечивается гарантированное сцепление приводных роликов с заготовкой.
Включают регулируемые электродвигатели 29, которые через щестерни 26, 27, червяки -17, 23 .и червячные колеса 16, 22 вращают тяговые ролики 13, 14, осуществляя передвил ение заготовки по определенному радиусу кривизны. При переключении, электродвигателей на «реверс заготовка
движется в обратном направлении.
В результате гибки на предлагаемой ротационной сортогибочной мащине повыщается качество гибки заготовок за счет исключения винтообразного их закручивания,
что позволяет исключить подгонку заготовок, увеличить коэффициент использования металла и повысить производительность труда.
Формула изобретения
15
Ротационная сортогибочная мащина, содержащая расположенные на станине связа)нные с приводами опорные тяговые ролики я гибочные ролики с механизмом их перемещения, отличающаяся тем, что, с целью повыщения качества гибки за счет исключения винтообразного скручивания, мащина снабжена силовыми цилиндрами
с плунжерами и корпусами, поворотно закрепленными на станине, и дополнительными приводными опорными роликаМ1И, парными к имеющимся, каждая пара роликов размещена в корпусе силового цилиндра,
вал одного из роликов этой пары установлен в плунжере соответствующего корпуса с возможностью совместного с ним перемещения относительно второго ролика.
Источники информации, принятые во внимание при экспертизе:
1. Мощнин Е. Н. Гибка и правка на ротационных машинах, М., Мащиностроение, 1967, с. 145.
2. Авторское свидетельство СССР, Я 568382, кл. В 21 D 7/02, 14.06.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий механизм ротационной сорогибочной машины | 1974 |
|
SU568482A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| Устройство для гибки сортового металла | 1979 |
|
SU792669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Устройство для изготовления лепестков шаровых емкостей | 1968 |
|
SU274067A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Трубогибочная машина | 1986 |
|
SU1461559A1 |
28
/ 2
X7
Cj/fffmi/i/
7 7
x 2J ф{/г.
